Trang 1
Bài giảng Quản trị sản xuất Chương 6
ThS. Nguyễn Thị Bình Minh
Chương 6
LẬP LỊCH TRÌNH
SẢN XUẤT
1
Nội dung chính
• 6.1. Khái quát chung
• 6.2. Sắp xếp thứ tự tối ưu trong sx
• 6.3. PP phân công công việc cho số lượng máy
tương đương
• 6.4. Điều khiển hoạt động sản xuất
• 6.5. PP sơ đồ Gantt
• 6.6. PP sơ đồ Pert
2
6.1. Khái quát chung
• 6.1.1. Nội dung chính của lập lịch trình sản
xuất
• 6.1.2. Mục tiêu của lập lịch trình sản xuất
3
6.1.1. Nội dung chính của lập lịch trình sx
• 1. Phân bổ công việc, thiết bị và nhân lực cho
các trung tâm công việc hay các đơn vị cụ thể
khác. hoạch định năng lực trong ngắn hạn
• 2. Quyết định thứ tự cho việc thực hiện các đơn
hàng.
• 3. Phân bổ công việc.
• 4. Kiểm soát hoạt động sx.
4
6.1.2. Mục tiêu của lập lịch trình sx
• Hoàn thành công việc đúng tiến độ
• Tối thiểu hóa thời gian hoàn thành công việc
• Tối thiểu hóa thời gian cài đặt hoặc chi phí
• Tối thiểu hóa tình trạng lưu kho của các SP dở
dang
• Tối đa hóa hiệu suất sử dụng máy móc và nhân
công.
5
6.2. Sắp xếp thứ tự tối ưu trong sx
• 6.2.1. Các nguyên tắc sắp xếp thứ tự công việc
• 6.2.2. Lập lịch trình cho n công việc trên 1 máy
• 6.2.3. Tính toán các chỉ tiêu hiệu quả
• 6.2.4. Đánh giá mức độ hợp lý của việc bố trí
các công việc
• 6.2.5. Nguyên tắc Jonhson
6
Trang 2
Bài giảng Quản trị sản xuất Chương 6
ThS. Nguyễn Thị Bình Minh
6.2.1. Các nguyên tắc sắp xếp thứ tự công việc
4 nguyên tắc phổ biến:
• Nguyên tắc FCFS (first come first served).
Công việc nào đến trước thì làm trước.
• Nguyên tắc EDD (Earliest due date).
Công việc nào đến hạn trước thì làm trước.
• Nguyên tắc SPT (Shortest processing time).
Công việc có thời gian thực hiện ngắn thì làm trước.
• Nguyên tắc LPT (longest processing time)
Công việc nào có thời gian thực hiện dài thì làm trước
7
6.2.1. Các nguyên tắc sắp xếp thứ tự công việc
Ngoài ra:
• Nguyên tắc STR (slack time remaining – thời gian rỗi
còn lại).
Công việc nào có thời gian rỗi còn lại ngắn nhất sẽ làm
trước.
STR = Thời gian còn lại trước thời hạn cần hoàn thành –
Thời gian xử lý còn lại
• Nguyên tắc STR/OP (slack time remaining per
operation- thời gian rỗi còn lại trên các nghiệp vụ).
Công việc nào có thời gian rỗi còn lại trên các nghiệp vụ
ngắn nhất sẽ làm trước.
STR/OP = STR/Số lượng các nghiệp vụ còn lại
8
6.2.1. Các nguyên tắc sắp xếp thứ tự công việc
Ngoài ra:
• Nguyên tắc CR (critical ratio – tỷ số tới hạn).
- Công việc nào có tỷ số tới hạn nhỏ nhất sẽ làm trước.
- CR= (Chênh lệch giữa thời hạn cần hoàn thành và
ngày thực hiện)/Số ngày làm việc còn lại
• Nguyên tắc LCFC (last come, first serviced- tới sau làm
trước).
Công việc nào tới sau cùng sẽ ưu tiên làm trước.
• Nguyên tắc Random( ngẫu nhiên).
- Chọn 1 công việc bất kỳ để thực hiện.
9
6.2.2. Lập lịch trình cho n công việc
trên 1 máy
• Xem xét các nguyên tắc sắp xếp thứ tự công
việc để lập lịch trình sx cho 1 máy
• Thông thường sử dụng 4 nguyên tắc phổ biến
FCFS, EDD, SPT và LPT
• Xem xét lựa chọn 4 nguyên tắc dựa trên các chỉ
tiêu hiệu quả như sau:
10
Tính toán các chỉ tiêu hiệu quả
Thời gian bình quân
để thực hiện 1 CV
(t
tb
)
=
Tổng dòng thời gian
Số công việc
Số CV bình quân
nằm trong hệ thống
(N
tb
)
=
Tổng dòng thời gian
Tổng thời gian sản xuất
Số ngày trễ bình
quân (TR
tb
)=Tổng số ngày trễ hạn
Số công việc
Tổng dòng thời gian = Thời gian sx + Thời gian
chờ đợi
11
Ví dụ minh họa 1
• Xem ví dụ minh họa 1 chương 6
12
Trang 3
Bài giảng Quản trị sản xuất Chương 6
ThS. Nguyễn Thị Bình Minh
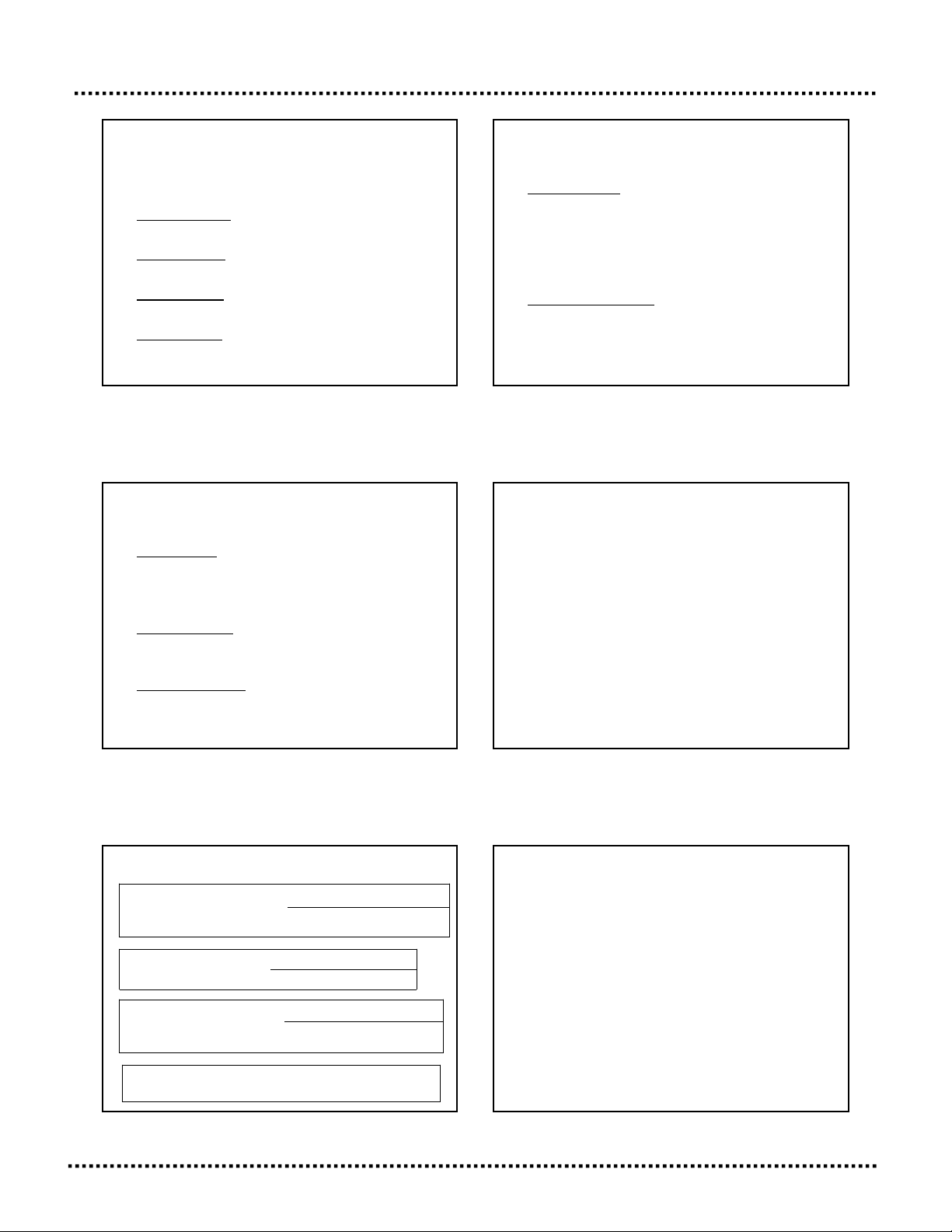
Ví dụ minh họa 1
Công việc Thời gian SX
(ngày) Thời điểm giao hàng
A 6 Ngày thứ 8
B 2 Ngày thứ 6
C 8 Ngày thứ 18
D 3 Ngày thứ 15
E 9 Ngày thứ 23
13
Nguyên tắc FCFS - (first come first served).
Công
việc
Thời gian SX
(ngày)
Thời điểm giao
hàng
Thời gian hoàn
thành (ngày)
Số ngày
trễ
A 6 Ngày thứ 8 6 0
B 2 Ngày thứ 6 8 2
C 8 Ngày thứ 18 16 0
D 3 Ngày thứ 15 19 4
E 9 Ngày thứ 23 28 5
28 77 11
t
tb
= 77/ 5 = 15,4 ngày/CV
N
tb
= 77/ 28 = 2,75 CV
TR
tb
= 11/ 5 = 2,2 ngày/CV
14
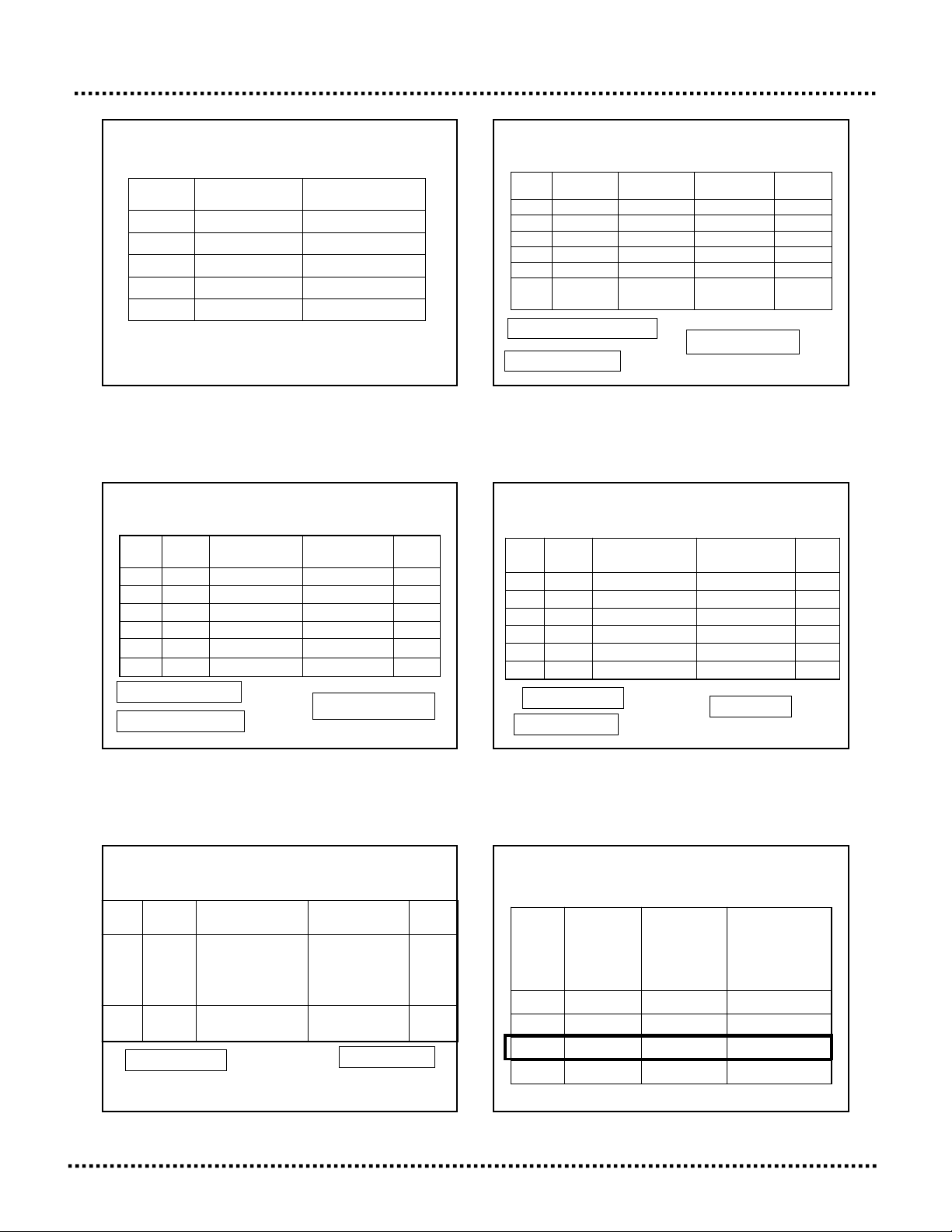
Nguyên tắc EDD - (Earliest due date).
t
tb
= 68 / 5 = 13,6 ngày/CV
N
tb
= 68 / 28 = 2,42 CV
TR
tb
= 6 / 5 = 1,2 ngày/CV
T. tự
CV
TG SX
(ngày)
Thời điểm giao
hàng
Thời gian hoàn
thành (ngày) TG trễ
(ngày)
B 2 Ngày thứ 6 2 0
A 6 Ngày thứ 8 8 0
D 3 Ngày thứ 15 11 0
C 8 Ngày thứ 18 19 1
E 9 Ngày thứ 23 28 5
Cộng 28 - 68 6
15
Nguyên tắc SPT - (Shortest
processing time).
t
tb
= 65 / 5 = 13,0 ngày/Cv
N
tb
= 65 / 28 = 2,3 CV
TR
tb
= 9 / 5 = 1,8 ngày/CV
T. tự
CV
TG SX
(ngày)
Thời điểm giao
hàng
Thời gian hoàn
thành (ngày)
TG trễ
(ngày)
B 2 Ngày thứ 6 2 0
D 3 Ngày thứ 15 5 0
A 6 Ngày thứ 8 11 3
C 8 Ngày thứ 18 19 1
E 9 Ngày thứ 23 28 5
Cộng 28 - 65 9
16
Nguyên tắc LPT - (longest
processing time)
t
tb
= 103 / 5 = 20,6 ngày/CV
TR
tb
= 48 / 5 = 9,6 ngày/CV
T. tự
CV
TG SX
(ngày)
Thời điểm hòan
thành (keá hoaïch) Thời điểm hòan
thành (thöïc teá) TG trễ
(ngày)
E 9 Ngày thứ 23 Ngày thứ 9 0
C 8 Ngày thứ 18 Ngày thứ 17 0
A 6 Ngày thứ 8 Ngày thứ 23 15
D 3 Ngày thứ 15 Ngày thứ 26 11
B 2 Ngày thứ 6 Ngày thứ 28 12
Cộng 28 - 103 48
Ntb = 103 / 28 = 3,68CV
17
Bảng tổng hợp các chỉ tiêu
Các
nguyên
tắc
Thời gian
hòan tất
trung bình
(ngày) t
tb
Thời gian trễ
trung bình
(ngày)
TR
tb
Số công việc
trung bình nằm
trong hệ thống
N
tb
1. FCFS 15,4 2,2 2,75
2. EDD 13,6 1,2 2,42
3. SPT 13 1,8 2,3
4. LPT 20,6 9,6 3,68
18
Trang 4
Bài giảng Quản trị sản xuất Chương 6
ThS. Nguyễn Thị Bình Minh
Nhận xét
1. Nguyên tắc SPT thường cho kết quả tốt nhất.
– Nhược điểm:
• đẩy những công việc dài hạn xuống dưới,
• dễ làm mất lòng khách hàng quan trọng
• có thể gây ra những thay đổi, biến động đối với công việc
dài hạn.
2. Nguyên tắc FCFS có các chỉ tiêu hiệu quả không
cao, nhưng không phải là nguyên tắc xấu nhất vì:
− hài lòng các khách hàng
− thể hiện tính công bằng
19
Ví dụ 1
• Xem ví dụ 1 chương 6
20
6.2.3. Đánh giá mức độ hợp lý của
việc bố trí các công việc
Mức độ hợp lý (MĐHL) =
Số ngày còn lại tính đến thời điểm
giao hàng
Số CV còn lại phải làm mất bao
nhiêu ngày tính đến thời điểm
giao hàng
Mức độ hợp lý (MĐHL) = Thời gian còn lại
Số công việc còn lại tính theo thời gian
21
Công dụng của chỉ tiêu MĐHL khi
lập lịch trình
• Quyết định vị trí các công việc đặc biệt.
• Lập quan hệ ưu tiên của các công việc.
• Lập quan hệ giữa các công việc được lưu lại và các
công việc phải thực hiện.
• Điều chỉnh thứ tự ưu tiên để thay đổi theo yêu cầu trên
cơ sở sự tiến triển của các công việc.
• Theo dõi chặt chẽ sự tiến triển và vị trí của các công
việc.
22
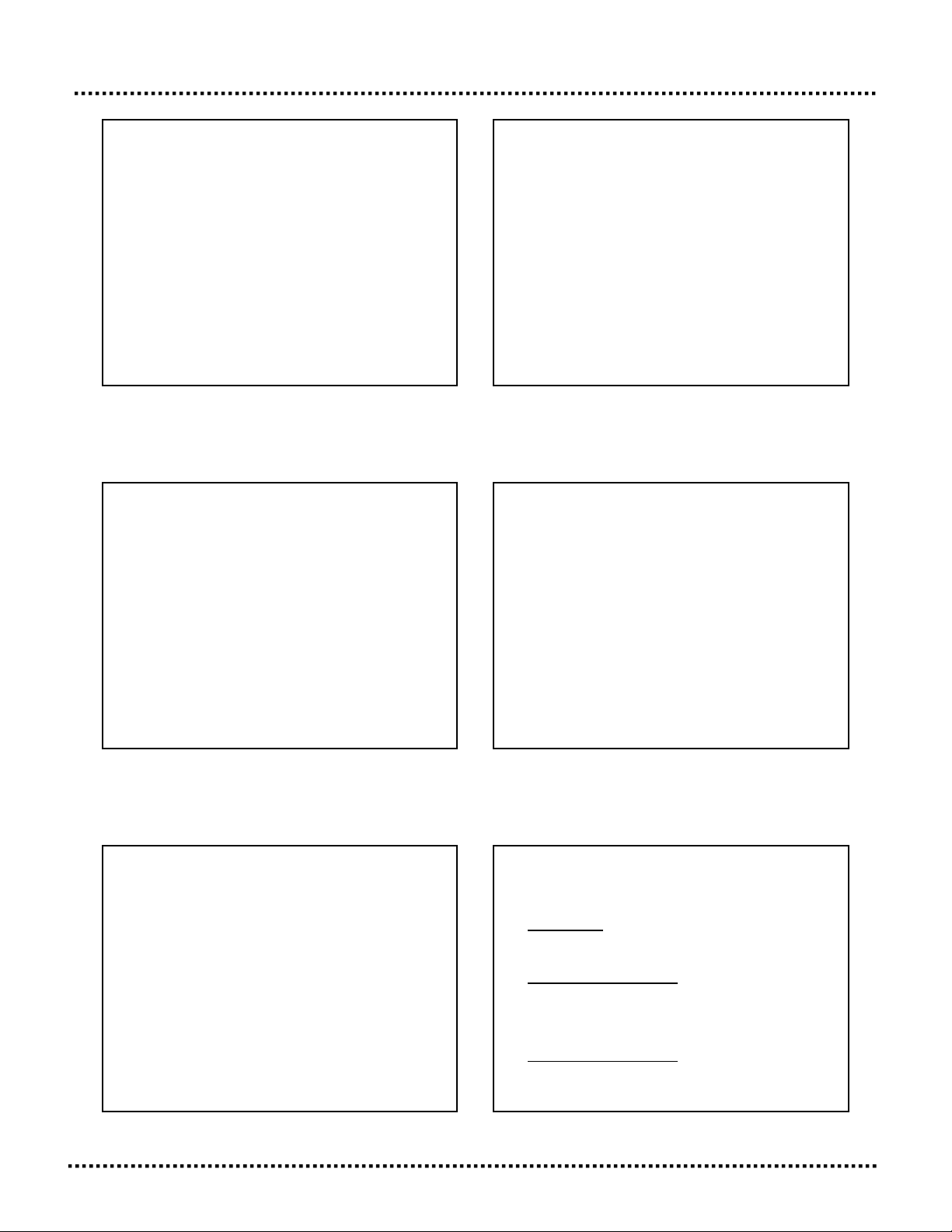
Ví dụ minh họa 2
• Tại 1 công ty có 3 công việc được đặt hàng như
bảng sau. Giả sử thời điểm chúng ta đang xét là
ngày 25/12.
Công việc Thời điểm giao
hàng
Công việc còn lại tính theo
ngày
A 30/12 4
B 28/12 5
C 27/12 2
23
2C
1B
3
A
Thứ tự ưu tiênMức độ hợp lý (MĐHL)Công việc
4= 1,25
30-25
5= 0,6
28-25
2= 1
27-25
• Công việc A – MĐHL > 1, chứng tỏ sẽ hoàn thành sớm
hơn kỳ hạn Không cần ưu tiên xếp ưu tiên 3.
• Công việc B – MĐHL < 1, chứng tỏ sẽ bị chậm Cần
xếp ưu tiên 1 để tập trung chỉ đạo.
• Công việc C – MĐHL = 1, chứng tỏ sẽ hoàn thành đúng
kỳ hạn Xếp ưu tiên 2.
24
Trang 5
Bài giảng Quản trị sản xuất Chương 6
ThS. Nguyễn Thị Bình Minh
6.2.4. Nguyên tắc Jonhson
• a. Lập trình n công việc trên 2 máy
• b. Lập trình n công việc trên 3 máy
• c. Trường hợp tổng quát
25
a. Lập trình n công việc trên 2 máy
• n công việc phải được thực hiện trên 2 máy
• Mục tiêu bố trí các công việc là phải làm sao cho
tổng thời gian thực hiện các công việc là nhỏ
nhất và tổng thời gian ngừng việc trên các máy
là nhỏ nhất.
26
a. Lập trình n công việc trên 2 máy
•Bước 1: Liệt kê tất cả các công việc và thời gian
thực hiện chúng trên mỗi máy
•Bước 2: Chọn các công việc có thời gian thực
hiện nhỏ nhất:
– Nếu công việc này nằm trên máy 1 thì được sắp xếp
trước (từ trái qua phải)
– Nếu công việc này lại nằm trên máy 2 thì được sắp
xếp cuối cùng (từ phải về trái)
•Bước 3: Khi một công việc đã được xếp rồi thì ta
loại trừ nó đi, chỉ xét những công việc còn lại.
•Bước 4: Trở lại bước 2, bước 3 cho đến khi các
công việc đều đã xếp hết.
27
Ví dụ 2
• Xem ví dụ 2 chương 6
28
Ví dụ 3
• Xem chương 6 ví dụ 3
29
b. Lập trình n công việc trên 3 máy
•Đk áp dụng:
- Thời gian của công việc ngắn nhất trên máy 1
phải lớn hơn hoặc bằng thời gian của công việc
dài nhất trên máy 2
- Thời gian của công việc ngắn nhất trên máy 3
phải lớn hơn hoặc bằng thời gian của công việc
dài nhất trên máy 2
30