
30
BÀI 5. CÁC LOẠI CÔNG NGHỆ CRACKING XÚC TÁC
Mã bài: HD E5
Giới thiệu
Trong công nghiệp lọc dầu đã và đang áp dụng nhiều công nghệ cracking
khác nhau theo bản quyền của các hãng. Chúng ta cần biết những nét cơ bản
khác nhau của mỗi loọai công nghệ này.
Mục tiêu
Khi học song học sinh phải:
- Mô tả được bản chất của các loại côngg nghệ cracking
- So sánh ưu, nhược điểm của các loại công nghệ.
Nội dung
5.1. Cracking với lớp xúc tác cố định
Dây truyền cracking xúc tác đầu tiên do Houdry,một kĩ sư người Pháp
thiết kế được đưa vào công nghiệp chế biến dầu từ năm 1936.Công nghệ này
họat động theo kiểu gián đoạn với lớp xúc tác cố định. Nhược điểm của công
nghệ này là họat động gián đoạn vì vậy rất phức tạp trong vận hành. Hai chu
kỳ là phản ứng xúc tác để cho sản phẩm và chu kỳ tái sinh xúc tác trong cùng
một thiết bị. Dây truyền này nhanh chóng được cải tiến và chỉ năm năm sau,
năm 1941 đã xuất hiện quá trình cracking với lớp xúc tác chuyển động.
5.2. Cracking với lớp xúc tác tầng sôi
Quá trình cracking có lớp xúc tác chuyển động đã thay thế quá trình
Houdry. Quá trình phản ứng xúc tác và tái sinh xúc tác được thực hiện ở các
thiết bị riêng biệt: thiết bị phản ứng(lò phản ứng) và thiết bị tái sinh xúc tác.(lò
tái sinh). Xúc tác đã làm việc có chứa cốc chảy từ lò phản ứng vào lò tái sinh
và sau khi đã tái sinh lại ngược về lò phản ứng (hoặc bằng tự chảy hoặc bằng
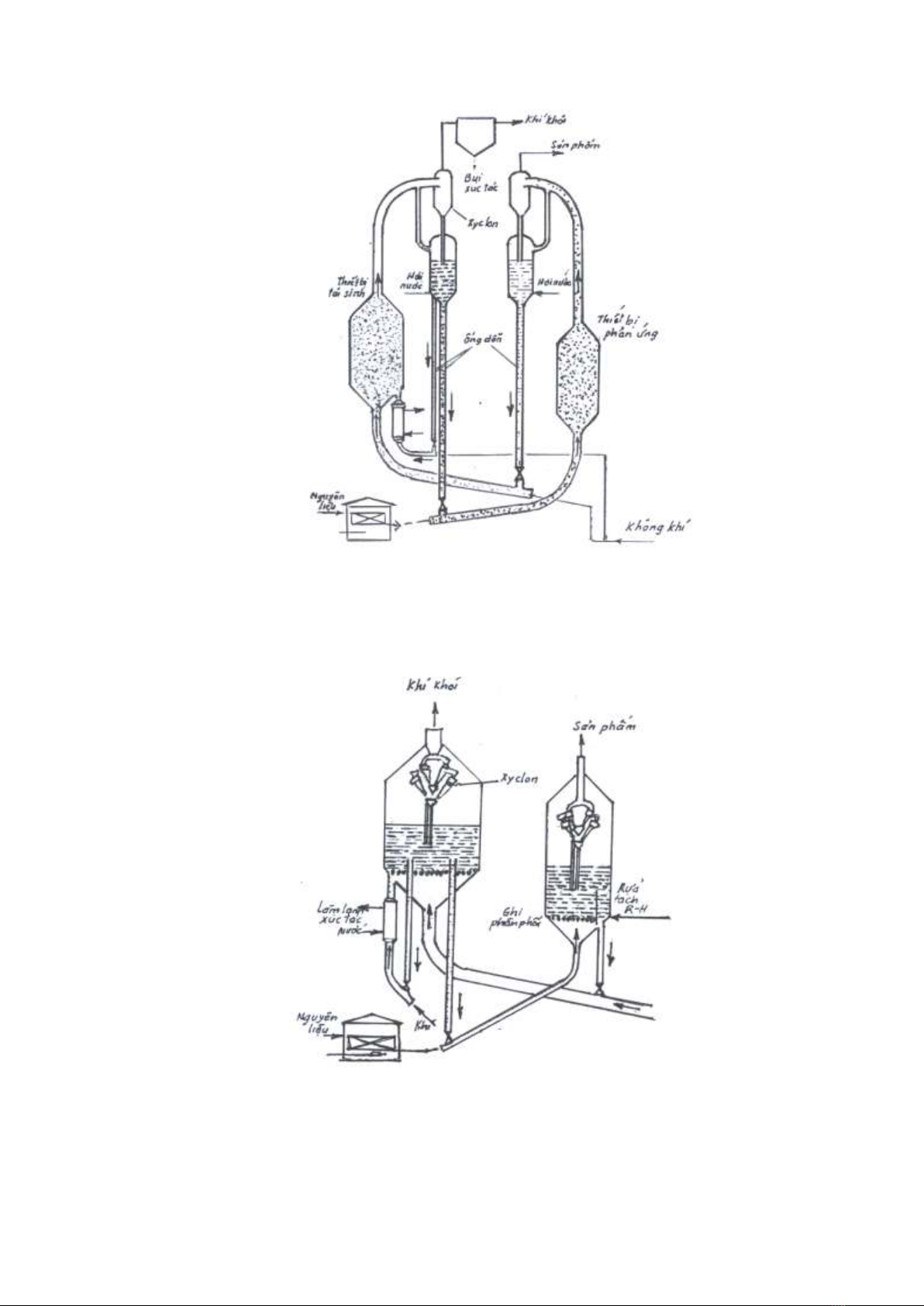
cưỡng bức) tạo thành một chu trình liên tục. Năm 1942 quy trình cracking xúc
tác giả sôi (FCC) đầu tiên được đưa vào họat động có tên là Up Flow (model
I) hình 5.1
Năm 1944 người ta tăng đường kính của lò phản ứng và lò tái sinh, tách
hơi sản phẩm được thực hiện ngay trong lò phản ứng và tái sinh xúc tác ở
dạng tầng sôi và quá trình thổi cho xúc tác chuyển động từ phía dưới và lấy ra
ngoài ở đáy lò. Dây truyền họat động như vậy có tên là Dow Flow (Model II)
hình 5.2. Người ta đã liên tục cải tiến thiết bị và cả hìng dạng của xúc tác.
Hình dạng xúc tác phổ biến là dạng viên hình cầu nhằm làm giảm sự mất mát
xúc tác và giảm sự mài mòn thiết bị và nâng cao hiệu quả tách của xyclon.
31
Hình 5.1. Sơ đồ FCC Model I
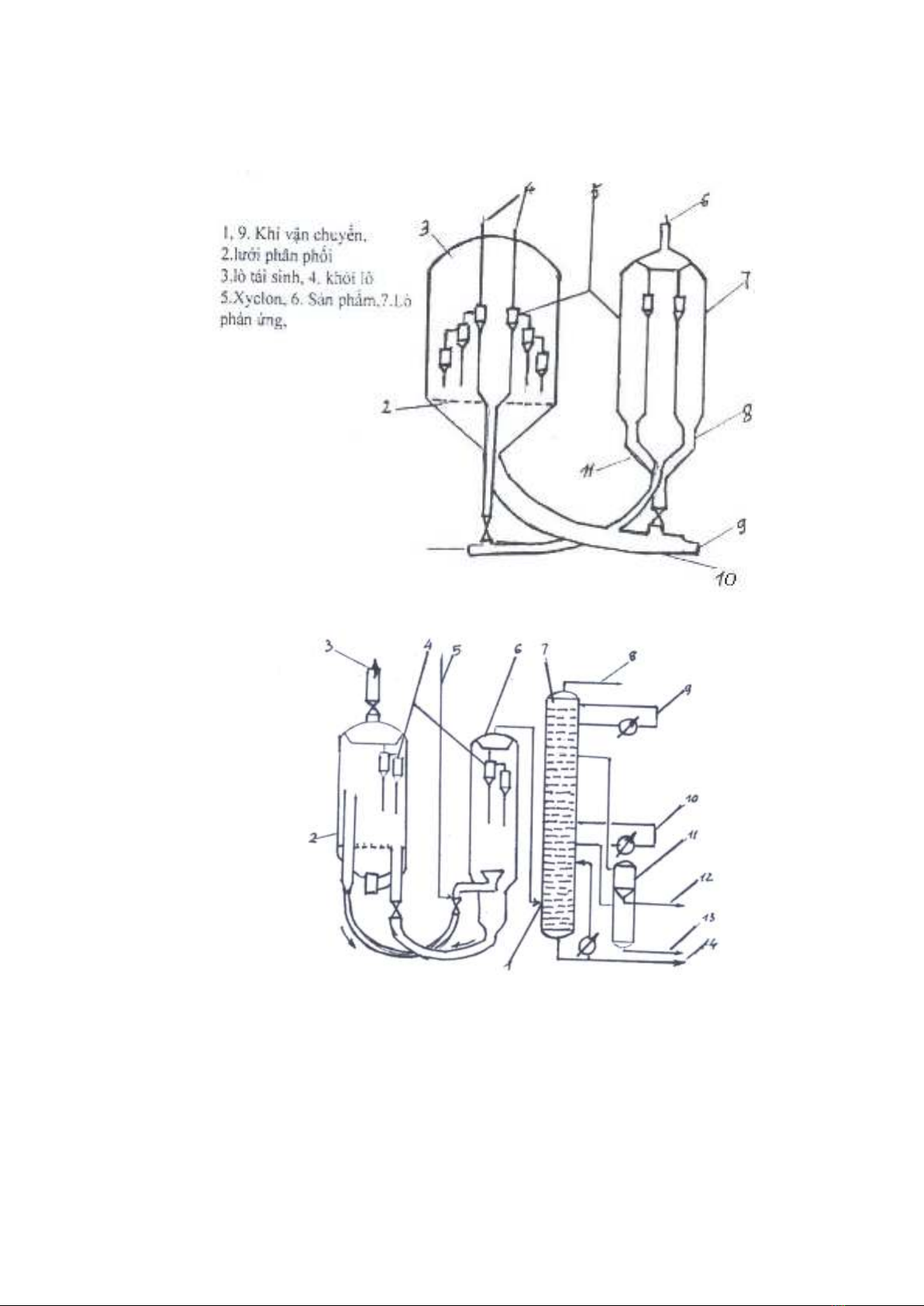
Model I, tỷ lệ xúc tác/nguyên liệu chỉ đạt tối đa là 3 nhưng model II có thể
tăng tối đa là 10. Hãng M.B.Kellog đã thiết kế loại cân bằng áp suất Model III
năm 1946, hình 5.3.
Hình 5.2. Sơ đồ FCC Model II
Hãng Standard–Oil (New Jersey) đã thiết kế loại FCC mới (Model IV)
hình 5.4. từ cải tiến của Model II và đã đưa vào họat động từ 1952.
32
Công nghệ FCC ngày càng được cải tiến nhằm đạt hiệu suất và chất
lượng xăng cao hơn, với chất lượng nguyên liệu ngày càng xấu hơn.
Hình 5.3. Sơ đồ FCC Model III
1.Khí, 2. Hơi nước, 3. Lò tái sinh, 4.Khí, khói, 5.Nguyên liệu, 6. Lò phản ứng,
7. Cột chưng cất phân đoạn, 8.Xăng và khí, 9.Hồi lưu đỉnh, 10.Hồi lưu,
11. cột bay hơi phụ, 12.Gasoil nhẹ, 13. Gasoil nặng, 14.Cặn
Hình 5.4. Sơ đồ công nghệ FCC Model IV
5.3. Công nghệ FCC ngày nay
Quá trình FCC của một số hãng công nghiệp nổi tiếng gồm có:
33
5.3.1. Quá trình của hãng UOP
Qua các bước cải tiến liên tục, hiên nay công nghệ FCC của UOP cũng
áp dụngg cracking nhằm chuyển hóa cặn dầu nặng. Quá trình của UPOP
đựơc công ty Ashland OilCo phát triển. Chính hãng UOP đã thiết kế 2 loại
FCC:
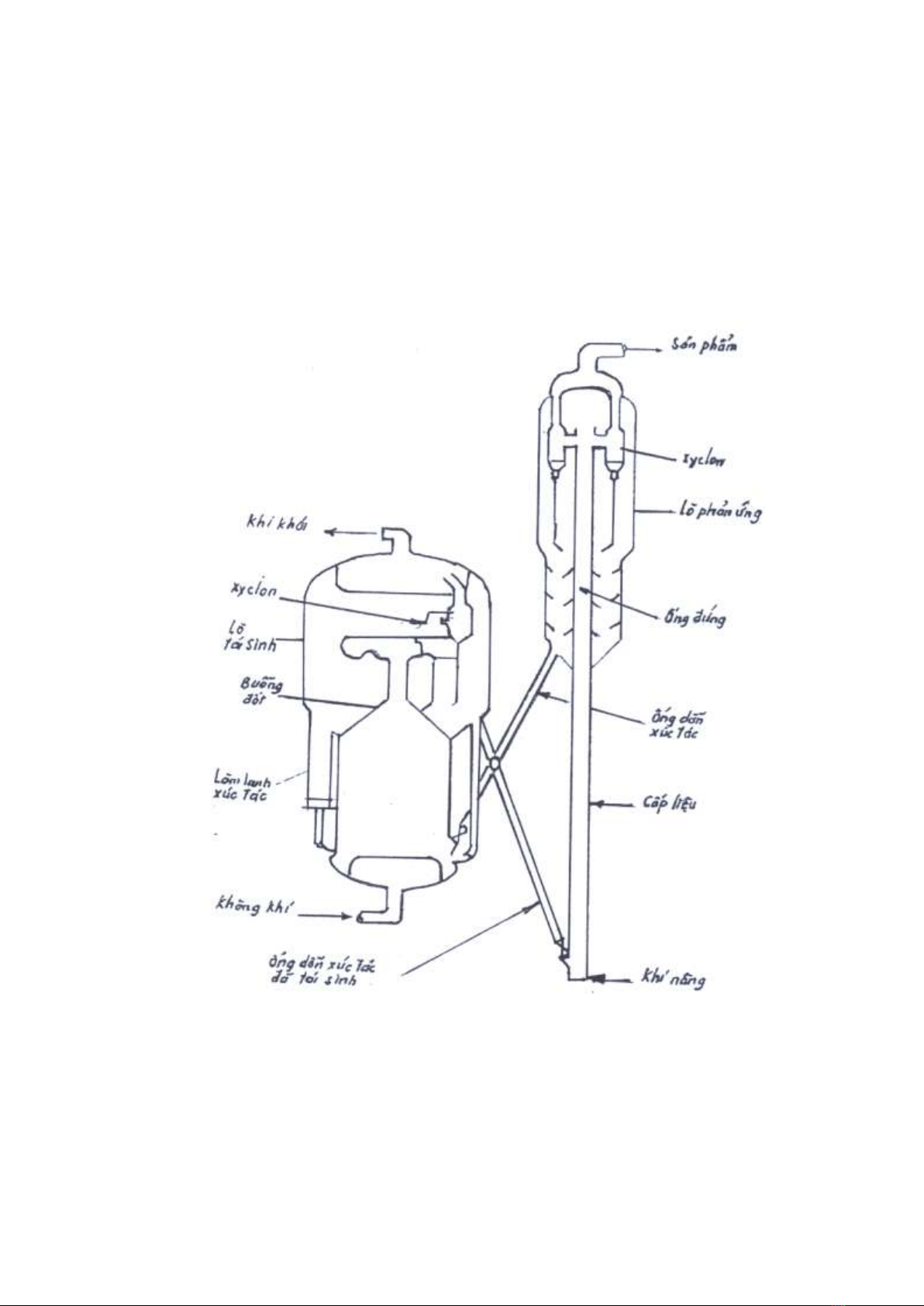
- Loại lò tái sinh đốt cháy hoàn toàn 1 cấp (hình 5.5)
- Loại tái sinh hai cấp.(hình 5.6)
Hình 5.5. Sơ đồ RCC tái sinh 1 cấp của hãng UOP
34
Hình 5.6. Sơ đồ RCC loại tái sinh 2 cấp của hãng UOP
5.3.2. Quá trình của Kellog
Sự vận chuyển xúc tác được thực hiện theo phương thẳng đứng rất
thuận lợi vì có thể dùng van chặn để điều khiển quá trình tuần hoàn của xúc
tác. Quá trình cracking được thực hiện hoàn toàn trong lò phản ứng dạng ống
đứng.(lò ống đứng). Hệ thống xyclon được đặt ngay cửa ra của ống đứng.
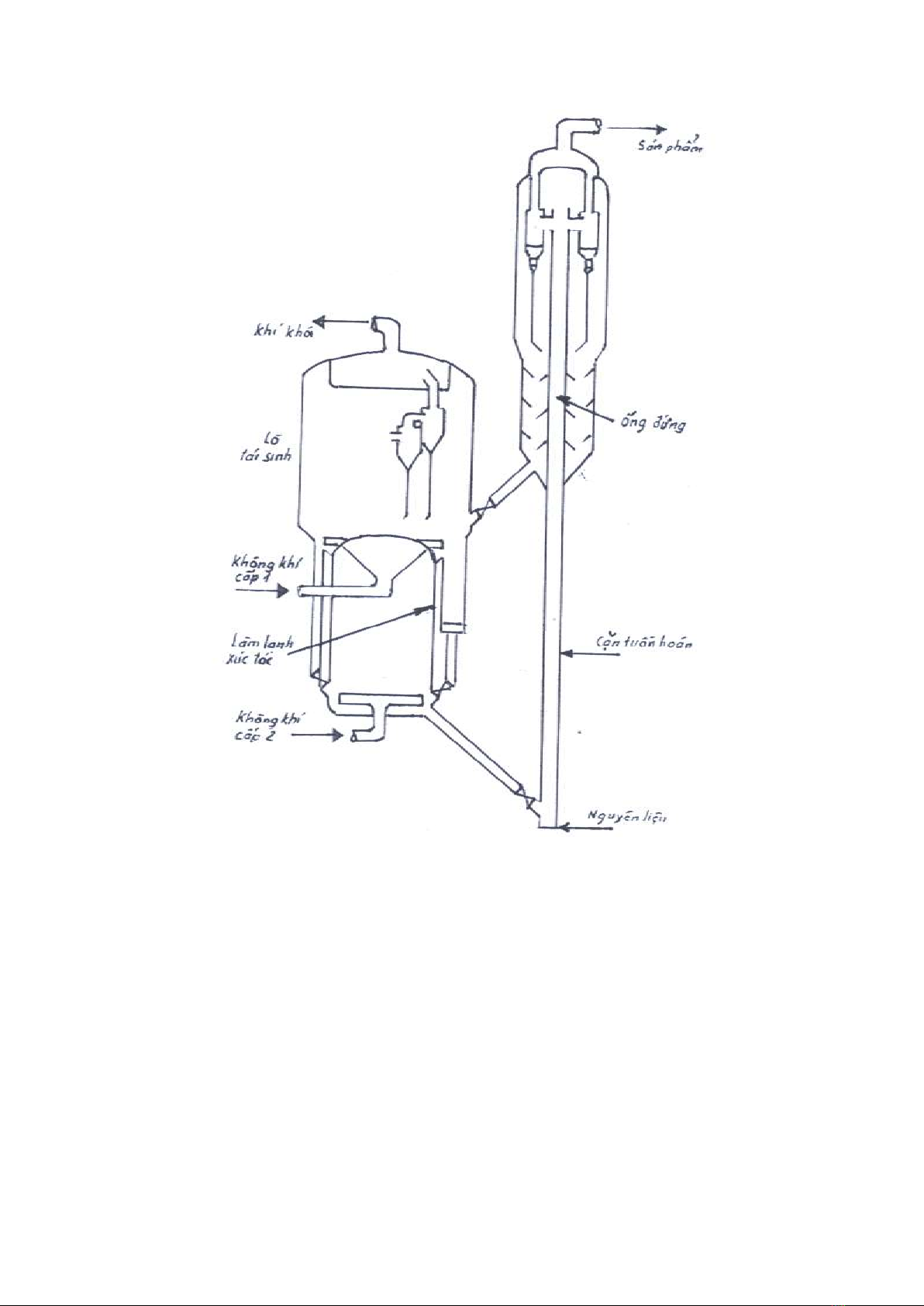
Trong lò tái sinh xúc tác và không khí tiếp xúc ngược chiều nhau. Kiểu RFCC
được trình bày trong hình 5.7. Đặc điểm chính của model này là vòi phun
nguyên liệu được cải tiến nhằm tăng cường sự tiếp xúc giữa xúc tác và
nguyên liệu, bộ phận làm nguội được thay đổi bằng cách từ đặt ở pha đặc
thay cho pha lõang trong lò tái sinh để tránh ăn mòn, mài mòn trang thiết bị do














![Tài liệu học tập Thí nghiệm xử lý chất thải 1 (Chuyên ngành Kỹ thuật môi trường) [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260512/hoatulip0906/135x160/94081778724718.jpg)

![Thiết bị phản ứng trong công nghiệp hóa dầu: Tài liệu [mô tả/hướng dẫn/kinh nghiệm]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260512/vispacex_27/135x160/2261778666802.jpg)









%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)