Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
1
Chương 6.
CÔNG NGHỆ HÀN VÀ CẮT KIM LOẠI
6.1. ĐN, đặc điểm, phân loại và công dụng
6.1.1. Định nghĩa
Hàn là QT nối ghép các chi tiết liền thành một khối ko tháo dời được
bằng cách nung nóng đến trạng thái chảy, để nguội cho chúng dính
lại với nhau; hoặc nung đến trạng thái dẻo, dùng áp lực lực ép cho
KL dính lại với nhau; hoặc dùng vảy hàn là KL thứ 3 gắn cho các chi
tiết dính lại với nhau.
6.1.2. Đặc điểm
Hàn chế tạo các thiết bị kín khít, chịu được áp lực cao để đựng
các chất khí, lỏng (bình xăng, đường ống, các bể chứa, …).
Hàn chế tạo được các chi tiết cồng kềnh, phức tạp; từ các chi
tiết đơn giản đến phức tạp.
Hàn cho phép nối các KL khác nhau với nhau, KL với phi kim.
Hàn tiết kiệm được KL: So với đúc hàn tiết kiệm được 50%;
so với tán rivê, ghép bu lông hàn tiết kiệm 1025%.
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
2
Hàn cho phép giảm thời gian chế tạo, dễ cơ khí hóa và tự
động hóa. Năng suất cao, giá thành hạ Hàn được ứng dụng
rộng rãi trong CN.
Chế tạo tàu thủy: Trong tàu có đến 6.000 km đường hàn. Trong CN
chế tạo máy bay, dầu khí, CN điện, điện tử, chế tạo ôtô, xe máy, …
Nhược điểm: Tồn tại ƯS dư, vật hàn dễ bị bd (cong, vênh), …
6.1.3. Phân loại
1) Hàn nóng chảy: Là P2 hàn = cách nung nóng đến trạng thái chảy.
Thường gặp: Hàn khí, hàn HQ tay, HQ tự động và bán tự động
dưới lớp thuốc, trong môi trường khí bảo vệ, hàn trong chân ko, ...
Các khí trong mtrg ảnh hưởng lớn đến mối hàn Dùng thuốc,
khí bảo vệ, hàn trong chân ko.
2) Hàn áp lực: Là P2 hàn nung đến trạng thái dẻo hoặc ko nung sau
đó dùng áp lực ép cho KL dính vào nhau.
Hàn điện tiếp xúc: Cho dòng điện đi qua vật t/x ở mối hàn.
Hàn điện tiếp xúc giáp mối.
Hàn điểm.
Hàn đường.
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
3
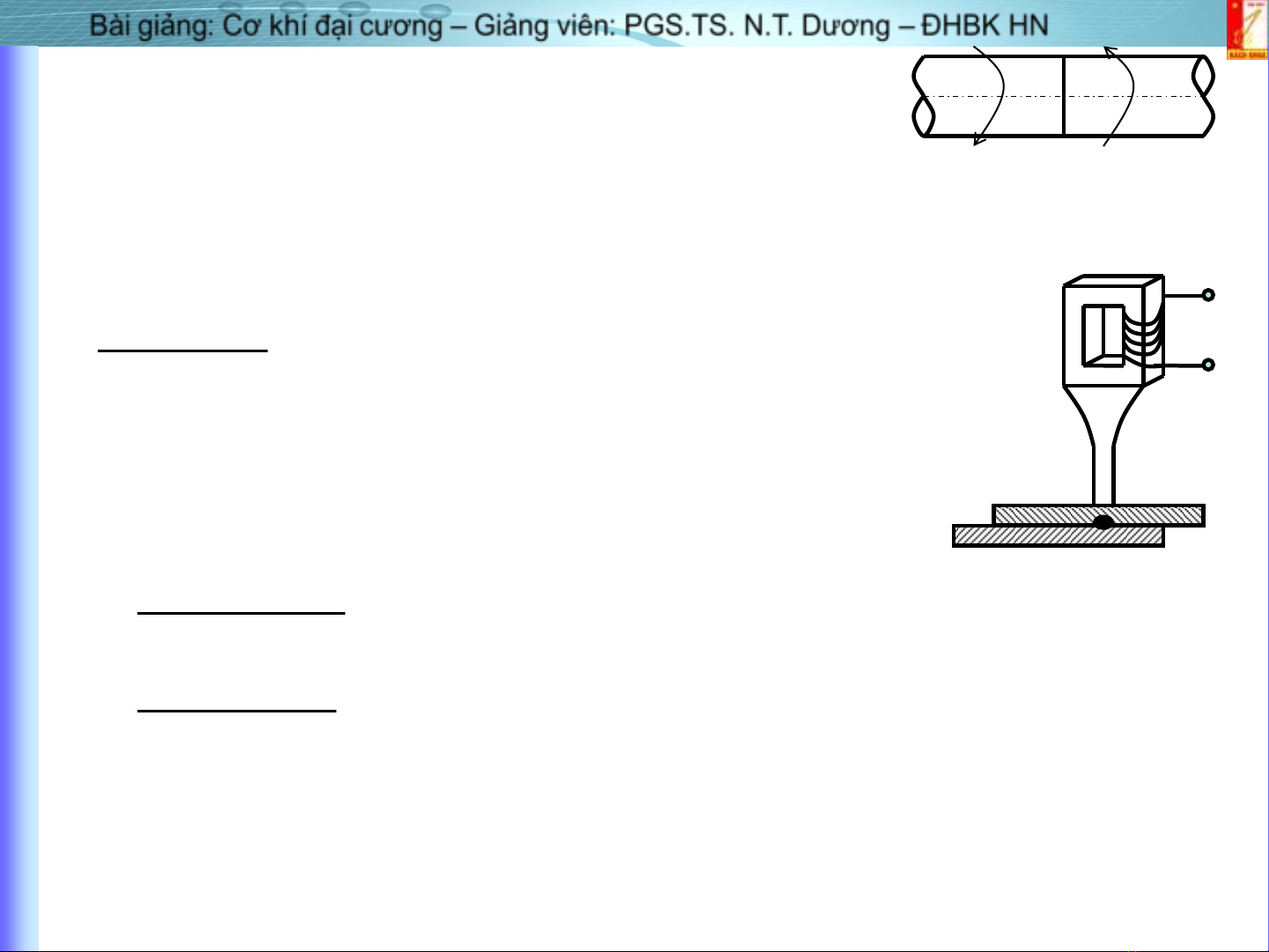
Hàn ma sát: Cho 2 vật quay ngược chiều
nhau sau đó ép.
Hình 6.1. Hàn
ma sát
Hàn nguội: VD hàn dây điện Dùng kìm bấm.
Hàn rèn: Nung đến trạng thái rèn Dùng búa gõ.
Hàn siêu âm: Dao động đàn hồi f > 16 Kh (ki lô héc) gọi là siêu
âm. Truyền dao động này vào các môi trường để xử lý.
3) Hàn vảy: Dùng VL thứ 3 để hàn dính các vật hàn.
VD: Dùng thiếc để hàn 2 mép của thùng tôn.
6.2. Thiết bị và công nghệ hàn hq tay
6.2.1. Khái niệm, đặc điểm và phân loại
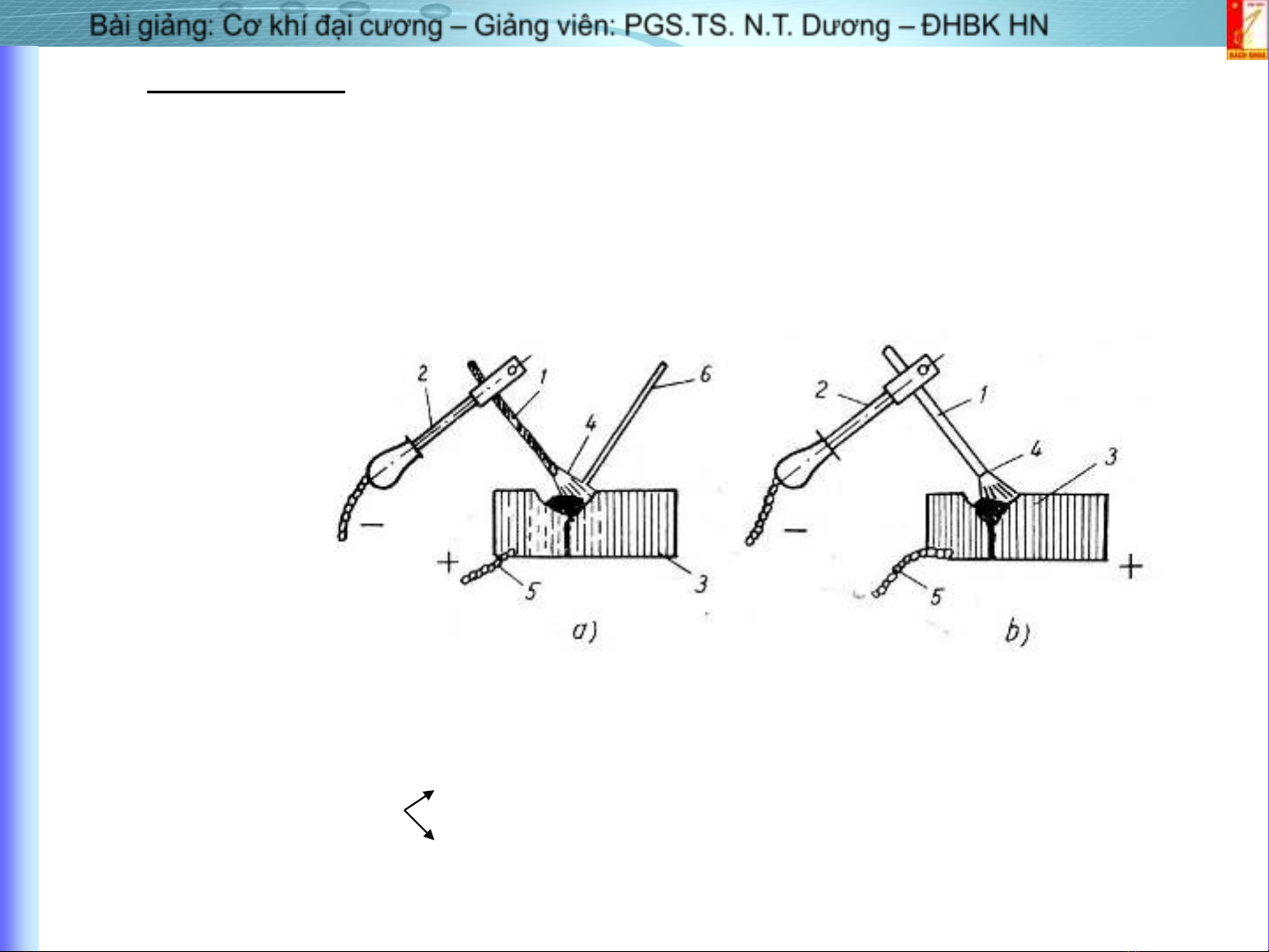
1) Khái niệm: Là dùng nhiệt do hq sinh ra giữa các điện cực để nung
nóng KL đến trạng thái chảy sau đó để nguội cho KL dính lại với nhau.
2) Đặc điểm: Nguồn nhiệt có to = 6.000 oC Nung nóng chảy rất
nhanh trong tg ngắn.
Vùng nóng chảy của mh nhỏ Các quá trình lý hóa, luyện
kim khi hàn xảy ra ko triệt để và phức tạp.
Ưu điểm: Trang thiết bị đơn giản, cho năng suất cao. Hàn HQ
được ứng dụng rộng rãi trong CN.
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
4
3) Phân loại: Hàn HQ tay: Điều khiển mỏ hàn = tay.
Điện cực nóng chảy (que hàn).
Điện cực ko nóng chảy (C, W).
Hàn HQ tự động: Gây HQ, CĐ của que hàn, … tự động.
Hàn HQ tự động dưới lớp thuốc: Gây HQ dưới lớp thuốc.
Hàn HQ tự động trong mtrg khí bảo vệ: Ar, CO2.
Hình 6.2. Hàn
điện hồ quang
Điện cực ko n/c Điện cực n/c
6.2.2. Nguồn điện hàn và máy hàn
6.2.2.1. Nguồn điện hàn
Hàn HQ điện: 1 chiều: Thiết bị phức tạp nhưng chất lượng cao.
Xoay chiều.
Hồ quang điện là hiện tượng phóng điện (khi các điện cực cách
nhau 1 khoảng nhất định) đi qua mtrg khí làm ion hóa các mtrg khí.
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
5
1) Yêu cầu: Nguồn điện hàn cần có các yêu cầu sau:
Có điện thế ko tải đủ lớn để gây được hq, duy trì hq cháy
ổn định nhưng ko nguy hiểm với con người.
HQ điện sinh ra ngọn lửa có to rất cao (6.000 oC).
Phát ra ánh sáng có cường độ rất lớn: Dễ làm hỏng da, mắt.
Với nguồn 1 chiều: Uo = 35 55 V; Uh = 15 25 V.
Với nguồn xoay chiều: Uo = 55 80 V; Uh = 25 40 V.
Uo - Dòng điện ko tải; Uh – Dòng điện khi có tải.
Khi đoản mạch: Cường độ dòng ngắn mạch phải nhỏ để nâng
cao tuổi thọ của máy hàn: đ (1,3 1,4) h.
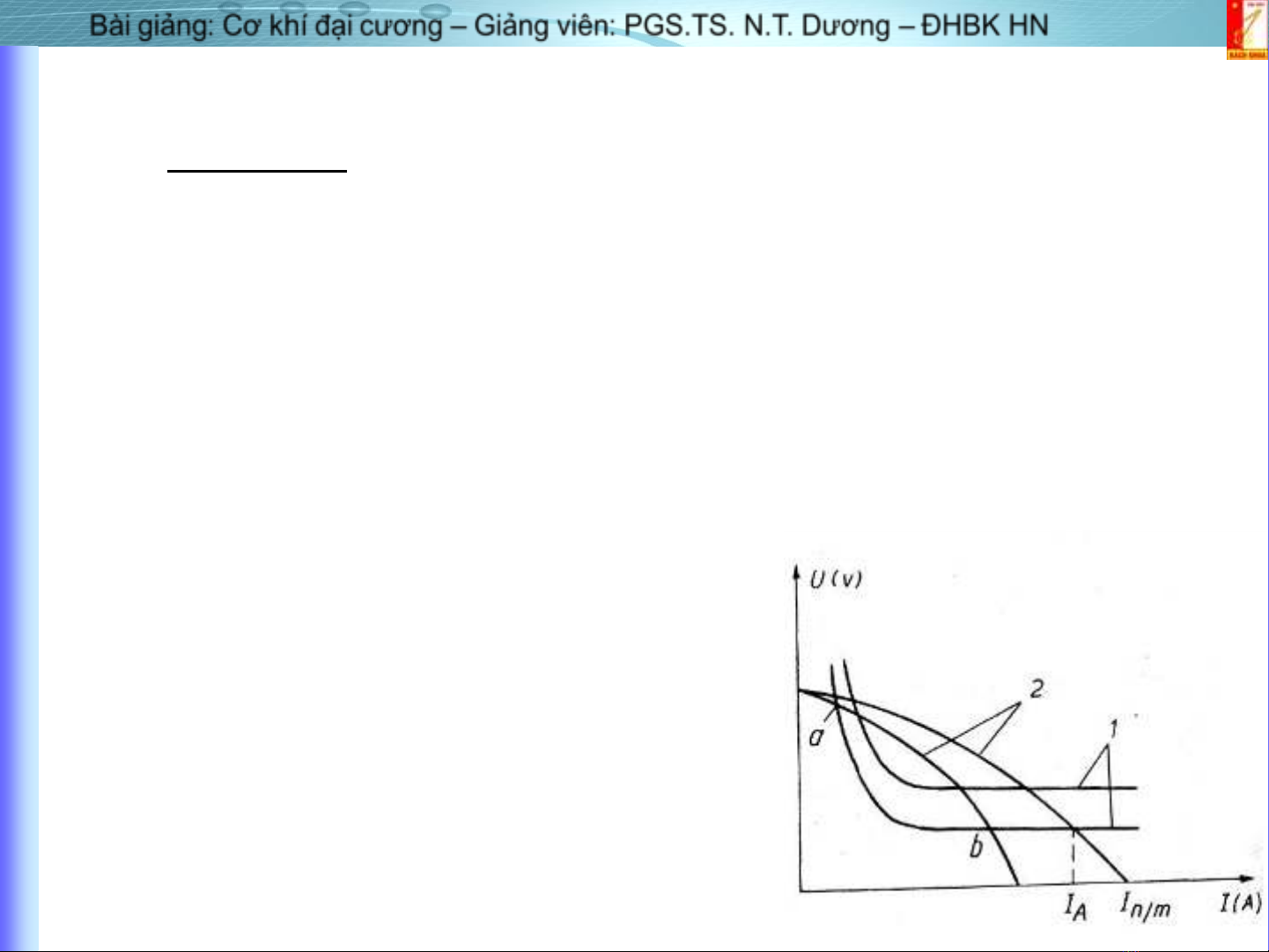
Điện thế nguồn hàn phải thay đổi nhanh để ôđ sự cháy của hq:
U ; Ngược lại U .
1 – Đường đặc tính tĩnh của hq.
2 – Đường đặc tính ngoài của
máy hàn.
Cường độ dòng điện hàn
thay đổi được theo 2 kiểu: Vô
cấp và phân cấp.
Hình 6.3. Đường biểu diễn quan hệ U-








![Giáo trình Vật liệu cơ khí [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250909/oursky06/135x160/39741768921429.jpg)














