Môn học: Thi công Cầu
PHẦN IV
XÂY DỰNG CẦU THÉP
VÀ CẦU THÉP LIÊN HỢP
VỚI BẢN BÊ TÔNG CÔNG
CỐT THÉP

Môn học: Thi công Cầu
Chương 1
CHẾ TẠO CẦU THÉP
1.1. PHƯƠNG PHÁP CHẾ TẠO KẾT CẤU THÉP VÀ CÁC NHÀ MÁY
CHẾ TẠO
Trong các nhà máy hoặc các cơ sở chế tạo kết cấu thép thường phải dùng các loại
thép cán cơ bản để chế tạo thành các kết cấu cụ thể theo đơn đặt hàng của các cơ quan
thiết kế.
Các thành phẩm công nghiệp xây dựng của các nhà máy cán thép thường chế tạo
các dạng thép cơ bản sau đây:
1. Thép tấm có chiều dài từ 3.1 – 8 m, rộng từ 1.5 – 2.2m với độ tăng chiều rộng
từ 0.1 – 0.2m. Chiều dày thép tấm có thể tới 60mm. Trong đó thép dài thường có chiều
dày lớn hơn để tránh biến dạng quá lớn khi vận chuyển và xếp kho.
2. Thép tấm rộng vạn năng, chiều dài 5 – 18m, rộng từ 1.5 – 2.2m, với độ thay đổi
chiều rộng 10 – 30mm. Chiều dày của thép bản vạn năng cũng có thể tới 60mm.
3. Các loại thép hình như thép góc đều cạnh hoặc cánh lệch, các loại chữ C hoặc
chữ I.
4. Các loại thép tròn để chế tạo đinh tán, bu lông và con lăn.
Quá trình chế tạo trong nhà máy bắt đầu từ việc bốc dỡ hàng hóa đến chế tạo các
bộ phận, các chi tiết và cuối cùng là các thành phẩm, tức là toàn bộ kết cấu nhịp cầu
hoặc là bộ phận của cầu. Việc chế tạo toàn bộ kết cấu nhịp trong nhà máy chỉ thực
hiện trong các trường hợp rất đặc biệt, với điều kiện kết cấu nhịp có thể đặt vừa lên các
phương tiện vận chuyển.
Trước khi gia công, thép cần được rửa, cạo gỉ và phân loại theo hình dạng, theo số
liệu, theo kích thước… Nếu thép bị cong vênh cần hiệu chỉnh các biến dạng và xếp
kho.
Tiếp theo là quá trình gia công các bộ phận chi tiết bao gồm từ việc lấy dấu, đánh
dấu đường bao, tâm lỗ và các đường cắt trên các tấm thép, thép góc.
Theo các đường đánh dấu đột và tâm lỗ tiến hành cắt uốn, khoan hoặc đột lỗ
bulông và đinh tán, gia công đầu và mép bằng máy bào hoặc máy phay. Các chi tiết đã
chuẩn bị và đánh dấu được chuyển sang khâu lắp ráp để ghép thành từng thanh, từng
đoạn dầm, hoặc từng bộ phận kết cấu cầu. Trong giai đoạn này các chi tiết được liên
kết với nhau bằng đinh tán trong xưởng hoặc bằng hàn điện tự động. Trước khi hàn
hoặc tán, để đảm bảo độ chính xác, các chi tiết thường được gá tạm bằng các mối hàn
đính hoặc bằng các bulông gá lắp. Khi các thanh hoặc các bộ phận của cầu đã chế tạo
xong, cần kiểm tra lại kích thước rồi mới chuyển sang bước tạo lỗ cho các mối nối lắp
ráp tại công trường. Bước cuối cùng là sơn và đánh dấu.
Để thực hiện quá trình sản xuất như trên, nhà máy chế tạo kết cấu cầu phải có các
phân xưởng chính sau đây:
1. Xưởng thu nhận cạo gỉ, phân loại điều chỉnh cong vênh và xếp kho.
2. Xưởng lấy dấu, chế tạo và gia công các chi tiết.
3. Xưởng lắp ráp các chi tiết bằng hàn điện.
4. Xưởng lắp ráp chi tiết bằng đinh tán.
4. Xưởng kiểm tra tổng thể và lắp thử.
Môn học: Thi công Cầu
6. Xưởng sơn và xếp kho.
Ngoài ra còn cần các công xưởng phụ như xưởng chế tạo đinh tán và bulông,
xưởng rèn, xưởng làm công cụ và sửa chữa, xưởng gia công nhiệt, trạm ôxy, trạm khí
nén, xưởng chế tạo các khuôn mẫu…
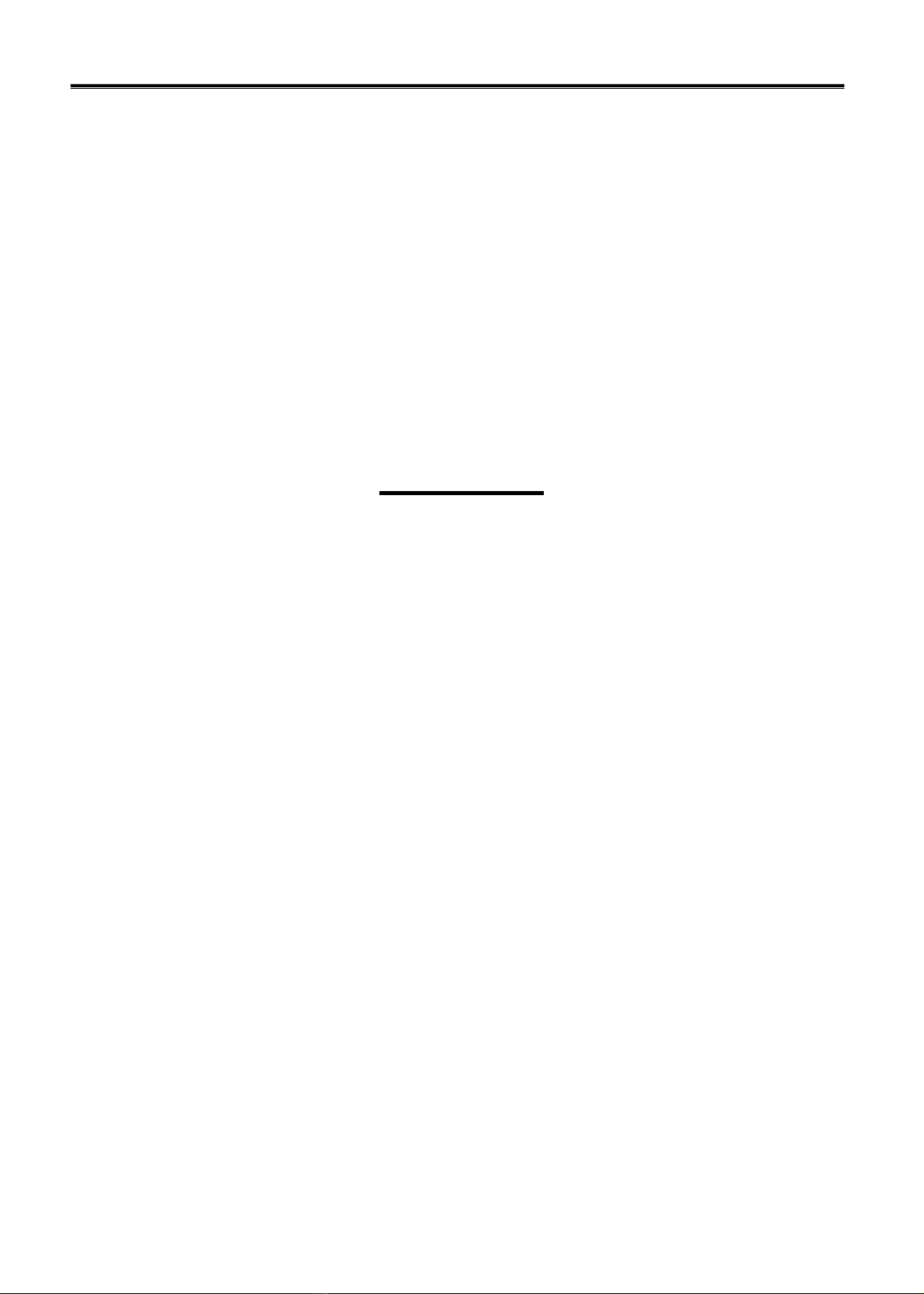
Mặt bằng xưởng được bố trí trên nguyên tắc dây chuyền. Kết cấu cầu sẽ di chuyển
từ đầu xưởng đến cuối xưởng theo từng công đoạn sẽ do từng phân xưởng đảm trách.
Hình IV.1.1. Bố trí mặt bằng nhà máy chế tạo cầu thép
Ngoài ra hiện nay tùy theo tính chất công trình và khối lượng thi công mà có thể
bố trí xưởng chế tạo tại công trường, tuy nhiên các xưởng này không đủ thiết bị lớn,
công nghệ lớn, nên chỉ gia công các cấu kiện nhỏ, đơn giản như các thanh giằng, dầm
ngang, dầm dọc...
1.2. TIẾP NHẬN VÀ CHUẨN BỊ THÉP
1.2.1. TIẾP NHẬN THÉP
Thép do các nhà máy chế tạo hoặc nhập từ nước ngoài về do đó khi xuất xưởng
phải có dấu kiểm tra của nhà máy, chứng chỉ thí nghiệm kiểm tra chất lượng
thép và dấu ký hiệu xuất xứ của thép. Trong chứng chỉ của thép có ghi rõ thành
phân hoá học và tính chất cơ lý của nó. Do đó khi tiếp nhận thép để gia công
I: Phân xưởng chuẩn bị thép
II: Phân xưởng gia công thép
III: Kho chứa các chi tiết đã gia công
IV: Phân xưởng lắp ráp và tán định
V: Phân xưởng lắp ráp và hàn
VI: Phân xưởng lắp ráp tổng thể
VII: Phân xưởng sơn
Môn học: Thi công Cầu
cần phải xem xét mã hiệu và chất lượng của chúng mà dễ nhìn thấy nhất là gỉ
sét và cong vênh.
Sau khi tiếp nhận thép và lấy hồ sơ cần đánh dấu bằng cách dùng sơn trắng ghi
số hiệu hồ sơ tiếp nhận lên đầu của thép.
1.2.2 NẮN THÉP
Trong quá trình vận chuyển, thép có thể bị cong vênh, hoặc quá trình nguội
lạnh không đều sau khi cán, do đó cần phải nắn thép trở lại hình dạng ban đầu
trước khi gia công.
Có hai dạng nắn thép là nắn nóng và nắn nguội; thông thường thì thép được nắn
nguội trừ trường hợp thép bị cong vênh quá lớn mới nắn bằng nắn nóng.
Uốn nắn thép ở trạng thái nguội thì thực chất là bắt thép làm việc trong giai
đoạn chảy dẻo do đó làm giảm tính dẻo và phẩm chất thép. Vì vậy mà biến dạng
dọc tương đối cho phép của thép khi uốn, sửa phải nhỏ hơn 1%, tức là mới
chiếm 1 phần nhỏ trong toàn bộ biến dạng khi chịu tải. Cần phải khống chế bán
kính cong tối thiểu min và độ võng cực đại cho phép fmax khi uốn, trị số này phụ
thuộc vào kích thước tiết diện ngang và chiều dài đoạn có biến dạng L.
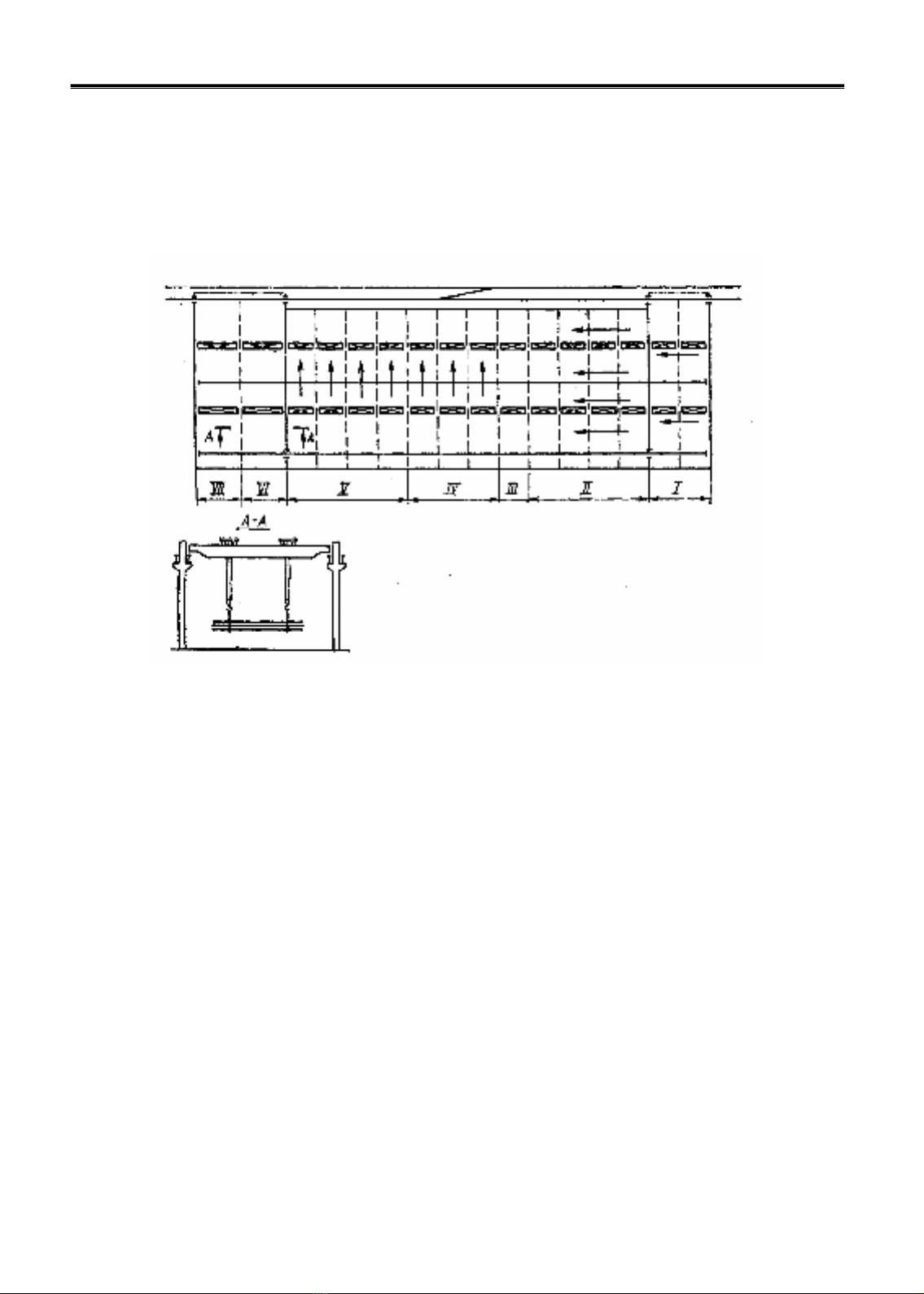
Bảng IV.1.1
Loại thép
Sơ đồ tiết diện
Trục uốn
min
fmax
Thép tấm
x-x
y-y
50h
-
L2/400b
L2/800b
Thép góc
x-x
y-y
90b
L2/720b
Thép C
x
y
b
h
x-x
y-y
50h
90b
L2/400h
L2/720b
Thép I
x
y
b
h
x-x
y-y
50h
50b
L2/400h
L2/400b
Nếu khi nắn nguội mà biến dạng của thép vượt quá trị số cho phép thì phải nắn
nóng. Nhiệt độ khi nắn nóng phải từ 900-1100oC và phải kết thúc việc uốn, nắn
thép ở nhiệt độ <700oC.
1. Nắn nguội
b
h
x
y
b
x
y
b
Môn học: Thi công Cầu
Khi nắn thép trên máy nắn thì bản thép được di chuyển qua hệ thống con lăn bố
trí xen kẽ nhau tạo cho thép có biến dạng hình sin. Khe hở giữa hai con lăn nhỏ
hơn chiều dày bản thép một ít để chỉ có thớ ngoài cùng của thép bị biến dạng
dẻo mà thôi. Để giảm chiều dày cũng như độ cong và độ uốn không được vượt
quá trị số cho phép ghi trên bảng IV.1.1. Để đảm bảo uốn nắn thật thẳng, thép
tấm được di chuyển qua hệ thống con lăn vài lần.
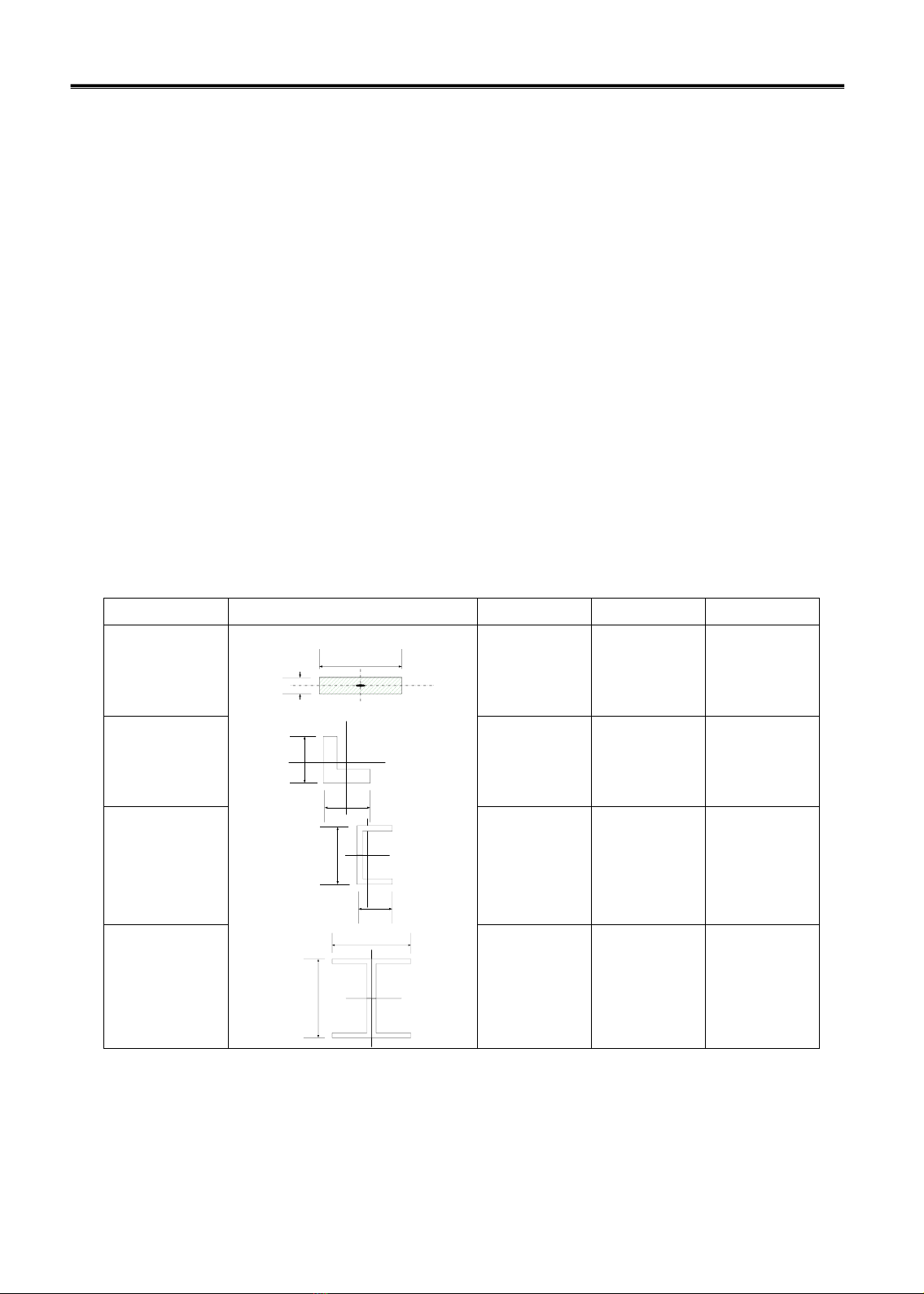
Hình IV.1.2: Máy nắn thép tấm
a) Sơ đồ bố trí con lăn
b) Sơ đồ máy nắn thép tấm
Máy nắn thép tấm (hình IV.1.2) thường có 5 con lăn, trong đó thớt dưới gồm 3
con lăn cố định, thớt trên gồm 2 con lăn có thể di chuyển theo chiều đứng để
điều chỉnh theo chiều dày các tấm thép khi nắn nguội. Hai con lăn trên ngoài
cùng (con lăn thứ 6 và thứ 7) không tham gia uốn nắn thép nhưng đã chống thép
khỏi bị uốn cong lên trên khi ra khỏi bàn lăn. Độ cao các con lăn này bố trí sao
cho khi ra khỏi bàn lăn tấm thép hoàn toàn thẳng. Các con lăn dưới chuyển
động nhờ động cơ điện truyền lực qua bộ truyền động.
Phía trước và sau máy có bố trí hai chiếc bàn, trên bàn có bố trí các con lăn cố
định. Thép tấm trước và sau khi nắn đều lăn trên các bàn lăn này. Mặt trên của
bàn lăn có cùng cao độ với mặt trên của các con lăn làm việc ở thớt dưới.
Sơ đồ làm việc của máy nắn thép góc cũng giống như nắn thép tấm, nhưng con
lăn có hình như thép góc và được bố trí hẫng.




















![Gia Công & Lắp Đặt Cốt Thép: Kỹ Thuật Xây Dựng Bê Tông [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260531/alfredodistefano10/135x160/58891780257145.jpg)
![Gia Công Ván Khuôn: Lắp Dựng, Tháo Dỡ và Kỹ Thuật Xây Dựng [Chi Tiết A-Z]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260531/alfredodistefano10/135x160/4261780257147.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)