
KHOA KỸ THUẬT – BỘ MÔN KỸ THUẬT Ô TÔ
Chương II: Đặc trưng về máy điều khiển số
2.1
Các trục tọa độ và chiều chuyển động
2.2
Qui định các trục toạ độ trên các máy
2.3
Các điểm 0 và điểm chuẩn
2.4
Các phương pháp nội suy trong các máy công cụ
NC,CNC
2.5
Các dạng điều khiển

KHOA KỸ THUẬT – BỘ MÔN KỸ THUẬT Ô TÔ
2.1 Các trục tọa độ và chiều chuyển
động
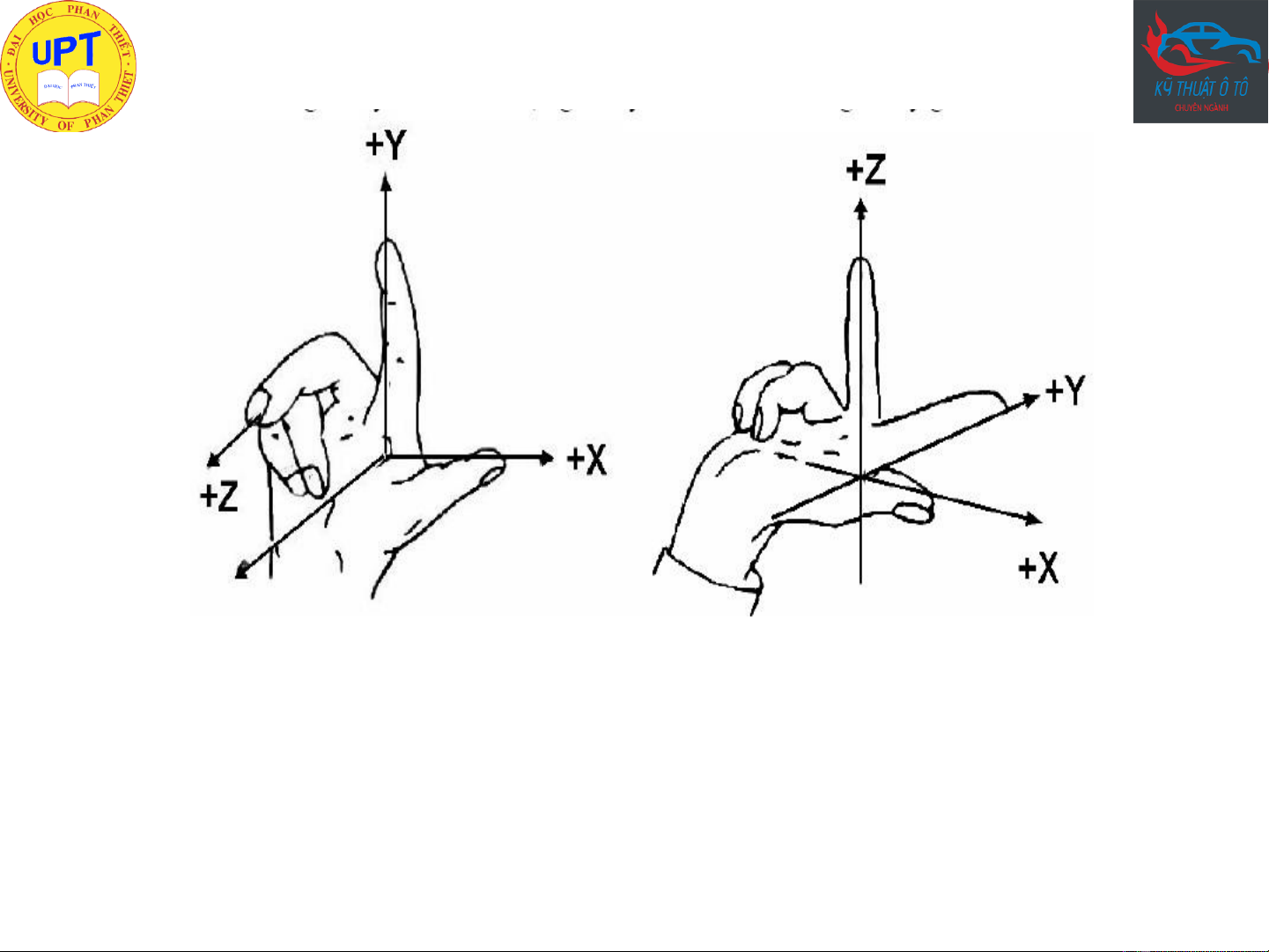
2.1.1
Hệ trục toạ độ
➢
Hệ thống các trục toạ độ xác định theo nguyên tắc
bàn tay phải.
➢
Ngón tay cái là trục X, ngón tay trỏ là trục Y và
ngón tay giữa là trục Z
KHOA KỸ THUẬT – BỘ MÔN KỸ THUẬT Ô TÔ

KHOA KỸ THUẬT – BỘ MÔN KỸ THUẬT Ô TÔ
2.1.2
Hệ trục toạ độ trên một số máy - Một
số quy định chung - TC DIN 66217
Trục Z:
▪
Nếu máy có một trục chính cố định, không xoay nghiêng được thì
trục Z nằm song song với trục chính hoặc chính là đường tâm trục đó
▪
Nếu một trục chính xoay nghiêng được và chỉ có một vị trí xoay
nghiêng song song với một trục toạ độ nào đó, thì chính trục toạ độ đó là
trục Z
▪
Nếu một trục chính xoay nghiêng được song song với nhiều trục toạ
độ khác nhau thì trục Z là trục vuông góc với bàn kẹp chi tiết chính của
máy
▪
Nếu máy có nhiều trục chính công tác, ta sẽ chọn một trong số đó là
trục chính theo cách ưu tiên trục nào có đường tâm vuông góc với bàn kẹp
chi tiết

KHOA KỸ THUẬT – BỘ MÔN KỸ THUẬT Ô TÔ
Trục X
Trục X là trục toạ độ nằm trên mặt định vị hay song song với bề
mặt kẹp chi tiết, thường ưu tiên theo phương nằm ngang.
Trên các máy có dao quay tròn (ví dụ máy phay)
•
Nếu trục X đã nằm ngang thì chiều dương của trục X hướng
về bên phải nếu ta nhìn từ trục chính hướng vào chi tiết
•
Nếu trục X thẳng đứng và máy chỉ có một thân máy thì
chiều dương của trục X hướng về bên phải khi ta nhìn từ trục
chính hướng vào chi tiết
Trên các máy có chi tiết quay tròn (ví dụ máy tiện) Trục X
nằm theo phương hướng kính đi từ trục chi tiết đến bàn kẹp dao
chính


![Ngân hàng câu hỏi môn Điều khiển logic khả trình [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250714/kimphuong1001/135x160/67121752467828.jpg)





![Thí nghiệm PLC: [Hướng dẫn chi tiết/ Thực hành/ Cơ bản và nâng cao]](https://cdn.tailieu.vn/images/document/thumbnail/2017/20170821/kloiroong10/135x160/391503277956.jpg)

















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)