
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
8.1. Cơ khí hóa và tự động hóa
Cơ khí hóa (CKH) là sự thay thế sức lao động thủ công
(bằng tay) của con người bằng máy móc để thực hiện việc gia
công các chi tiết máy, hay máy móc, thiết bị theo một quy
trình công nghệ xác định.
Tự động hóa (TĐH) là mức độ phát triển cao hơn của CKH.
Có được sự khác biệt đó là do hình thức điều khiển trong
TĐH.
Điều khiển là sự tác động có mục đích lên đối tượng điều
khiển theo một quy luật xác định trước.
Chương 8.
CƠ KHÍ HOÁ, TỰ ĐỘNG HOÁ TRONG SXCK
1
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Tự động hóa có các mục tiêu chính sau đây:
Tích hợp các khía cạnh khác nhau của hoạt động sản xuất.
Cải thiện năng suất bằng cách giảm chi phí sản xuất thông qua
kiểm soát sản xuất tốt hơn.
Cải thiện chất lượng bằng cách sử dụng các quy trình lặp lại.
Giảm sự tham gia của con người.
Giảm hư hỏng chi tiết gia công.
Nâng cao mức độ an toàn cho con người.
Tiết kiệm không gian sàn trong nhà máy.
2
8.2. Tự động hóa quá trình chế tạo
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
1) Tự động hóa cứng
Trong tự động hóa cứng hoặc tự động hóa vị trí cố định, các máy được thiết
kế để tạo ra một sản phẩm tiêu chuẩn: Bánh răng, trục, khối động cơ,…
Những máy này chuyên biệt và thiếu tính linh hoạt.
Những máy này sử dụng với số lượng rất lớn.
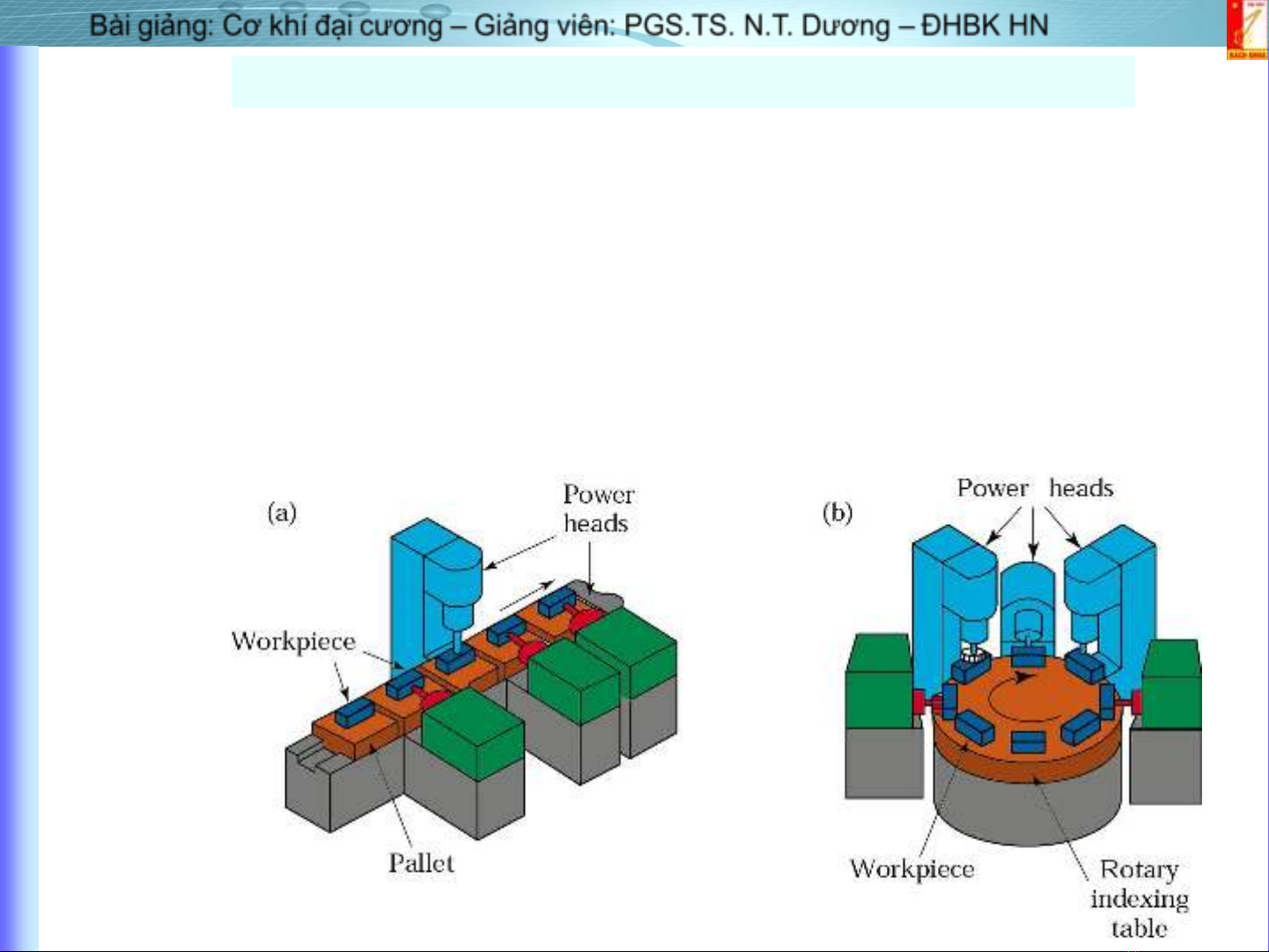
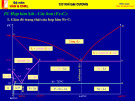
Các phôi gia công được chuyển bằng phương pháp:
- Đường ray dọc theo đó các chi tiết được đẩy hoặc kéo (Hình 9.3a);
- Bàn quay (Hình 9.3b);
- Băng tải.
3
Hình 9.3 Hai loại cơ chế dây chuyền: (a) thẳng và (b) xoay tròn.
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Trong tự động hóa mềm (tự động hóa linh hoạt hoặc có thể lập trình), tính
linh hoạt cao hơn đạt được thông qua việc sử dụng điều khiển máy tính của
máy và chức năng của nó.
Nó có thể tạo ra các chi tiết có hình dạng phức tạp.
Máy có thể được lập trình lại dễ dàng và dễ dàng để tạo ra một chi tiết có
hình dạng hoặc kích thước khác với chi tiết được sản xuất ngay trước nó.
2) Tự động hóa mềm
3) Bộ điều khiển logic lập trình (PLC)
Việc kiểm soát quy trình sản xuất theo trình tự thích hợp đã được thực hiện bằng
các bộ đếm thời gian, công tắc, rơ le, bộ đếm và các thiết bị cứng tương tự dựa
trên các nguyên tắc cơ học, cơ điện tử và khí nén.
Các PLC đã trở nên ít phổ biến hơn trong các cài đặt mới vì các tiến bộ trong
các máy điều khiển số, nhưng chúng vẫn là một cơ sở cài đặt rất lớn.
Máy tính nhỏ được sử dụng rộng rãi bởi vì chúng rẻ hơn PLC và dễ dàng hơn
trong việc lập trình và kết nối mạng. 4
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
4) Điều khiển số (NC)
NC là một phương pháp kiểm soát chuyển động của các bộ phận của máy
bằng cách chèn trực tiếp các hướng dẫn được mã hóa dưới dạng các số và chữ
vào hệ thống.
Hệ thống sẽ tự động diễn giải các dữ liệu này và chuyển đổi chúng thành
tín hiệu đầu ra.
5
Điều khiển số trực tiếp (DNC):
Một số máy được điều khiển trực tiếp từng bước bởi một máy tính trung tâm lớn.
Nhược điểm: Nếu máy tính tắt, tất cả các máy sẽ không hoạt động.
Điều khiển số máy tính (CNC)
Một máy tính nhỏ điều khiển là một phần không thể thiếu của máy (máy tính bảng).
Ưu điểm: - Máy tính nhỏ với bộ nhớ lớn;
- Bộ điều khiển và bộ vi xử lý có thể lập trình chi phí thấp;
- Khả năng chỉnh sửa chương trình thuận lợi.
Điều khiển số máy tính (CNC)







![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














