
ĐAMH công nghê chê tao may
1

ĐAMH công nghê chê tao may
M C L CỤ Ụ
2

ĐAMH công nghê chê tao may
L I NÓI ĐUỜ Ầ
Đ ph c v cho vi c c i ti n và nâng cao ch t l ng s n ph m c khí, vi c đ raể ụ ụ ệ ả ế ấ ượ ả ẩ ơ ệ ề
quy trình công ngh thích h p và có hi u qu là v n đ r t quan tr ng. Ngoài ra, đệ ợ ệ ả ấ ề ấ ọ ể
đm b o đc yêu c u thi t k , đt tính công ngh cao, vi c đ ra quy trình côngả ả ượ ầ ế ế ạ ệ ệ ề
ngh thích h p là công vi c ph i đc u tiên hàng đu. Vi c thi t k quy trình côngệ ợ ệ ả ượ ư ầ ệ ế ế
ngh thích h p còn giúp ng i công nhân gi m đc th i gian gia công, tăng đcệ ợ ườ ả ượ ờ ượ
năng su t.v.v… làm cho giá thành s n ph m h h n, đáp ng đc nhu c u c a thấ ả ẩ ạ ơ ứ ượ ầ ủ ị
tr ng.ườ
M t chi ti t máy có th có nhi u quy trình công ngh khác nhau, vi c thi t k quyộ ế ể ề ệ ệ ế ế
trình công ngh đc ch n trong đ án này đã đc ch n sao cho h p lý nh t đngệ ượ ọ ồ ượ ọ ợ ấ ồ
th i đm b o yêu c u v ch t l ng, giá thành, th i gian.ờ ả ả ầ ề ấ ượ ờ
Các s li u và thông s tính toán đu đc th y h ng d n t tài li u và b ng kinhố ệ ố ề ượ ầ ướ ẫ ừ ệ ằ
nghi m. Tuy v y, đ án công ngh ch t o máy này đc th c hi n l n đu tiên, nênệ ậ ồ ệ ế ạ ượ ự ệ ầ ầ
không th tránh kh i các sai sót trong quá trình tính toán, thi t k .ể ỏ ế ế
Chúng em c m n s h ng d n nhi t tình t th y Hu nh H u Ngh , và các th y côả ơ ự ướ ẫ ệ ừ ầ ỳ ữ ị ầ
trong b môn đã góp ý giúp chúng em hoàn thành đ án này.ộ ồ
Chúng em mong đc các Th y, Cô góp ý, b sung ki n th c cũng nh ch b o cho ượ ầ ổ ế ứ ư ỉ ả
chúng em đ ki n th c c a chúng em ngày càng phong phú h n.ể ế ứ ủ ơ
Nhóm th c hi nự ệ
3

ĐAMH công nghê chê tao may
CH NG 1: XAC ĐINH D NG S N XU T.ƯƠ Ạ Ả Ấ
1.1 San l ng chê tao ươ
-S n l ng chi ti t ch t o trong m t năm.ả ượ ế ế ạ ộ
, (chi c/năm) [ 1, trang 23, công th c 2.1].ế ứ
Trong đó:
No = 10000 s s n ph m trong m t năm theo k ho ch.ố ả ẩ ộ ế ạ
m = 1 s l ng chi ti t nh nhau trong m t s n ph m.ố ượ ế ư ộ ả ẩ
= 10 αs ph n trăm d tr cho chi ti t máy nói trên.ố ầ ự ữ ế
= 3 βs ph n trăm chi ti t ph ph m trong quá trình ch t o.ố ầ ế ế ẩ ế ạ
Suy ra: chiêc/năm.
1.2 Khôi l ng chi tiêt ươ
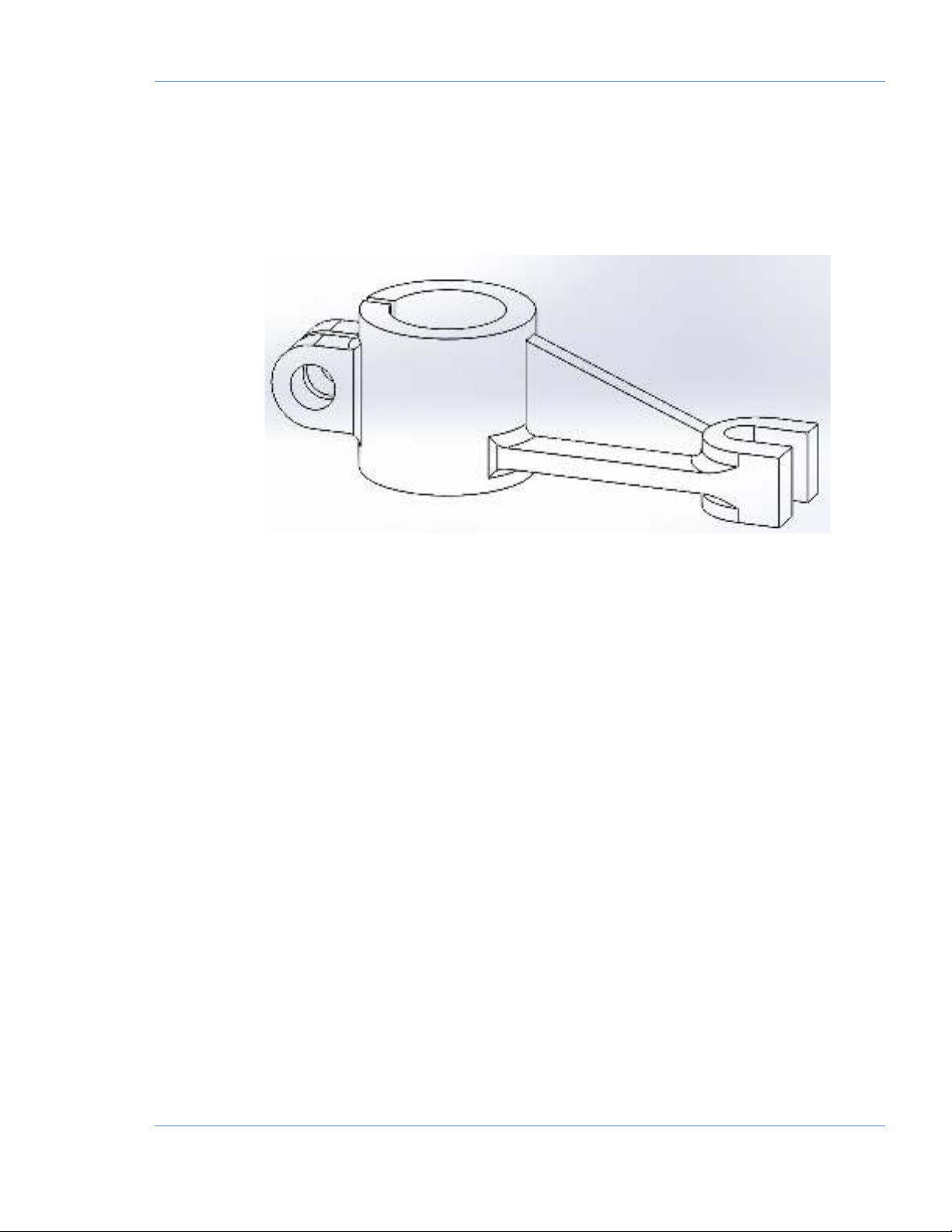
Băng cach s dung phân mêm inventor ta tinh đc thê tich cua cân nôi. ư ươ
-Thê tich cân nôi V = 0,065 dm 3.
-Khôi l ng riêng cua gang xam: 7,8 kg/dm ươ 3.
4
ĐAMH công nghê chê tao may
-Kh i l ng chi ti t: m = 0,065.7,8 = 0,507 kg (theo b n v chi ti t)ố ượ ế ả ẽ ế
Hình 1: Hình d ng chi ti tạ ế
1.3 Xac đinh dang san xuât đăc tr ng ư
-Tra b ng 2.1 [3, trang 24], ta xác đnh đc d ng s n xu t là lo t v a.ả ị ượ ạ ả ấ ạ ừ
-Muc đich cua viêc xac đinh dang san xuât la đê xac đinh biên phap công
nghê va tô ch c san xuât đê tao ra san phâm đat cac chi tiêu kinh tê – ky thuât. ư
-Đăc tr ng cua dang san xuât nay la co tinh ôn đinh va lăp lai, s dung may ư ư
v n năng va trang bi công nghê chuyên dung (đô ga chuyên dung) va thanh lâp ặ
quy trinh công nghê môt cach ti mi m i đem lai hi u qua kinh tê - ky thuât. ơ ệ
5


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)