
4.2. Phân loại dây chuyền sản xuất
16
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
+ Dây chuyền 1 sản phẩm có đặc điểm: nhu cầu về sản phẩm
này đủ lớn hoặc có sự phức tạp lớn trong việc chuyển đổi máy
móc, thiết bị để chuyển sang sản xuất sản phẩm khác;
Theo số lượng chủng loại sản phẩm:
+ Dây chuyền nhiều sản phẩm: cho phép cùng một lúc hoặc
theo thứ tự thời gian sản xuất ra một số các sản phẩm có sự
giống nhau cao về các đặc điểm kết cấu, kỹ thuật. Dây chuyền
này cho phép chuyển đổi máy móc, thiết bị trong những khoảng
thời gian nhất định để chuyển đối sản phẩm sản xuất.
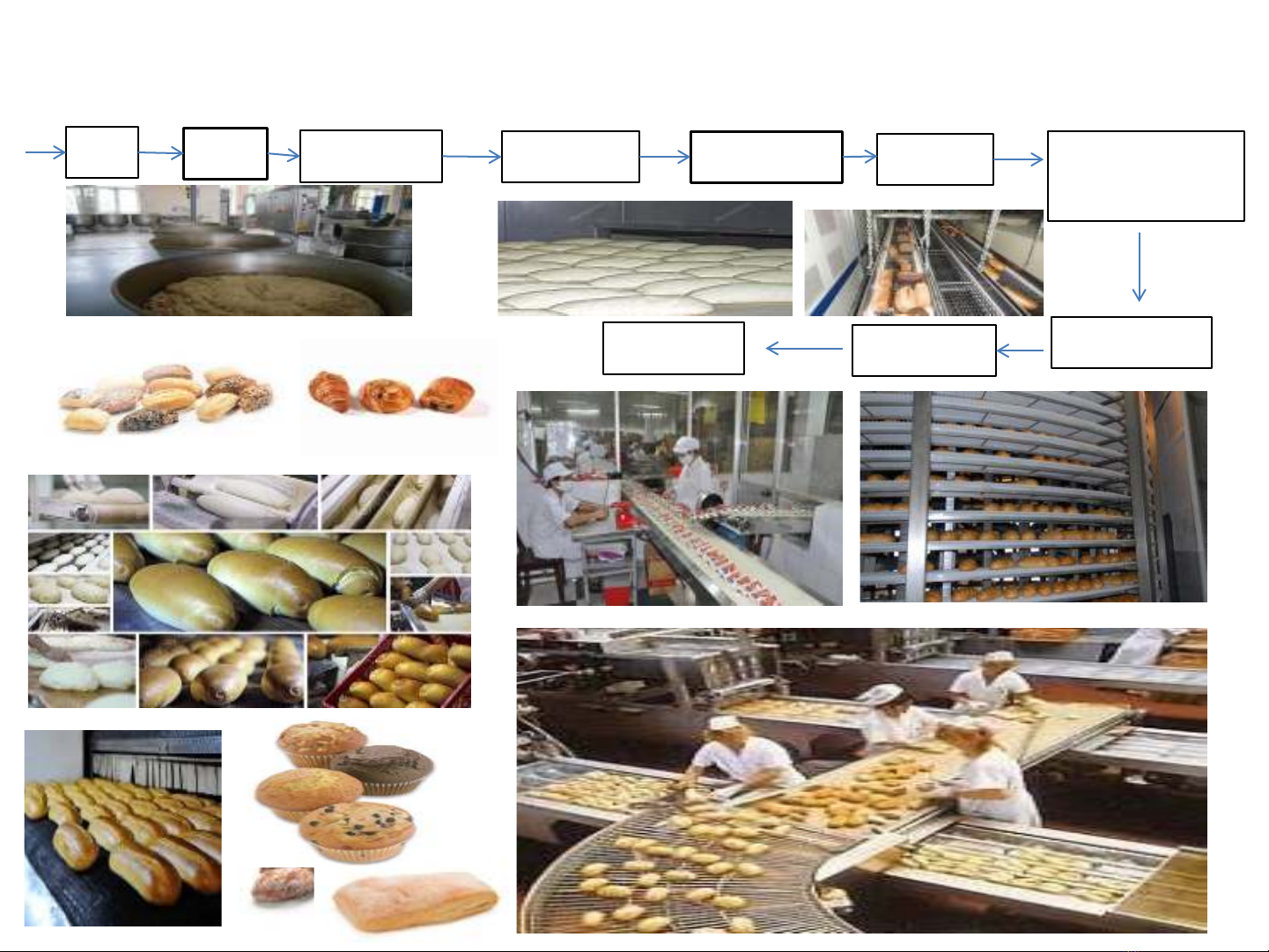
Silo Trộn Xử lý bột Lên men Định hình Nướng Vận chuyển
và phân loại
Làm nguội
Làm lạnh
Đóng gói
Outputs
Ví dụ: Dây chuyền làm bánh nhiều sản phẩm
17
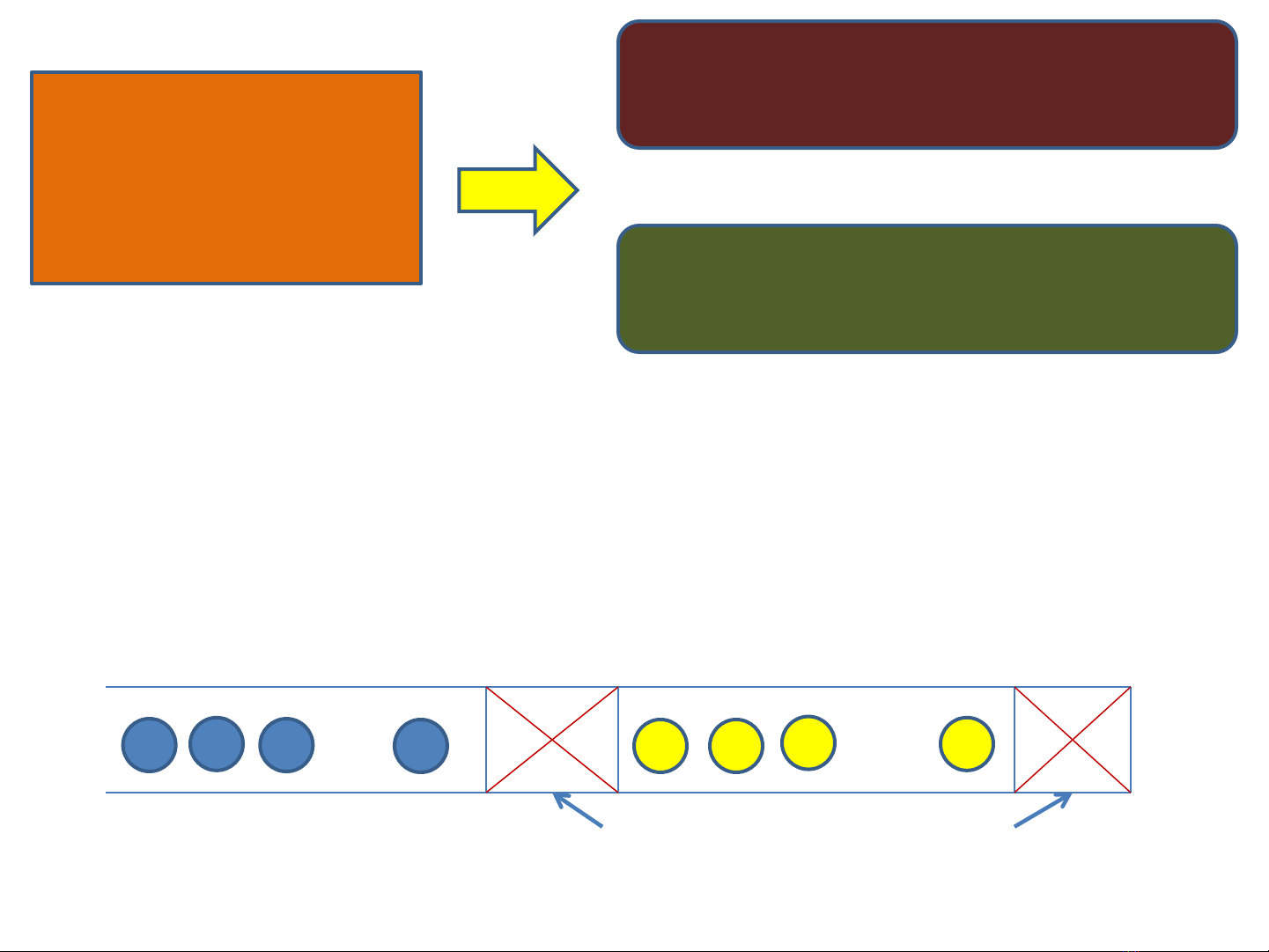
+ Dây chuyền thay đổi là dây chuyền mà khi chuyển đổi
sản phẩm cần phải dừng chuyền lại một thời gian để điều chỉnh
lại chế độ làm việc máy móc, thiết bị công nghệ. Với dây chuyền
này rất cần thiết tổ chức hợp lý thời gian chuyển đổi sản phẩm
của chuyền.
18
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
…. ….
Sản phẩm A Sản phẩm B
Dừng chuyền để chuyển đổi sản xuất
Theo thứ tự đưa các
sản phẩm vào sản
xuất
Dây chuyền thay đổi
Dây chuyền nhóm
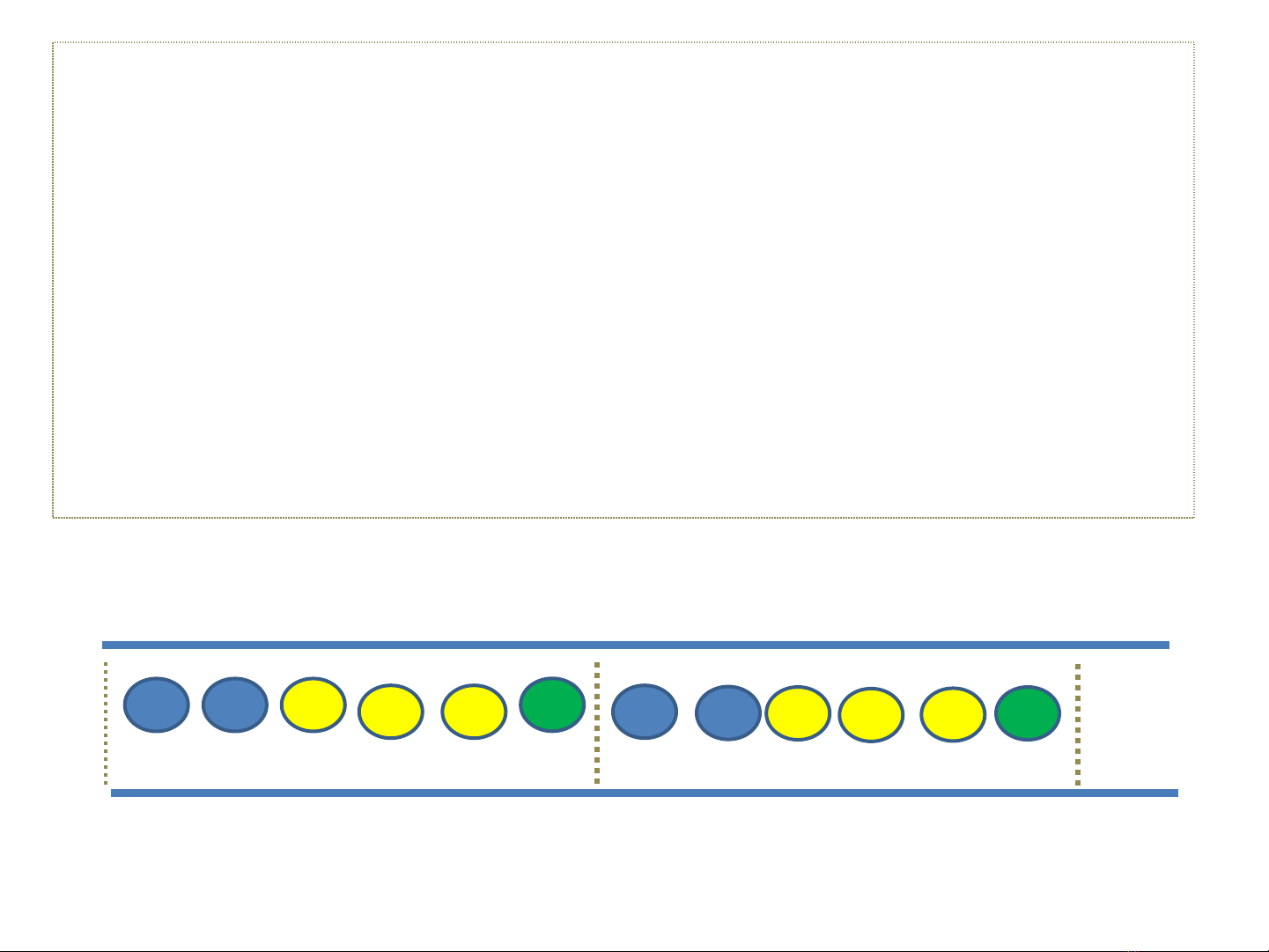
+ Dây chuyền nhóm:
là dây chuyền mà khi chuyển đổi sản phẩm không cần
phải dừng chuyền để điều chỉnh lại chế độ làm việc máy
móc, thiết bị công nghệ do sử dụng công nghệ nhóm.
Dây chuyền này thường sử dụng cho các đối tượng có
kích thước lớn (hình trụ, cánh quạt, đĩa…) và có hành
trình công nghệ giống nhau hoặc gần giống nhau.
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI 19
….
2 SP A- 3 SP B- 1 SP C 2 SP A- 3 SP B- 1 SP C
Không phải dừng chuyền để chuyển sản phẩm
A A B A A
C
B
B B B C
B

20
BỘ MÔN QUẢN LÝ CÔNG NGHIỆP, ĐẠI HỌC BÁCH KHOA HÀ NỘI
Theo đặc điểm chuyển động của đối tượng sản xuất
qua các nguyên công trong quá trình sản xuất:
+ Dây chuyền liên tục: các đối tượng sản xuất đi
qua các nguyên công công nghệ một cách liên tục
(không có thời gian nằm chờ tại các nguyên công) và
với hình thức tổ chức dòng sản xuất là song song;
+ Dây chuyền gián đoạn: có sự gián đoạn của các
đối tượng sản xuất trong QTSX và hình thành các tại
chế phẩm nằm tại các chỗ làm việc của dây chuyền.
Hình thức tổ chức dòng sản xuất là kết hợp.













![Bài giảng Quản trị chất lượng trong công nghiệp thực phẩm [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250805/vijiraiya/135x160/637_bai-giang-quan-tri-chat-luong-trong-cong-nghiep-thuc-pham.jpg)









