BÀI GIẢNG
Trường Đại Học Bách Khoa Hà Nội
Viện Cơ Khí
Bộ môn: Gia Công Vật Liệu & Dụng Cụ Công Nghiệp
NGUYÊN LÝ GIA CÔNG VẬT LIỆU
(ME4212)
1
CHƯƠNG 7
MÒN VÀ TUỔI BỀN CỦA DỤNG CỤ CẮT
(Phiên bản 02, 8/2014)
(Bài giảng này có sử dụng một số nội dung từ bài giảng của TS. Nguyễn Tiến Đông)
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Nội dung Chương 7
Sự mài mòn của dụng cụ cắt
Khái niệm
Cơ chế mài mòn dụng cụ cắt
Các dạng mài mòn dụng cụ cắt
Đồ thị mòn theo thời gian
Chỉ tiêu đánh giá sự mài mòn dụng cụ cắt
Các phương pháp xác định lượng mòn
Tuổi bền của dụng cụ cắt
Khái niệm về tuổi bền dụng cụ
Các yếu tố ảnh hưởng tới tuổi bền DCC
Mối quan hệ giữa tuổi bền dụng cụ và vận tốc cắt
2
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Mục tiêu
Nghiên cứu cơ chế mòn dụng cụ
Tìm hiểu về các dạng mòn
Đưa ra các chỉ tiêu đánh giá mòn
Ý nghĩa mối quan hệ giữa tuổi bền dụng cụ và vận tốc cắt
3TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
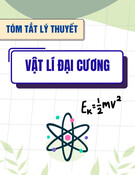
Điều kiện làm việc của dụng cụ cắt
Chịu áp lực lên bề mặt làm việc lớn
Làm việc trong điều kiện lực cắt thay đổi
Nhiệt độ vùng cắt cao (có thể lên tới 1000oC)
Ma sát lớn do phoi trượt trên mặt trước và mặt sau tiếp xúc bề mặt đã gia công
4
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng hỏng chính của DCC
Gẫy, vỡ phần cắt của dụng cụ
Mòn dụng cụ
5TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Khái niệm mòn
Sự thay đổi bề mặt của dụng cụ so với bề mặt trước khi gia công (bề mặt
ban đầu), kết quả là trong suốt quá trình cắt, một lớp vật liệu của dụng cụ
mất đi dần dần.
6
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Cơ chế mài mòn của DCC
7
1. Mòn vì cào xước (hạt mài)
2. Mòn vì chảy dính
3. Mòn vì oxy hóa
4. Mòn do khuếch tán
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Cơ chế mài mòn của DCC
8
Mòn vì cào xước (hạt mài)
Bản chất: Trong quá trình cắt các hạt cứng ( hạt mài) từ vật liệu gia công và
phoi cào xước (mài mòn) các bề mặt tiếp xúc của dụng cụ với chi tiết, DCC với
phoi. Các hạt cứng nhỏ cào tróc đi các phần tử vật liệu dụng cụ trên mặt trước
và mặt sau trong quá trình cắt → Mòn.
Đặc điểm:
+ Khi cắt ở tốc độ cắt thấp, cơ chế mài mòn cào xước là chính.
+ Mòn vì cào xước tạo nên trên bề mặt tiếp xúc của dụng cụ các vết song song
với phương thoát phoi.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Cơ chế mài mòn của DCC
9
Mòn vì chảy dính
Bản chất: Khi cắt đến một tốc độ cắt nhất định (tùy theo vật liệu DCC), nhiệt cắt
lớn, áp lực lớn ở các bề mặt tiếp xúc làm cho các phần tử vật liệu dụng cụ bị
chảy dẻo nhiều, dính vào phoi và chi tiết gia công trong quá trình chuyển động bị
mất đi → gây ra mòn dao.
Đặc điểm:
+ Các phần tử chảy dính của vật liệu dụng cụ phụ thuộc vào vật liệu gia công,
điều kiện cắt và vật liệu dụng cụ (các loại vật liệu dụng cụ dẻo dễ chảy dính hơn).
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Cơ chế mài mòn của DCC
10
Mòn vì oxy hoá
Bản chất: Ở tốc độ cắt cao ( nhiệt cắt lớn) vật liệu lớp bề mặt của dụng cụ dễ bị
oxy hoá (do tiếp xúc với không khí) tạo thành các lớp oxít. Lớp này mỏng và giòn
có sức bền kém nên dễ bị phá huỷ, tách ra khỏi bề mặt của dụng cụ → gây ra
mòn.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Cơ chế mài mòn của DCC
11
Mòn do khuếch tán
Bản chất: Khi cắt ở nhiệt độ cao, biến dạng dẻo lớn, vật liệu của dụng cụ và chi
tiết tương đồng về thành phần hóa học nên xảy ra hiện tượng khuyếch tán vào
nhau. Kết quả là một phần vật liệu của dụng cụ khuếch tán vào phoi và vật liệu
gia công→mòn.
Đặc điểm:
+Trong quá trình cắt lượng vật liệu dụng cụ khuếch tán vào chi tiết và phoi lớn
hơn so với trường hợp tiếp xúc ở trạng thái tĩnh vài nghìn lần.
+ Ở nhiệt độ cao, dụng cụ hợp kim cứng thường xảy ra do khuyếch tán là chủ
yếu.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Cơ chế mài mòn của DCC
12
Nhận xét
Dụng cụ bị mòn theo cả 4 cơ chế, trong đó cơ chế mòn nào là chủ yếu thì ta nói
dụng cụ bị mòn theo cơ chế đó.
Ở nhiệt độ cắt thấp thì mòn vì cào xước là chủ yếu, còn 3 cơ chế mòn còn lại
xảy ra chủ yếu ở nhiệt độ cao.
Với các chế độ gia công thực tế thì cơ chế mài mòn chảy dính là chủ yếu.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
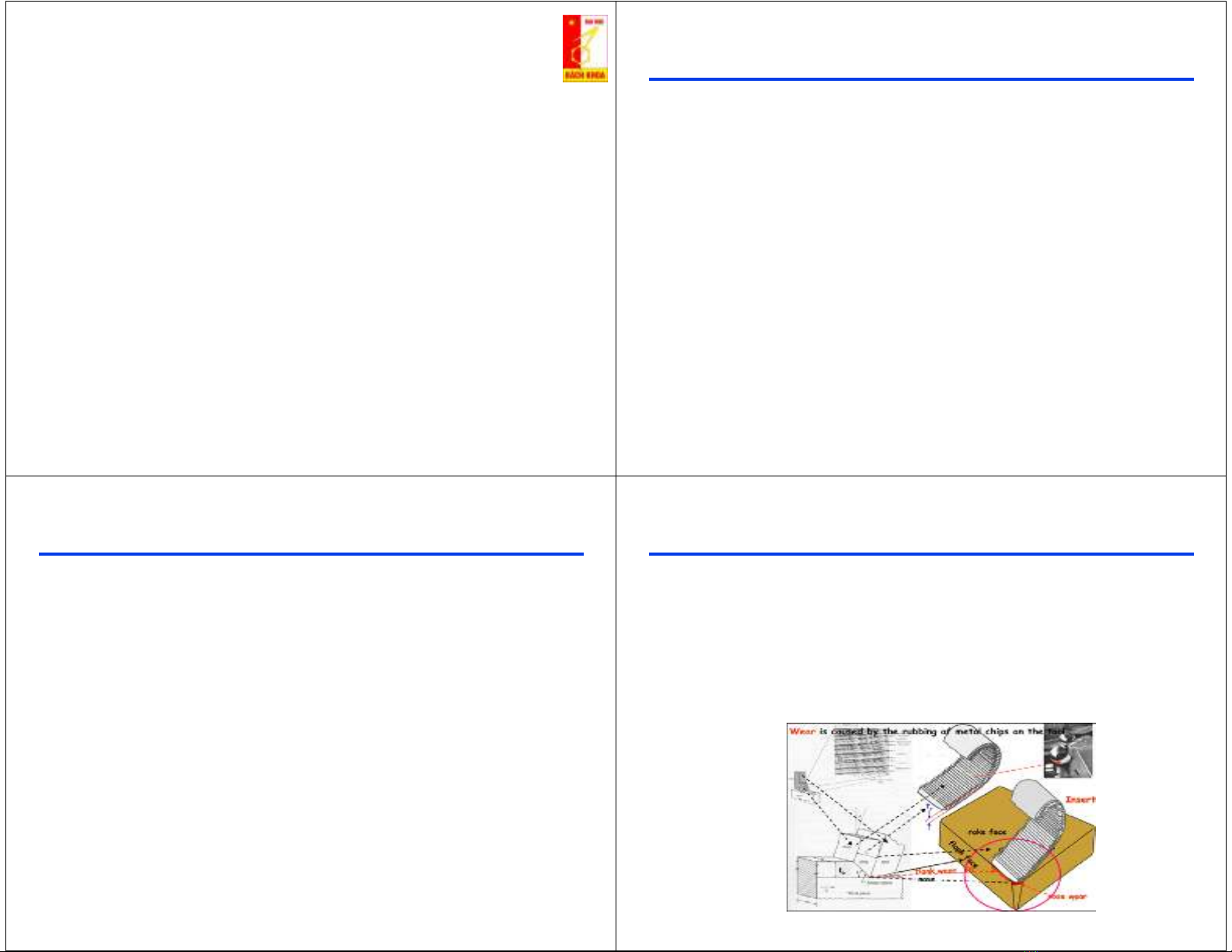
Các dạng mòn của DCC
13
Mài mòn theo mặt sau
Mài mòn tù lưỡi cắt
Mài mòn theo mặt trước
Mài mòn đồng thời mặt trước và mặt
sau
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng mòn của DCC
14
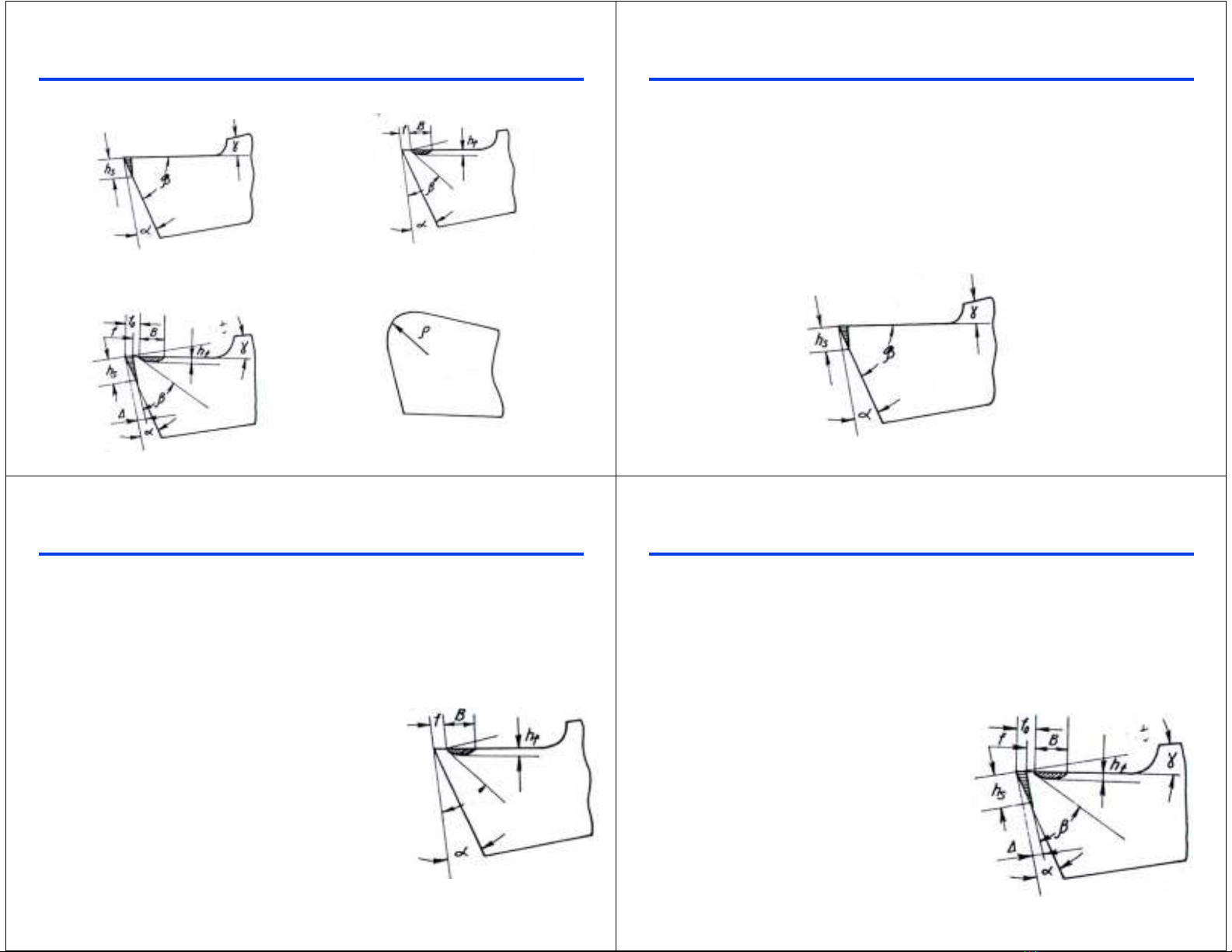
Mòn theo mặt sau
Nguyên nhân: do ma sát, tiếp xúc giữa mặt sau và chi tiết gia công. .
Mài mòn mặt sau thường xảy ra khi cắt các loại vật liệu dẻo với chiều dày cắt
nhỏ (a < 0,1mm), khi cắt các vật liệu giòn (gang xám).
Được đặc trưng bằng chiều cao mòn hs
Ảnh hưởng: DCC giảm (mất) khả năng cắt, chất lượng chi tiết giảm.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng mòn của DCC
15
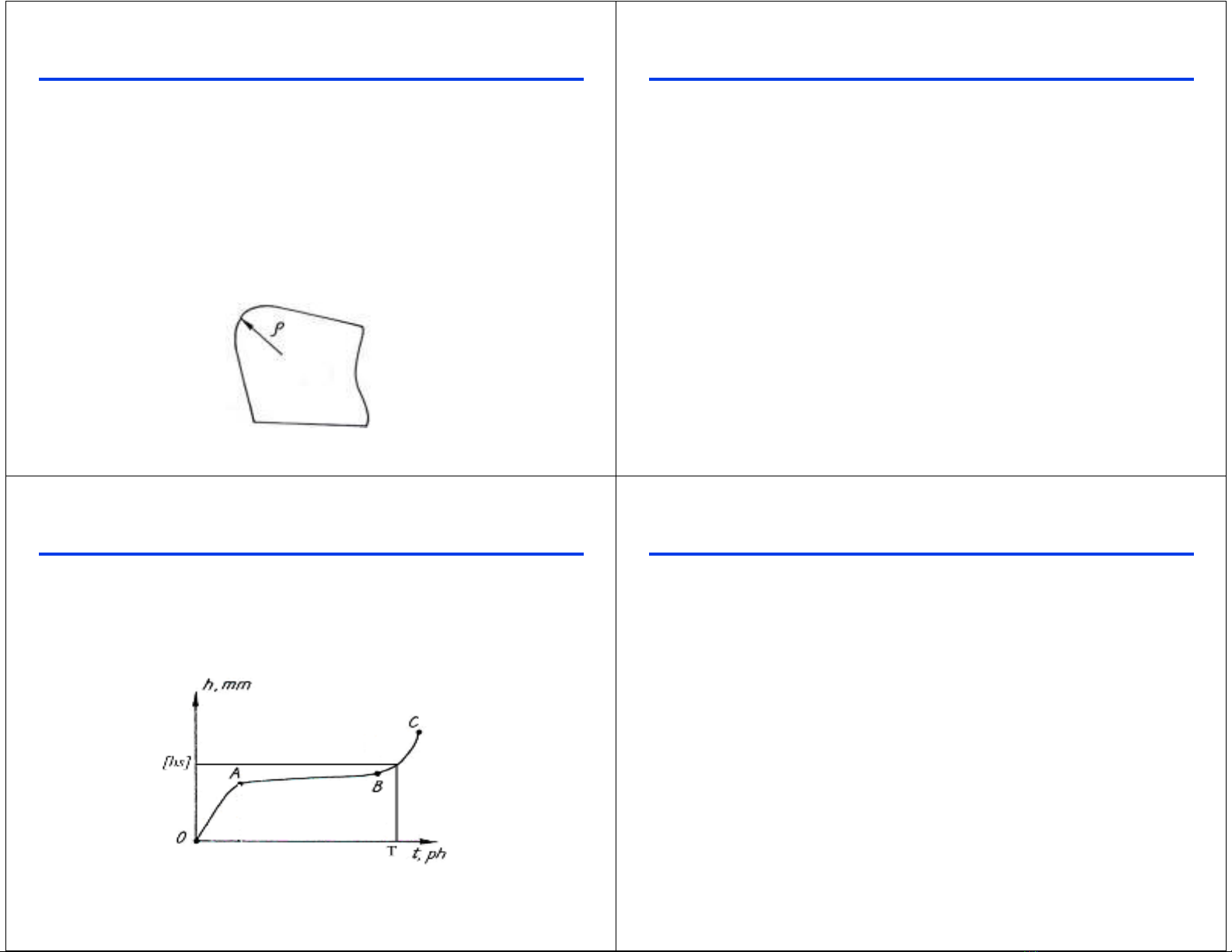
Mòn theo mặt trước
Nguyên nhân: Xảy ra do phoi trượt thoát ra trong quá trình cắt. Do đó trên mặt
trước hình thành một trung tâm áp lực cách lưỡi cắt một đoạn (cạnh viền) nào
đó nên mặt trước mòn theo rãnh lưỡi liềm.
δ
Xảy ra khi cắt các loại vật liệu dẻo với chiều dày
cắt lớn(a>0,6mm) vì trong trường hợp đó nhiệt
cắt mặt trước cao hơn nhiệtcắt mặt sau. Khi MS
được bảo vệ bởi lẹo dao.
Đặc trưng: B, f, hf
Ảnh hưởng: DCC vẫn có khả năng gia công,
nhưng DCC yếu .
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng mòn của DCC
16
Mòn theo cả mặt trước và mặt sau
Nguyên nhân: Do ma sát giữa phoi và mặ trước, ma sát giữa mặt sau và bề
mặt gia công.
Thường gặp: Khi gia công vật liệu dẻo với chiều dày a=(0,1÷0,5)mm.
Đặc trưng: hs, B, f, hf.
Ảnh hưởng: do đó độ sắc lưỡi cắt tăng,
sức bền lưỡi cắt giảm, DCC giảm (mất)
khả năng cắt, chất lượng chi tiết giảm.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng mòn của DCC
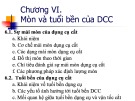
Mòn tù lưỡi cắt
Nguyên nhân: Nhiệt tập trung tại đầu mũi dao lớn, dao bị tù nhanh.
Thường gặp: Khi gia công các loại vật liệu có tính dẫn nhiệt kém như chất dẻo.
Đặc trưng: ρ
Ảnh hưởng: DCC giảm (mất) khả năng cắt, chất lượng chi tiết giảm.
17 TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng mòn của DCC
Nhận xét
Trong các dạng mài mòn thì mài mòn theo mặt sau (hs) là quan trọng nhất và
dễ xác định nhất. Chiều cao mòn hs được dùng làm tiêu chuẩn đánh giá lượng
mài mòn.
Tuỳ thuộc vào vật liệu của chi tiết gia công mà mòn xảy ra theo các dạng khác
nhau: Thường vật liệu dẻo (thép) – chủ yếu mòn theo cả mặt trước và mặt sau,
vật liệu giòn (gang xám ) chủ yếu mòn mặt sau, vật liệu dẫn nhiệt kém (chất dẻo)
chủyếumòntùlưỡicắt.
18
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Các dạng mòn của DCC
19
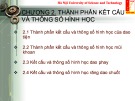
Đồ thị mòn theo thời gian
- OA: dao mòn nhanh
- AB: mòn bình thường (quá trình làm việc)
- BC: Mòn khốc liệt
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 7: Mòn và tuổi bền dụng cụ cắt
Chỉ tiêu đánh giá mòn DCC
20
Chỉ tiêu mòn mặt sau: Dựa vào hs, hs≤[hs]
[hs] được xác định phụ thuộc chủ yếu vào yêu cầu độ bóng, độ chính
xác của chi tiết gia công, vật liệu làm dụng cụ và vật liệu gia công.
Ví dụ: khi gia công thô thép bằng dụng cụ hợp cứng [hs]=(0,8÷1mm)
hslà thông số cần xác định (đo).









![Bộ câu hỏi lý thuyết Vật lý đại cương 2 [chuẩn nhất/mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251003/kimphuong1001/135x160/74511759476041.jpg)
![Bài giảng Vật lý đại cương Chương 4 Học viện Kỹ thuật mật mã [Chuẩn SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250925/kimphuong1001/135x160/46461758790667.jpg)