TUYÊN BỐ BẢN QUYỀN
Tài liệu này thuộc loại sách giáo trình nên các nguồn thông tin có thể được phép
dùng nguyên bản hoặc trích dùng cho các mục đích về đào tạo và tham khảo. Mọi mục
đích khác mang tính lệch lạc hoặc sử dụng với mục đích kinh doanh thiếu lành mạnh
sẽ bị nghiêm cấm.
1

LỜI GIỚI THIỆU
PLC nâng cao là một trong những mô đun chuyên môn c6a nghề Điện tử công
nghiệp được biên soạn dựa theo chương trình khung đ; xây dựng và ban hành năm
2021 c6a trưAng Cao đCng nghề CDn Thơ dành cho nghề Điện tử công nghiệp trình độ
Cao đCng hệ liên thông.
Giáo trình được biên soạn làm tài liệu học tập, giảng dạy nên giáo trình đ; được
xây dựng ở mức độ đơn giản và dễ hiểu, trong mỗi bài học đều có thí dụ và bài tập
tương ứng để áp dụng và làm sáng tỏ phDn lý thuyết.
Khi biên soạn, nhóm biên soạn đ; dựa trên kinh nghiệm thực tế giảng dạy, tham
khảo đồng nghiệp, tham khảo các giáo trình hiện có và cập nhật những kiến thức mới
có liên quan để phù hợp với nội dung chương trình đào tạo và phù hợp với mục tiêu
đào tạo, nội dung được biên soạn gắn với nhu cDu thực tế.
Nội dung giáo trình được biên soạn với dung lượng thAi gian đào tạo 60 giA
gồm có:
Bài MĐ 10-01: Tổng quan về PLC S7-1200/1500
Bài MĐ 10-02: Cấu trúc và tập lệnh c6a PLC S7-1200/1500
Bài MĐ 10-03: Các mạch điều khiển ứng dụng dùng PLC S7-1200/1500
Giáo trình cũng là tài liệu giảng dạy và tham khảo tốt cho các nghề cơ điện tử,
điện công nghiệp và điện dân dụng.
Mặc dù đ; cố gắng tổ chức biên soạn để đáp ứng được mục tiêu đào tạo nhưng
không tránh được những thiếu sót. Rất mong nhận được sự đóng góp ý kiến c6a các
thDy, cô, bạn đọc để nhóm biên soạn sẽ điều chỉnh hoàn thiện hơn.
CDn Thơ, ngày tháng năm 2021
Tham gia biên soạn
1. Chủ biên: Lê H#u Nghĩa
2

MỤC LỤC
Trang
TUYÊN BỐ BẢN QUYỀN...........................................................................................1
LỜI GIỚI THIỆU..........................................................................................................2
MỤC LỤC.....................................................................................................................3
BÀI 1: TỔNG QUAN VỀ PLC.....................................................................................8
1. Tổng quan về điều khiển PLC S7-1200/1500............................................................8
2. Cài đặt phDn mềm....................................................................................................10
3. Sử dụng phDn mềm..................................................................................................11
3.1. Tổng quan về phDn mềm.......................................................................................11
3.2. Soạn thảo chương trình.........................................................................................15
3.3. Download và giám sát chương trình......................................................................18
4. Tổng quan phDn cứng...............................................................................................22
4.1. Cấu trúc phDn cứng c6a PLC S7-1200..................................................................22
4.2. Các thông số cơ bản..............................................................................................23
5. Thực hành................................................................................................................23
5.1. Các bước thực hiện...............................................................................................23
5.2. Nội dung thực hành...............................................................................................23
BÀI 2: CẤU TRÚC VÀ TẬP LỆNH CỦA PLC S7-1200/1500..................................25
1. Cấu trúc c6a PLC S7-1200/1500.............................................................................25
1.1. Thiết bị điều khiển logic khả trình PLC................................................................25
1.2. Xử lý chương trình................................................................................................27
1.2.1. Thực hiện chương trình......................................................................................27
1.2.2. Cấu trúc chương trình c6a S7 – 1200.................................................................27
2.Tập lệnh....................................................................................................................28
2.1. Hệ lệnh Logic với bit............................................................................................28
2.2. Bộ định thAi (Timer).............................................................................................30
2.3. Bộ đếm (Counter).................................................................................................32
2.4. Hệ lệnh so sánh.....................................................................................................33
2.5. Hệ lệnh toán học...................................................................................................34
2.6. Hệ lệnh di chuyển dữ liệu.....................................................................................35
2.7. Hệ lệnh chuyển đổi dữ liệu...................................................................................36
2.8. Hệ lệnh điều khiển chương trình...........................................................................37
2.9. Hệ lệnh Logic........................................................................................................37
2.10. Lệnh dịch bit (SHIFT) và lệnh quay (Rotate)......................................................39
3. Thực hành................................................................................................................40
3.1. Các bước thực hiện...............................................................................................40
3.2. Nội dung thực hành...............................................................................................40
BÀI 3: CÁC MẠCH ĐIỀU KHIỂN ỨNG DỤNG DÙNG PLC..................................43
1. Giới thiệu.................................................................................................................43
1.1. Công tắc tơ và Rơ le nhiệt.....................................................................................44
1.2. Nút nhấn................................................................................................................45
1.3. Công tắc hành trình (Limit Switch).......................................................................45
1.4. Rơ le thAi gian.......................................................................................................45
2. Cách kết nối dây.......................................................................................................46
2.1. Kết nối dây tín hiệu ngõ vào plc siemens S7-1200...............................................46
2.2. Kết nối dây tín hiệu ngõ ra plc siemens S7-1200..................................................46
2.3. Kết nối bằng mạch rơ le........................................................................................47
3

2.4. Chương trình PLC S7-1200..................................................................................48
2.5. Cách nối dây mạch động lực khởi động từ đơn và khởi động từ kép cho động cơ48
2.6. Cáp kết nối thiết bị lập trình với PLC S7-1200....................................................48
3. Thực hành................................................................................................................49
3.1. Các bước thực hiện...............................................................................................49
3.2. Nội dung thực hành...............................................................................................49
TÀI LIỆU THAM KHẢO............................................................................................55
4
GIÁO TRÌNH MÔ ĐUN
Tên mô đun: PLC NÂNG CAO
Mã mô đun: MĐ 10
Vị trí, tính chất, ý nghĩa và vai trò của mô đun:
- Vị trí: Mô đun được bố trí dạy cuối chương trình sau khi học xong các môn
chuyên môn như: Điện tử công suất, Kỹ thuật số, Vi điều khiển, Điều khiển điện khí
nén, Điều khiển th6y lực, Điều khiển lập trình cỡ nhỏ...và học trước các mô đun, môn
học sau: SCADA, Robot công nghiệp, Thực hành PLC ...
- Tính chất: Là mô đun chuyên môn nghề bắt buộc c6a chương trình đào tạo cao
đCng Điện tử công nghiệp
- Ý nghĩa và vai trò c6a mô đun: Là mô đun bắt buộc. Sau khi học xong mô đun
này, ngưAi học có thể kết nối dây giữa PC - CPU và thiết bị ngoại vi, viết chương
trình, nạp trình để thực hiện được một số bài toán ứng dụng đơn giản trong công
nghiệp, phân tích luận lý một số chương trình, phát hiện sai lỗi và sửa chữa khắc phục.
Mục tiêu của mô đun:
- Về kiến thức:
+ Trình bày được tổng quan về điều khiển lập trình chính xác theo nội dung đ;
học
+ Trình bày được cấu trúc, phương thức hoạt động và các lệnh cơ bản c6a PLC
S7-1200/1500
- Về kỹ năng:
+ Thực hiện lập trình các bài tập ứng dụng dùng PLC S7-1200/1500 đạt các yêu
cDu về kỹ thuật và công nghệ
+ Kết nối mạch điện theo yêu cDu công nghệ
- Về năng lực tự ch6 và trách nhiệm:
+ Rèn luyện tính tỷ mỉ, chính xác và an toàn vệ sinh công nghiệp
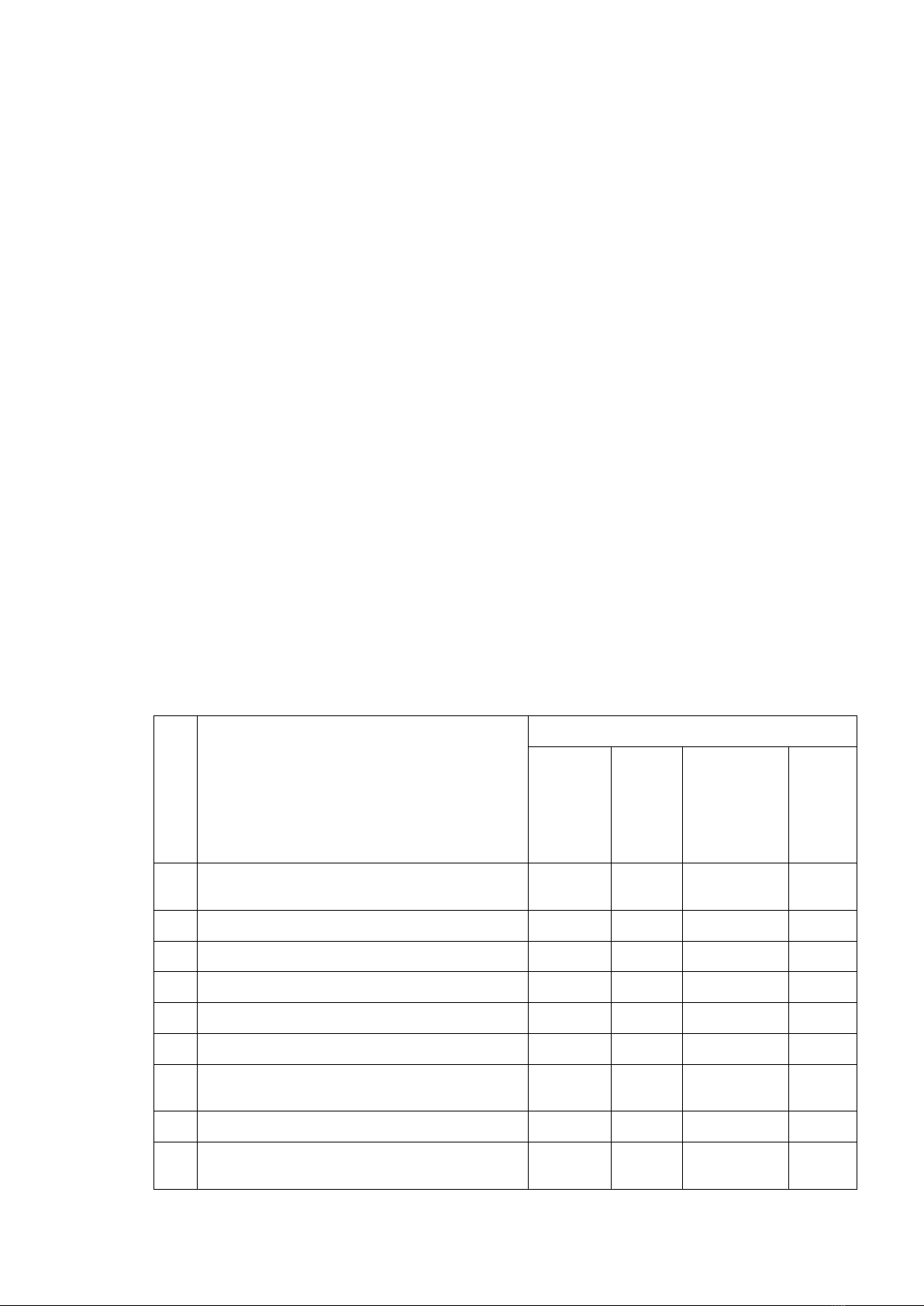
Nội dung của mô đun:
Số
TT Tên các bài trong mô đun
Thời gian
Tổng
số
Lý
thuyết
Thực
hành, thí
nghiệm,
thảo luận,
bài tập
Kiểm
tra
1 Bài 1: Tổng quan về PLC
S7-1200/1500 12 6 6
1.Tổng quan PLC S7-1200/1500 1 1
2. Cài đặt phDn mềm 1 1
3. Sử dụng phDn mềm 2 2
3.1. Tổng quan về phDn mềm
3.2. Soạn thảo chương trình
3.3. Download và giám sát chương
trình
4. Tổng quan phDn cứng 2 2
4.1. Cấu trúc phDn cứng c6a PLC S7-
1200
5


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)