CÁC L NH N I SUY Ệ Ộ
TI N CNCỆ
ThS Ph m Xuân Vũạ

N I DUNGỘ
•G00
•G01
•G02
•G03
•G06
•G93
•G05, G07
•G08
•G09
•G33
•G04
•G36
•G39
•G37, G38
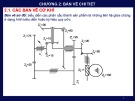
L NH Đ NH V NHANH G00Ệ Ị Ị
N4 G00 X+/- 4.3 Z+/- 4.3
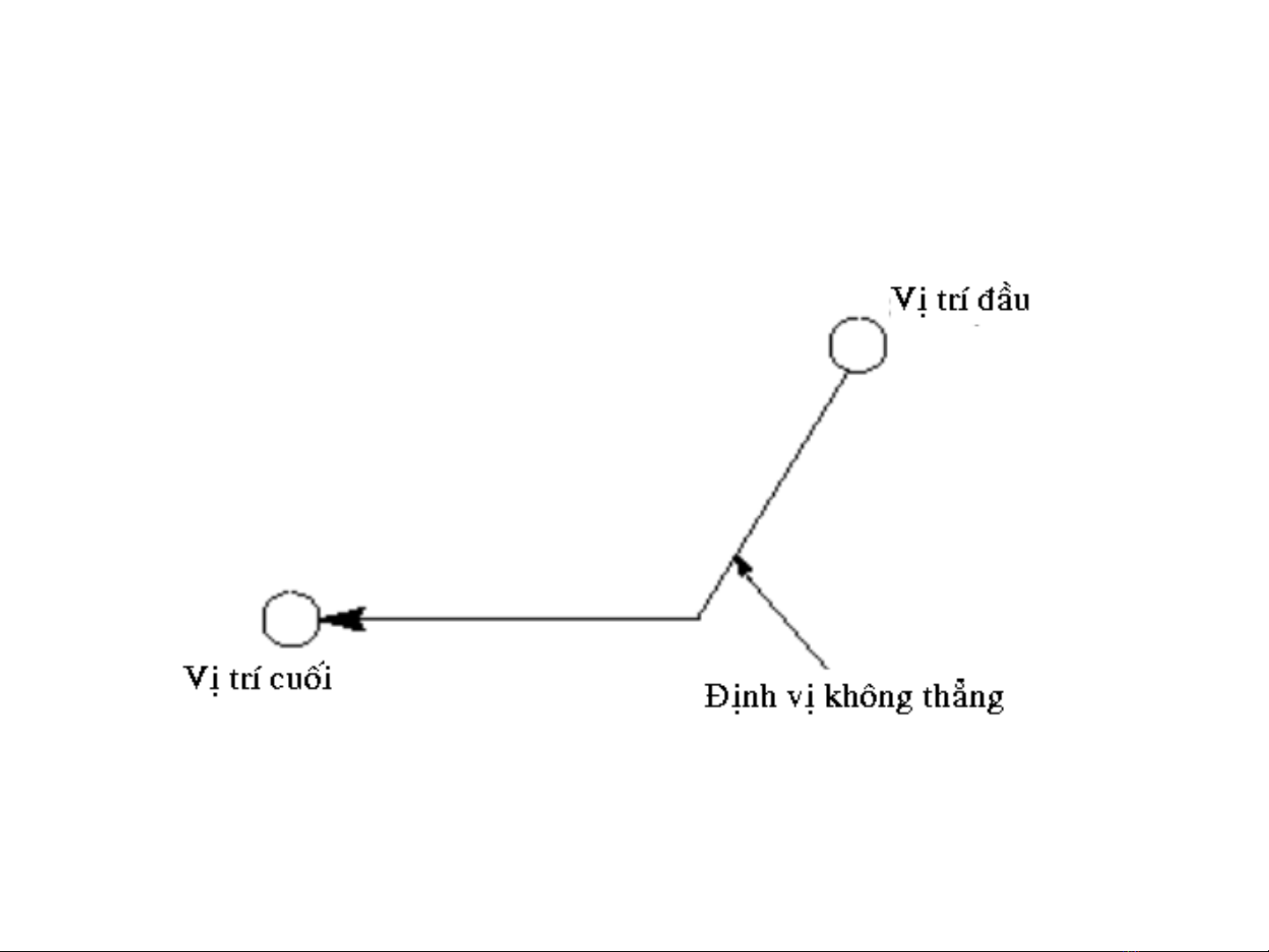
L NH Đ NH V NHANH G00Ệ Ị Ị
G90 G00 X40.0 Z56.0 ho c ặ
G91G00 X60.0 Z30.5 (l p ậ
trình theo đưng kính).ờ
G90 G00 X20.0 Z56.0 ho c ặ
G91 G00 X30.0 Z30.5 (l p ậ
trình theo bán kính).
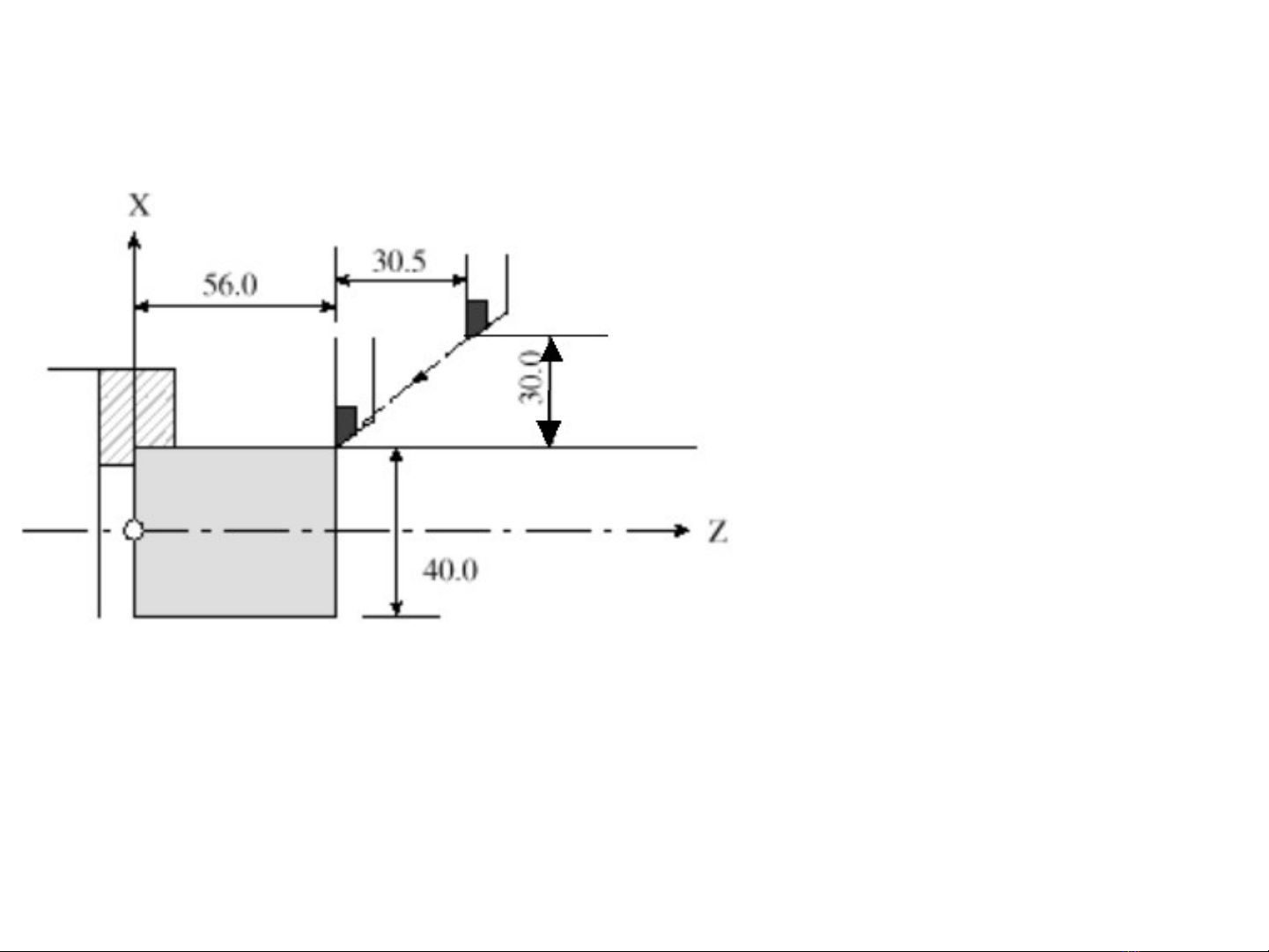
L nh n i suy ệ ộ đưng th ng G01 ờ ẳ
N4 G01 X+/-4.3 Z+/-4.3 F4.3
Thí duï
G95 G01 X40.0 Z20.1
F2.0