
Trêng §H KTCN-TN Bé m«n ChÕ
t¹o m¸y
CHƯƠNG VI
TÍNH CÔNG NGHỆ TRONG KẾT CẤU
6.1 Khái niệm.
* Khái niệm:
Tính công nghệ trong kết cấu là tính chất của sản phẩm nhằm đảm
bảo lượng tiêu hao kim loại là ít nhất, khối lượng gia công và lắp ráp ít
nhất, giá thành chế tạo thấp nhất trong một điều kiện sản xuất nhất định.
* Tính chất:
- Tính công nghệ trong kết cấu phụ thuộc rất nhiều vào quy mô sản
xuất và tính chất loạt của sản phẩm.
Ví dụ: Kết cấu mối ghép then hoa...
- Tính công nghệ trong kết cấu phải được nghiên cứu đồng bộ trong
tổng thể kết cấu của sản phẩm. Khi nâng cao tính công nghệ trong kết
cấu của một chi tiết thì phải nâng cao được tính công nghệ trong kết cấu
của cả sản phẩm.
- Tính công nghệ trong kết cấu phải được đặt ra và giải quyết một
cách triệt để trong từng giai đoạn của quá trình thiết kế và chế tạo sản
phẩm.
- Tính công nghệ trong kết cấu phụ thuộc vào điều kiện sản suất cụ
thể của cơ sở sản xuất.
* Chỉ tiêu đánh giá:
Chỉ tiêu tổng quát nhất để đánh giá tính công nghệ trong kết cấu là giá
thành sản phẩm, nghĩa là nếu hai sản phẩm có cùng tính năng sử dụng
thì sản phẩm nào có giá thành rẻ hơn thì sản phẩm đó có tính công nghệ
trong kết cấu cao hơn.
Tuy nhiên, giá thành sản phẩm chỉ có được sau khi đã thiết kế xong
QTCN mà tính công nghệ trong kết cấu phải được nghiên cứu và đánh
giá trong mọi giai đoạn của quá trình thiết kế và chế tạo sản phẩm. Vì
Bµi gi¶ng C«ng nghÖ chÕ t¹o m¸y — HP 2 Page
1 of 16
Trêng §H KTCN-TN Bé m«n ChÕ
t¹o m¸y
vậy, trong thực tế người ta thường sử dụng các chỉ tiêu gián tiếp để
đánh giá tính công nghệ trong kết cấu.
6.2 Các chỉ tiêu gián tiếp đánh giá tính công nghệ trong kết cấu.
1. Trọng lượng kết cấu nhỏ nhất.
Hình 6.1
2. Sử dụng vật liệu hợp lý, thống nhất, tiêu chuẩn, dễ kiếm, rẻ tiền.
3. Quy định kích thước, dung sai, độ nhám bề mặt hợp lý.
4. Sử dụng các kết cấu, các bề mặt thống nhất, tiêu chuẩn.
5. Kết cấu chi tiết phải thuận lợi cho quá trình gia công.
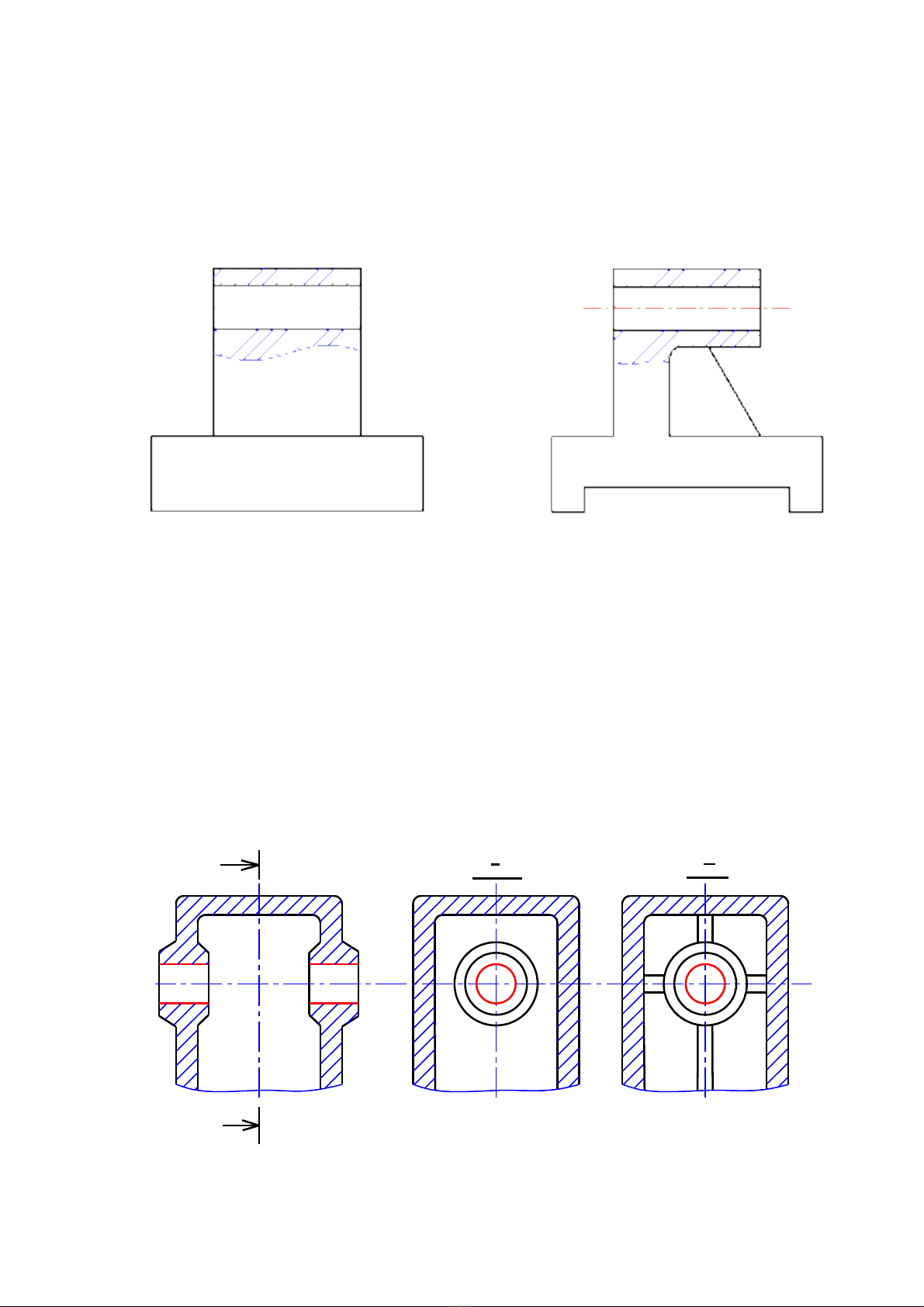
a/ Kết cấu phải đảm bảo độ cứng vững khi gia công.
Ví dụ:
A
A
A A A A
a/ b/
Bµi gi¶ng C«ng nghÖ chÕ t¹o m¸y — HP 2 Page
2 of 16
S
62
±1,5
63
-0,05
62
±1,5
S
65
-0,05
a/ b/
a/ b/
Trêng §H KTCN-TN Bé m«n ChÕ
t¹o m¸y
Hình 6.2
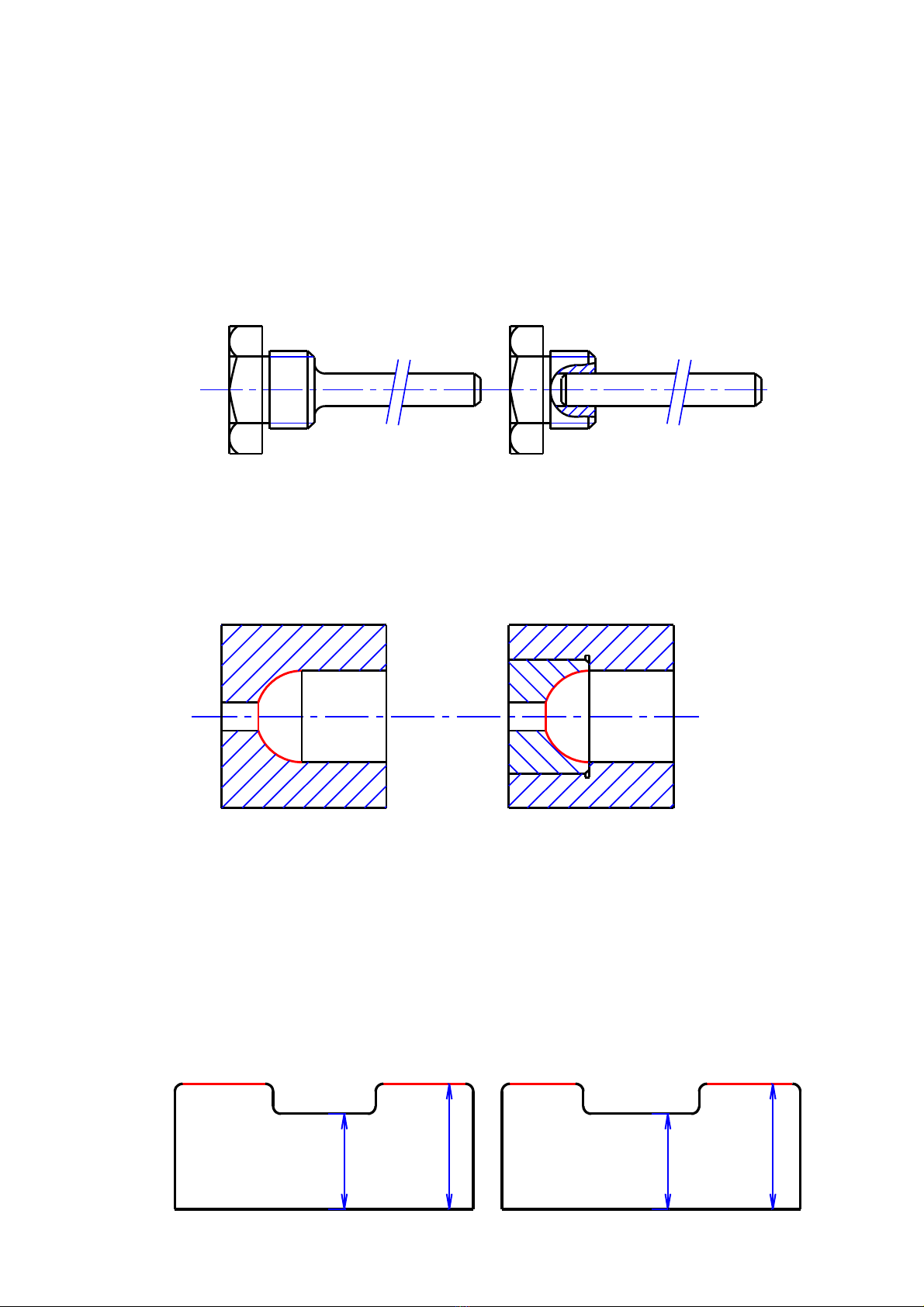
b/ Kết cấu phải đảm bảo tiết kiệm nguyên vật liệu.
Ví dụ:
a/ b/
Hình 6.3
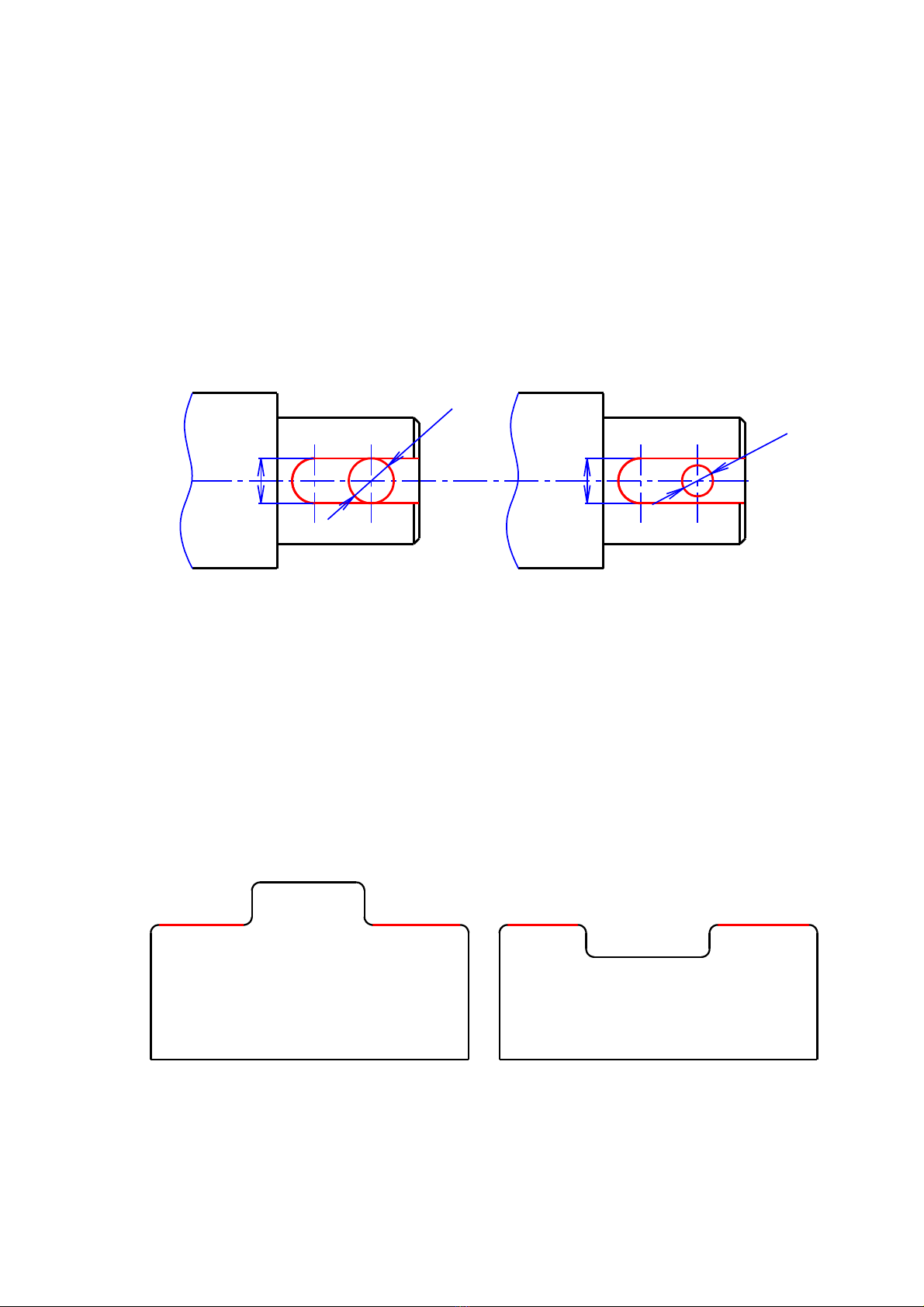
c/ Kết cấu sao cho đơn giản hoá quá trình gia công.
Ví dụ:
Hình 6.4
d/ Kết cấu nên phân định rõ giữa bề mặt gia công và bề mặt không gia
công.
Ví dụ:
Bµi gi¶ng C«ng nghÖ chÕ t¹o m¸y — HP 2 Page
3 of 16
Trêng §H KTCN-TN Bé m«n ChÕ
t¹o m¸y
Hình 6.5
e/ Kết cấu nên nên định rõ giữa ranh giới giữa các bề mặt gia công
với nhau.
Ví dụ:
B
Ø
B
Ø
a/ b/
Hình 6.6
g/ Kết cấu nên tạo điều kiện để gia công nhiều bề mặt trên một đường
chuyển dao.
Ví dụ:
a/
S
b/
S
Hình 6.7
Bµi gi¶ng C«ng nghÖ chÕ t¹o m¸y — HP 2 Page
4 of 16
Trêng §H KTCN-TN Bé m«n ChÕ
t¹o m¸y
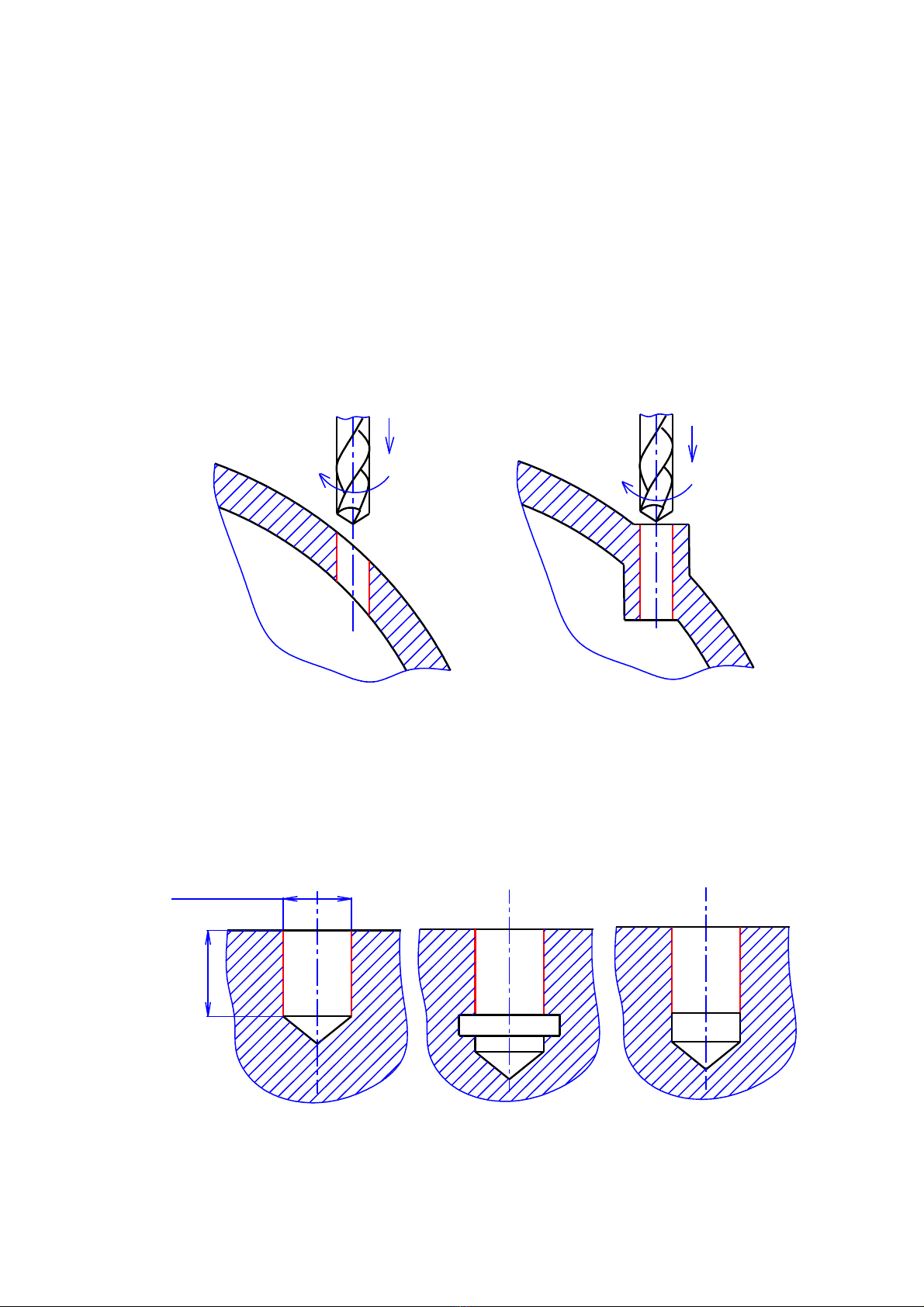
h/ Kết cấu nên tạo điều kiện để ăn dao vào và thoát dao ra dễ dàng.
Ví dụ:
S
a/ b/
nnS
Hình 6.8
H
Ø20H7
a/ b/ c/
Bµi gi¶ng C«ng nghÖ chÕ t¹o m¸y — HP 2 Page
5 of 16








![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)








