
TR NG Đ I H C SPKT VINHƯỜ Ạ Ọ KHOA C KHÍ Đ NG L CƠ Ộ Ự
L I GI I THI UỜ Ớ Ệ
Ngành ch t o máy gi vai trò quan tr ng trong s nghi p xây d ng vàế ạ ữ ọ ự ệ ự
phát tri n c a đ t n c. M c d u đã có nhi u ti n b trong khoa h c ể ủ ấ ướ ặ ầ ề ế ộ ọ ở
khâu ch t o phôi, song cho đ n nay ph n l n chi ti t máy (kho ng 40 –ế ạ ế ầ ớ ế ả
60%) v n đ c ch t o b ng ph ng pháp đúc. ẫ ượ ế ạ ằ ươ
Khi thi t k m t chi ti t đúc, ph i th a mãn các yêu c u v c tính vàế ế ộ ế ả ỏ ầ ề ơ
các tính ch t làm vi c khác đ ng th i ph i th a mãn tính d đúc. Ng cấ ệ ồ ờ ả ỏ ễ ượ
l i khi thi t k m t công ngh đúc ph i chú ý đ n quá trình gia công cạ ế ế ộ ệ ả ế ơ
khí v sau này, nh t là trong s n xu t l n. Tăng c ng m i quan h giề ấ ả ấ ớ ườ ố ệ ữ
đúc và ch t o c khí s t o đi u ki n nâng cao ch t l ng và h giáế ạ ơ ẽ ạ ề ệ ấ ượ ạ
thành s n ph m.ả ẩ
Vi c làm bài t p l n h c ph n “thi t k đúc” c a môn h c “Côngệ ậ ớ ọ ầ ế ế ủ ọ
ngh kim lo i” gi vai trò quan tr ng vi c giúp sinh viên n m v ng ki nệ ạ ữ ọ ệ ắ ữ ế
th c, tăng kh năng v n d ng c a sinh viên. Vì v y đ tài c a sinh viênứ ả ậ ụ ủ ậ ề ủ
đ a ra không yêu c u ph i quá khó, nh ng ph i v n d ng nhi u ki nư ầ ả ư ả ậ ụ ề ế
th c c a bài gi ng. ứ ủ ả
Yêu c u bài làm:ầ
-V t đúc ph i có trong th c t .ậ ả ự ế
-B n v chi ti t.ả ẽ ế
-Thi t k b n v v t đúc.ế ế ả ẽ ậ
-B n v m u và h p lõi.ả ẽ ẫ ộ
-Tính h th ng rót đ đúc s n ph m.ệ ố ể ả ẩ
-Tính l c đè khuôn.ự
-V b n v l p.ẽ ả ẽ ắ
-Nêu ph ng pháp làm khuôn đ đúc s n ph m đó.ươ ể ả ẩ
Ch n đ tài:ọ ề
B c là m t chi ti t máy quen thu c và thông d ng. Nó là b ph n dungạ ộ ế ộ ụ ộ ậ
đ lót. Do đó v t t ng đ i đ n gi n và cũng ít yêu c u v kĩ thu t. ể ậ ươ ố ơ ả ầ ề ậ
Tuy bài làm có nhi u c g ng nh ng là l n đ u và còn h n ch về ố ắ ư ầ ầ ạ ế ề
ki n th c, do đó mong đ c s góp ý c a gi ng viên. Qua đây tôi cũng xinế ứ ượ ự ủ ả
chân thành c m n gi ng viên h ng d n Nguy n Bá Thu n đã giúp tôiả ơ ả ướ ẫ ễ ậ
hoàn thành bài t p này.ậ
Ng i th c hi n:ườ ự ệ
Sinh viên:
Nguy n phi C ngễ ườ
L P CN Ô TÔ A –K4ỚSINH VIÊN :NGUY N PHI C NGỄ ƯỜ
1
TR NG Đ I H C SPKT VINHƯỜ Ạ Ọ KHOA C KHÍ Đ NG L CƠ Ộ Ự
A- THUY T MINH Ế
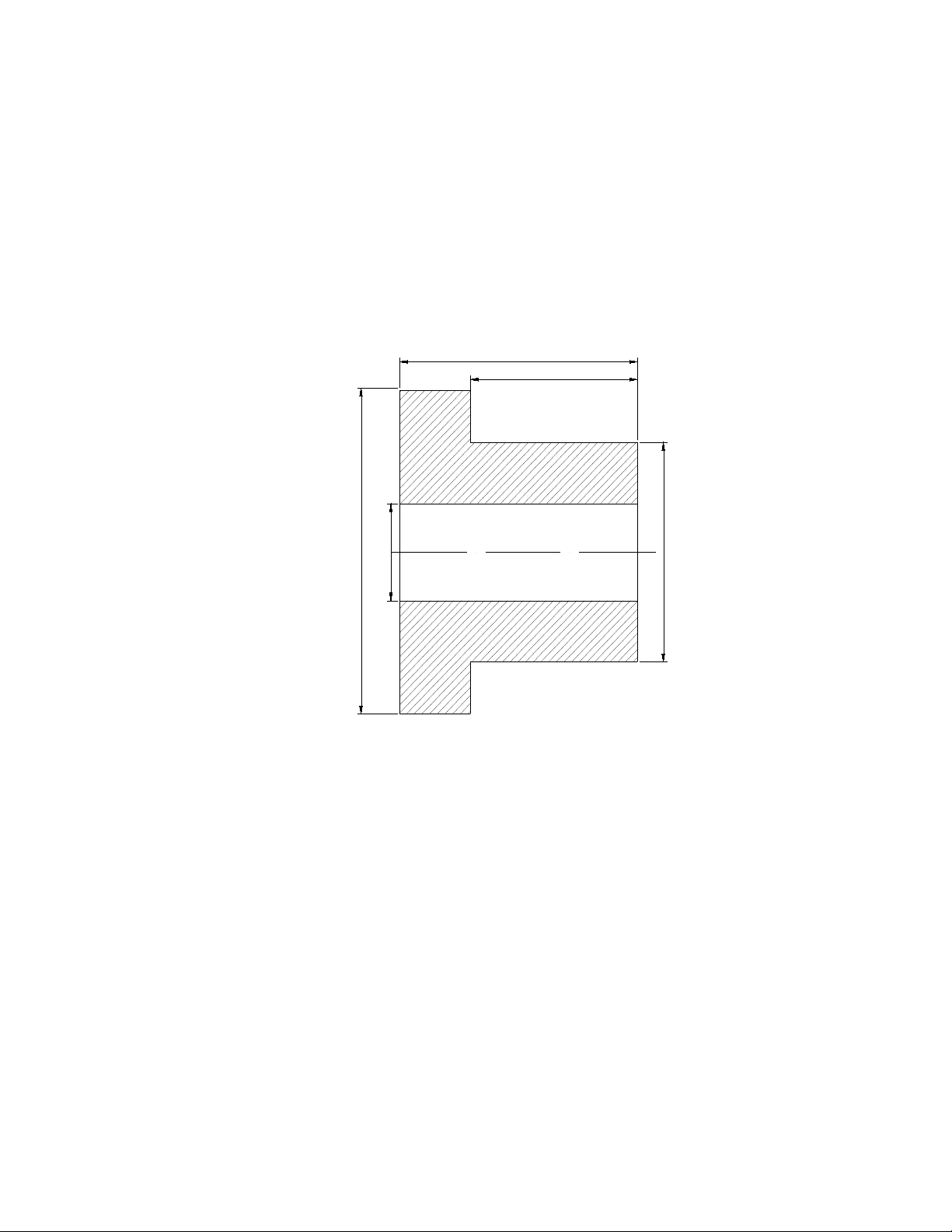
1. Phân tích b n v hi ti t :ả ẽ ế
Đây là m t lo i b c là m t chi ti t dung đ lót có hình d ng và kíchọ ạ ạ ộ ế ể ạ
th c yêu c u k thu t ,đi u ki n làm vi c kh c nghi t ch uướ ầ ỹ ậ ề ệ ệ ắ ệ ị
moomen xo n l n khi làm vi c,ch u mài mòn có va đ p, v t li u,ắ ớ ệ ị ậ ậ ệ
đ c ng và các yêu c u khác đ c th hi n trên hình v :ộ ứ ầ ượ ể ệ ẽ
54±0.2
Ø68±0.1
77±0.2
Ø30±0.1
Ø100±0.2
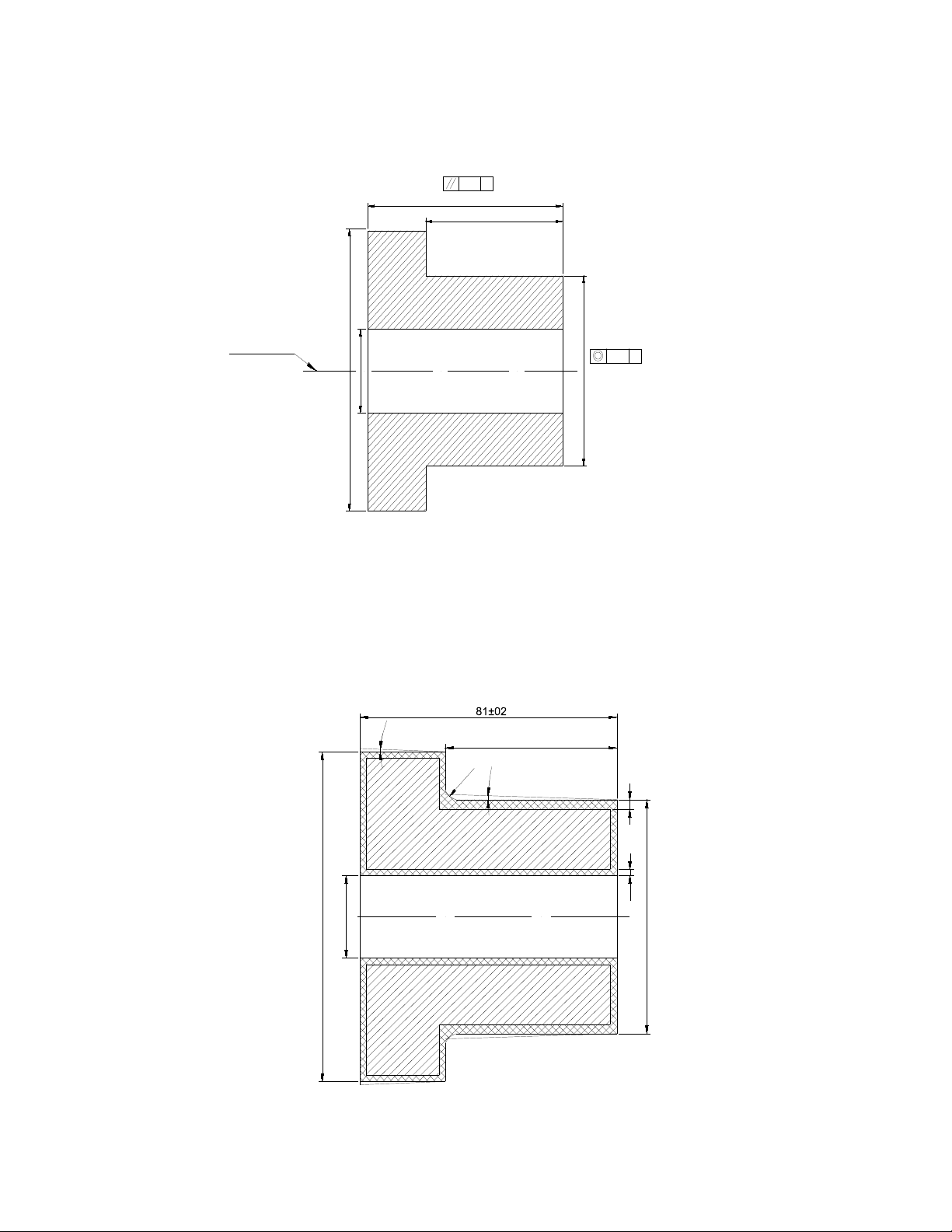
2. Ch n m t phân khuôn:Do s n xu t đ n chi c nên ta ch n ph ngọ ặ ả ấ ơ ế ọ ươ
pháp đúc khuôn cát mâu b ng g .ằ ỗ
Ch n m t phân khuôn theo nguyên t c sau :ọ ặ ắ
-Đ m b o công gh làm khuôn:ch n m t phân khuôn r ng nh t ,ả ả ệ ọ ặ ộ ấ
nông nh t,lõi n m ngangấ ằ
-Đ m b o đ chính xác c a v t đúc: không ch n m t phân khuônả ả ộ ủ ậ ọ ặ
t i ti t di n thay đ i.ạ ế ệ ổ
-Đ m b o ch t l ng h p kim đúc: đi n đ y long khuôn d ,d bả ả ấ ượ ợ ề ầ ễ ễ ố
trí khuôn rót đ ngót.ộ
M t phân khuôn đ c ch n theo hình v nh sau :ặ ượ ọ ẽ ư
L P CN Ô TÔ A –K4ỚSINH VIÊN :NGUY N PHI C NGỄ ƯỜ
2
TR NG Đ I H C SPKT VINHƯỜ Ạ Ọ KHOA C KHÍ Đ NG L CƠ Ộ Ự
54±0.2
Ø68±0.1
77±0.2
Ø30±0.1
M?t phân khuôn
0.01 A
Ø100±0.2
0.02 A
3.Xác l ng d gia công; nh hình v :ượ ư ư ẽ
4.Xác đ nh dung sai c a v t dúcị ủ ậ :(nh hình v trên )ư ẽ
5..Xác đ nh bán kính góc l nị ượ :là ch góc ti p giáp hai b m t giao nhauổ ệ ề ặ
, nó đ đ m b o đ b n cho khuôn m u và tránh n t n . (nh hình vể ạ ả ộ ề ẫ ứ ẻ ư ẽ
trên) :
6. Xác đ nh đ d c rút m u:(nh hình v )ị ộ ố ẫ ư ẽ
54±0.2
Ø104±0,2
Ø26±0,1
23
R5
Ø74±0.1
2°
2°
L P CN Ô TÔ A –K4ỚSINH VIÊN :NGUY N PHI C NGỄ ƯỜ
3
TR NG Đ I H C SPKT VINHƯỜ Ạ Ọ KHOA C KHÍ Đ NG L CƠ Ộ Ự
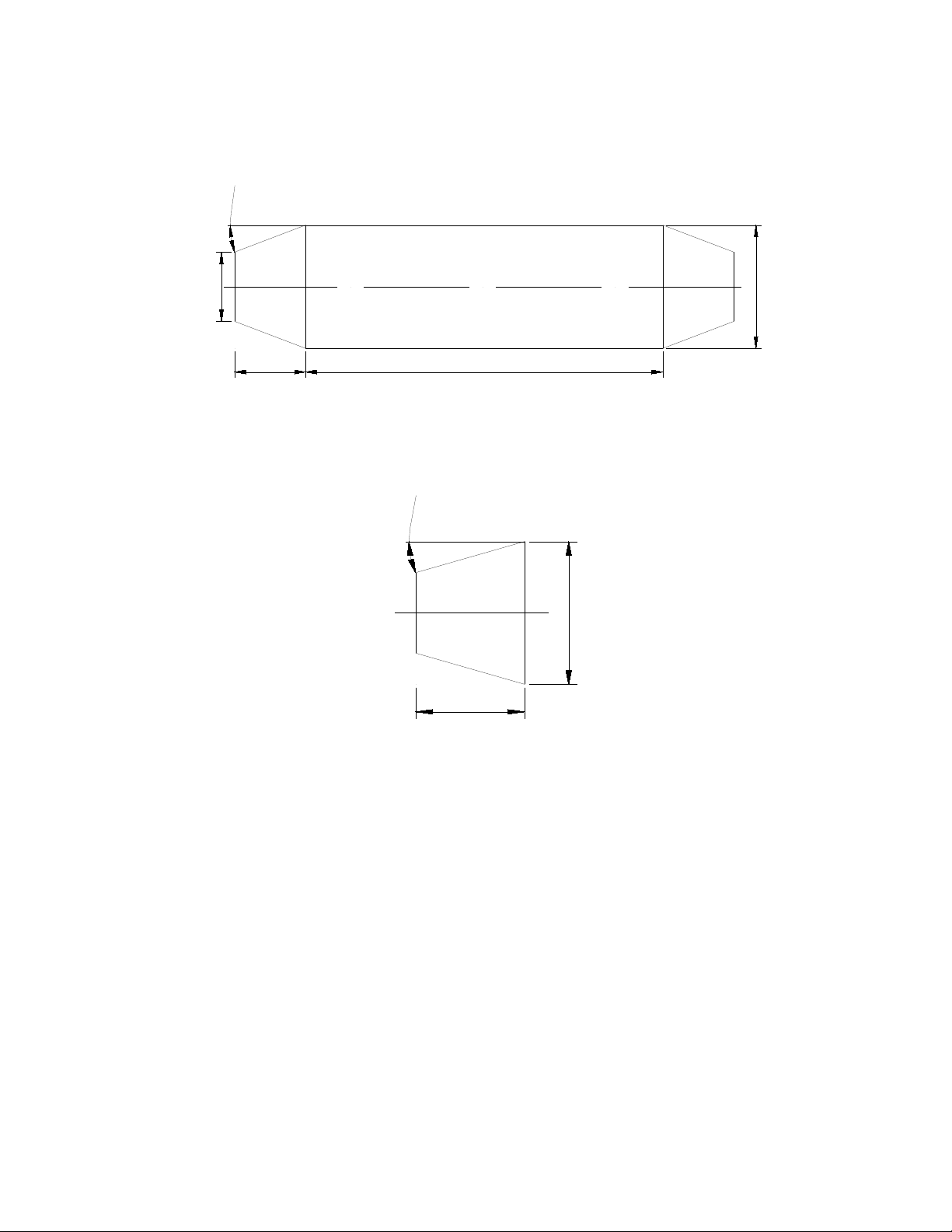
7. Lõi v t đúc:ậ
Lõi chính :(làm b ng cát)ằ
19°
8116
Ø26
Ø15
8.Tai g i m uố ẫ : tai g i m u lõi chính:ố ẫ
19°
16
Ø26
9.Thi t k m u:ế ế ẫ
B m u:ộ ẫ Là công c chính đ t o hình khuôn đúc.ụ ể ạ
B m u bao g m: M u chính, t m m u, m u c a h th ng rót,ộ ẫ ồ ẫ ấ ẫ ẫ ủ ệ ố
đ u h i, đ u ngót.ậ ơ ậ
Mu n ch t o v t đúc ph i căn c vào b n v chi ti t đ thi t kố ế ạ ậ ả ứ ả ẽ ế ể ế ế
b n v v t đúc. T b n v v t đúc ta v b n v m u. Căn c vào đó taả ẽ ậ ừ ả ẽ ậ ẽ ả ẽ ẫ ứ
ch t o v t m u.T b n v v t đúc ta v b n v m u. Kích th c m uế ạ ậ ẫ ừ ả ẽ ậ ẽ ả ẽ ẫ ướ ẫ
t ng t nh b n v v t đúc tr ph n tai g i và dung sai ch t o m u.ươ ư ư ả ẽ ậ ừ ầ ố ế ạ ẫ
- Yêu c u:ầ
đ m b o đ bóng, chính xác khi gia công c t g tả ả ộ ắ ọ
c n b n, c ng, nh , không b co, tr ng, n t, cong vênh trong khi làmầ ề ứ ẹ ị ươ ứ
vi c.ệ
L P CN Ô TÔ A –K4ỚSINH VIÊN :NGUY N PHI C NGỄ ƯỜ
4
TR NG Đ I H C SPKT VINHƯỜ Ạ Ọ KHOA C KHÍ Đ NG L CƠ Ộ Ự
ch u đ c tác d ng c , hóa c a h n h p làm khuôn, ít b ăn mòn hóa h c,ị ượ ụ ơ ủ ỗ ợ ị ọ
không b r , d ki m.ị ỉ ễ ế
- V t li u:ậ ệ
v t li u th ng dùng: g , kim lo i, th ch cao, xi măng, ch t d o.ậ ệ ườ ỗ ạ ạ ấ ẻ
Th ng dùng nh t là g và kim lo i.ườ ấ ỗ ạ
Ta ch n v t li u làm m u là g vì có u đi m là nh ,r và d gia công.ọ ậ ệ ẫ ỗ ư ể ẹ ẽ ễ
-Đ c ghi trên b n v m uượ ả ẽ ẫ
-M u dung là g phai chú ý :ẫ ỗ
-Khi m u đ c gia công xong ph i s n đ có đ bóng , ch ng th ng n cẫ ượ ả ơ ẻ ộ ố ố ướ
10.Thi t k h p lõi:ế ế ộ Yêu c uầ long h p lõi có hình d ng gi ng lõiộ ạ ố
-Ch n lõi hai n a ghép cách ghép v i nhau b ng ch tọ ư ớ ằ ố
-H p lõi làm b ng g g nh m uộ ằ ỗ ỗ ư ẫ
-B n v h p lõiả ẽ ộ :
Ø26
Ø15
19°
81
16
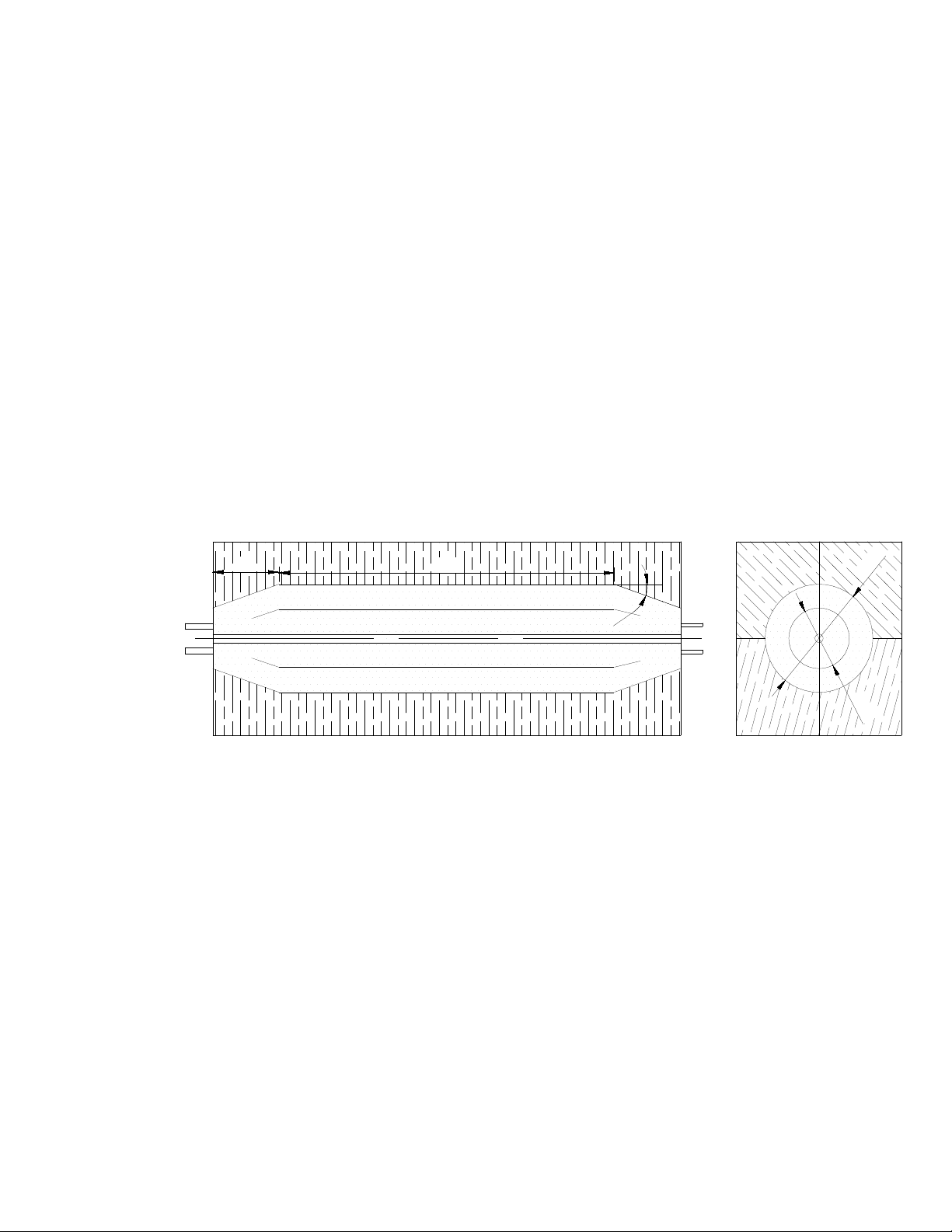
11.Tính toán h th ng rót:ệ ố
H th ng rót là h th ng d n kim lo i t thùng rót vào khuôn. S b trí hệ ố ệ ố ẫ ạ ừ ự ố ệ
th ng rót quy t đ nh ch t l ng v t đúc và gi m ha phí kim lo i vào hố ế ị ấ ượ ậ ả ạ ệ
th ng rót. Hao phí do h th ng rót gây nên đ t đ n 30%ố ệ ố ạ ế
Yêu c u đ i v i h th ng rótầ ố ớ ệ ố
- toàn b lòng khuôn đ u đ c đi n đ y kim lo iộ ề ượ ề ầ ạ
- Dòng ch y kim lo i ph i êm, liên t c, không va đ p đ t ng t, khôngả ạ ả ụ ậ ộ ộ
t o dòng xoáy gây v lòng khuôn, lõi.ạ ở
- Không d n x , t p ch t, các lo i khí… vào lòng khuôn.ẫ ỉ ạ ấ ạ
- Đi n đ y nhanh, không hao phí nhi t(không gi m tính ch y loãng).ề ầ ệ ả ả
- Ti t ki m kim lo i, gi m t i thi u hao phí kim lo i cho h th ng rót.ế ệ ạ ả ố ể ạ ệ ố
- H th ng rót ph i ch c ch n, không b v .ệ ố ả ắ ắ ị ỡ
L P CN Ô TÔ A –K4ỚSINH VIÊN :NGUY N PHI C NGỄ ƯỜ
5

![Chương trình khung trình độ cao đẳng nghề Cắt gọt kim loại - Trường CĐN KTCN Dung Quất [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2021/20210417/tradaviahe20/135x160/1301618651048.jpg)
![Tổng hợp 58 câu hỏi về đồ án Chi tiết máy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20201015/daohachi0512/135x160/9011602770055.jpg)









![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)











