
Quản trị Hoạt động – Operation Management
1
BÀI TẬP TÌNH HUỐNG
CÔNG TY CỔ PHẦN BERMO
Vào
đầu tháng
10
năm 1990, Dan Berdass, chủ
tịch
công ty
cổ phần
Bermo xem xét
lại các
hoạt động đồng
thời suy nghĩ về mục
tiêu
và
chiến lƣợc
của
công
t
y
.
Tình
hình
kinh doanh
đang
ổn, và
theo
Dan,
dƣờng nhƣ
mọi
ngƣ
ờ
i
trong công ty đều đang
làm việc
ngày
càng
chăm
chỉ hơn. Tuy
nhiên,
bản thân
Dan cảm thấy đôi
chút
mệt mỏi.
Ông
lo lắng vì nhiều
đơn hàng đang đƣợc
chuyển đi
muộn hơn
lịch
trình
và
một
số
khách hàng quan trọng
không
hài lòng
về
việc
giao hàng muộn
này.
Ông tin rằng nhà máy
của
công ty đang hoạt động
gần
hết công suất
mặc
dù đã
bổ sung
thêm ba máy
dập kim loại mới.
Ngoài
ra,
ông cũng
lo ngại về khối
lƣợng đơn hàng
chờ thực hiện tại
nhà
máy. Dan
nhìn
vào
màn
hình máy
tính
trên
bàn mình
và
nhận
thấy tổng trị
giá
của số
đơn hàng chƣa
chuyển
đi là 9,6 tỷ
đô-la. Ông
ƣ
ớ
c
tính khả
năng giao hàng
hiện nay của Bermo vào
khoảng
2 triệu đô
mỗi
tháng.
Theo suy tính của Dan, thời gian chờ thực hiện
một đơn hàng trung
bình
ngành đang
là ba
t
háng. Tháng
12
năm 1989,
trị
giá các đơn hàng chờ
tại
Bermo
là 4,5
triệu đô
và
m
ỗ
i
tháng công
t
y
giải
quyết
đƣợc
khoảng 1,5
triệu đô
trong số
đó.
Tại thời điểm ấy, Bermo sử dụng khoảng
160 lao động; đến tháng
10
năm 1990, con số này đã tăng lên tới
gần 200.
Bermo
là
một xƣởng
gia
công thực
hiện cả
những đơn hàng
số
lƣợng
lớn lẫn
những
công việc
theo
yêu
cầu ở
quy mô nh
ỏ
.
Dan
Berdass
ƣ
ớ
c
tính
rằng khoảng 10% khối
lƣợng
công việc, (và 10% số
đơn hàng
chờ) có quy
mô
nhỏ và
khoảng
90% là ở số
lƣợng
lớn. Những
khách hàng đặt hàng
số
lƣợng
lớn muốn
giữ chi
phí của mình
ở mức
thấp,
và sự cạnh tranh
để
có
đƣợc những đơn hàng
lớn
thƣờng
khắc
nghiệt
hơn so
với
để
có
những đơn hàng
nhỏ. Dan tin
rằng chuyên môn đƣợc
tín
nhiệm
về mặt thiết kế và
tạo
khuôn
của Bermo,
cùng
với
mô hình
CAD/CAM
(thiết
kế
bằng máy tính/
sản xuất
bằng máy tính)
và
kiến thức sử dụng
ngƣ
ờ
i
máy
chính
là những lợi thế của
công ty
trong cả sản xuất quy mô nhỏ và sản
xuất
hàng loạt số lƣợng
lớn.
Dan tự hỏi làm cách
nào
để Bermo có
thể tăng năng
suất nhằm tận
dụng
và bù đắp
đƣ
ợ
c
khoản
chi
phí
đầu tƣ
lớn vào máy móc
và
công nghệ hiện đại của công ty?
Làm
cách nào
để hạ
thấp
các chi phí? Đẩy
nhanh đƣợc
tiến
độ giao hàng?
Liệu
Bermo
có
nên
mở rộng năng lực sản xuất? Nếu
nên
thì mở rộng tới
mức
nào
và ở
đâu?
Làm
thế nào để nhà máy
có thể thực hiện tốt nhất cả hai mảng sản xuất số
lƣợng
nhỏ và sản xuất
hàng
loạt số
lƣợng
lớn?
Nhà
máy có
thể
– hoặc
nên
–
phân bổ
nguồn lực cho hai
hoạt
động trên
ra sao?
Chúng
bổ trợ hay mẫu thuẫn lẫn nhau ở
các phƣơng diện nào
t
ạ
i
nhà
máy?
Quản trị Hoạt động – Operation Management
2
NGÀNH CÔNG NGHIỆP TẠO HÌNH KIM
LOẠI
CHÍNH
XÁ
C
Việc
tạo hình
kim loại
chính
xác
bao gồm các hoạt động dập-cắt-uốn
(sử
dụng máy ép
công suất lớn
cùng
các trang thiết bị và
công
cụ
khác),
gia
công
cơ khí,
hàn, hàn
cứng, mạ, nhiệt luyện, sơn, lắp ráp. Mã số
công nghiệp
tiêu chuẩn (SIC) của lĩnh vực tạo hình kim loại
chính
xác là 3469.
Ngành công nghiệp
này
đƣợc
xây dựng từ
những công ty ban
đầu sản
xuất các
sản phẩm
tiện
và
dập
kim loại,
trong đó có các
sản
phẩm tráng men. Năm 1987,
có tổng cộng 2.815 doanh nghiệp
trong ngành
SIC 3469 với tổng trị
giá
ngành (doanh thu)
đạt mức 8,33 tỷ đô-la
năm
1987 (tham khảo Phụ lục 1). Các chỉ số khả
năng thanh
toán
của 1.373 doanh
nghiệp
SIC
3469 năm 1989 đƣợc thể
hiện ở Bảng 1.
Phụ lục 1 Dữ
liệu ngành công nghiệp
dập kim loại (SIC 3469)
1972
1977
1982
1987
Tổng
số
doanh
nghiệp
đ
ƣ
ợ
c
thành
lập
2.356
2.663
2.843
2.815
Tổng
số nhân viên (nghìn
ngƣ
ờ
i)
92,0
103,2
100,4
95,5
Tiền phải trả
nhân
viên
(triệu
đô-la)
781,0
1.225,4
1.782,7
2.131,9
Công nhân sản xuất (nghìn
ngƣ
ờ
i)
74,2
82,0
75,6
73,2
Số
giờ sản xuất (triệu giờ)
146,2
161,2
146,3
146,2
L
ƣ
ơng
lao động (triệu
đô-la)
554,8
842,5
1.154,0
1.402,0
Trị
giá hàng
(triệu
đô-la)
2.688,8
4.735,7
6.437,7
8.331,1
Chi
phí đầu tƣ
cơ bản
mới
(triệu
đô-la)
76,7
154,7
200,1
268,9
Số
doanh
nghiệp có mức trung
bình
1-4
nhân
viên
639
633
5-9
nhân
viên
465
459
10-19 nhân
viên
582
561
20-49 nhân
viên
664
658
50-99 nhân
viên
296
296
100-249 nhân
viên
150
163
250-499 nhân
viên
38
35
500-999 nhân
viên
5
9
1.000-2.499 nhân
viên
3
1
Từ
2.500 nhân
viên trở lên
1
–
Nguồn: Điều tra thống kê các hãng sản xuất, 1982 và 1987, Phòng thương mại Hoa Kỳ
Bảng 1 Các chỉ
số
khả
năng thanh toán của các doanh nghiệp
SIC 3469
năm
1989
Chỉ
số
Chỉ
số thanh toán nhanh
(lần)
Tứ phân vị
t
rê
n
2,7
Trung
bình
1,3
Tứ phân vị
dư
ới
0,8
Khả
năng thanh toán ngắn
hạn (lần)
4,3
2,2
1,4
Nợ ngắn
hạn trên giá
trị
tài sản ròng
(
%
)
19,1
47,6
106,3
Nợ ngắn
hạn trên hàng
l
ưu
kho
(
%
)
76,2
136,8
237,9
Tổng nợ
trên giá
trị
tài sản ròng
(
%
)
27,2
73,2
164,9
Tài
sản cố
đ
ị
nh
trên giá
trị
tài sản ròng
(
%
)
22,8
48,3
100,8
Nguồn: “Các chỉ số kinh doanh chính”, Dịch vụ phân tích của Dun, 1989

Quản trị Hoạt động – Operation Management
3
Danh sách Hiệp hội tạo hình kim loại chính xác (PMA)
năm
1989
gồm
950
thành
viên. Nhiều doanh
nghiệp thuộc hiệp hội
rất chuyên môn hóa
và chỉ thực hiện một số
hoạt
động chọn lọc
như
gia
công
cơ
khí
hoặc
các
công
việc liên
quan
đến tạo
khuôn,
dập
khuôn,
và
máy ép. Một
bài xã
l
u
ậ
n
trên
ấn phẩm
Metalforming của PMA vào
tháng
12
năm 1989
thể hiện triển
vọng ngành trong những năm 1990 như
sau:
Chúng tôi đang bước vào kỷ nguyên của cạnh tranh kinh tế toàn cầu và những cơ hội toàn
cầu thực sự – nơi những nỗ lực tìm kiếm thị trường sẽ thay thế những cuộc chiến về lãnh thổ.
EC 92 (chương trình hợp nhất toàn diện của cộng đồng chung châu Âu) từng xuất hiện trong
tâm trí chúng tôi, nhưng đột nhiên khái niệm về một thị trường thống nhất trải dài từ Đại Tây
Dương tới Vladivostok trở nên khả thi. Trong lĩnh vực tạo hình kim loại, những xu hướng của
thập niên 80 rất rõ ràng. Cạnh tranh rất khốc liệt. Công nghệ và đào tạo là cốt lõi. Và sẽ có
người thắng kẻ thua.
Trên hết, trong thời đại công nghệ cao và thông tin tức thời, các sáng kiến hình thành và các
sự kiện diễn ra nhanh chưa từng thấy. Các cơ hội thị trường cũng thay đổi nhanh hơn, đòi hỏi
chúng tôi phải hành động – và ứng phó – nhanh chóng hơn.
Nếu chúng tôi học được điều gì đó từ những năm 1980, thì đó chính là tốc độ thích ứng
với thay đổi sẽ là một vũ khí ngày càng quan trọng.
Theo một khảo sát
do
PMA thực hiện
năm
1989, các
doanh ngh
i
ệ
p
lớn
trong ngành
công
nghiệp tạo
h
ì
nh
kim
loại chính
xác
nhìn chung
là
có
lợi
nhuận cao hơn (tham khảo Phụ
lục 2). Chi
phí bán hàng dƣờng nhƣ
là
sự
khác
b
i
ệ
t
chính giữa các công ty có
lợi
nhuận
và
các
công ty thua lỗ. Bermo
có trình thông tin
tài
chính
tới
ngân hàng của mình
và tới PMA,
tuy
nhiên
cũng
giữ bí
mật báo cáo
kết quả kinh
doanh
vì các lý
do
cạnh tranh. PMA cung
cấp
thông tin chi phí
tƣơng
đ
ố
i
cho
các
thành
viên
của m
ì
nh
theo thời
kỳ (tham
khảo Phụ lục 3). Phó chủ tịch phụ
trách Quản
trị và Tài
chính
của Bermo, Robert Mycka, và
nhân
viên của ông
giám sát
các
báo cáo
PMA,
sau đó thảo
luận định kỳ với Dan Berdass về các
báo cáo
này
cùng thông tin
chi
phí từ nhà
máy.
Quản trị Hoạt động – Operation Management
4
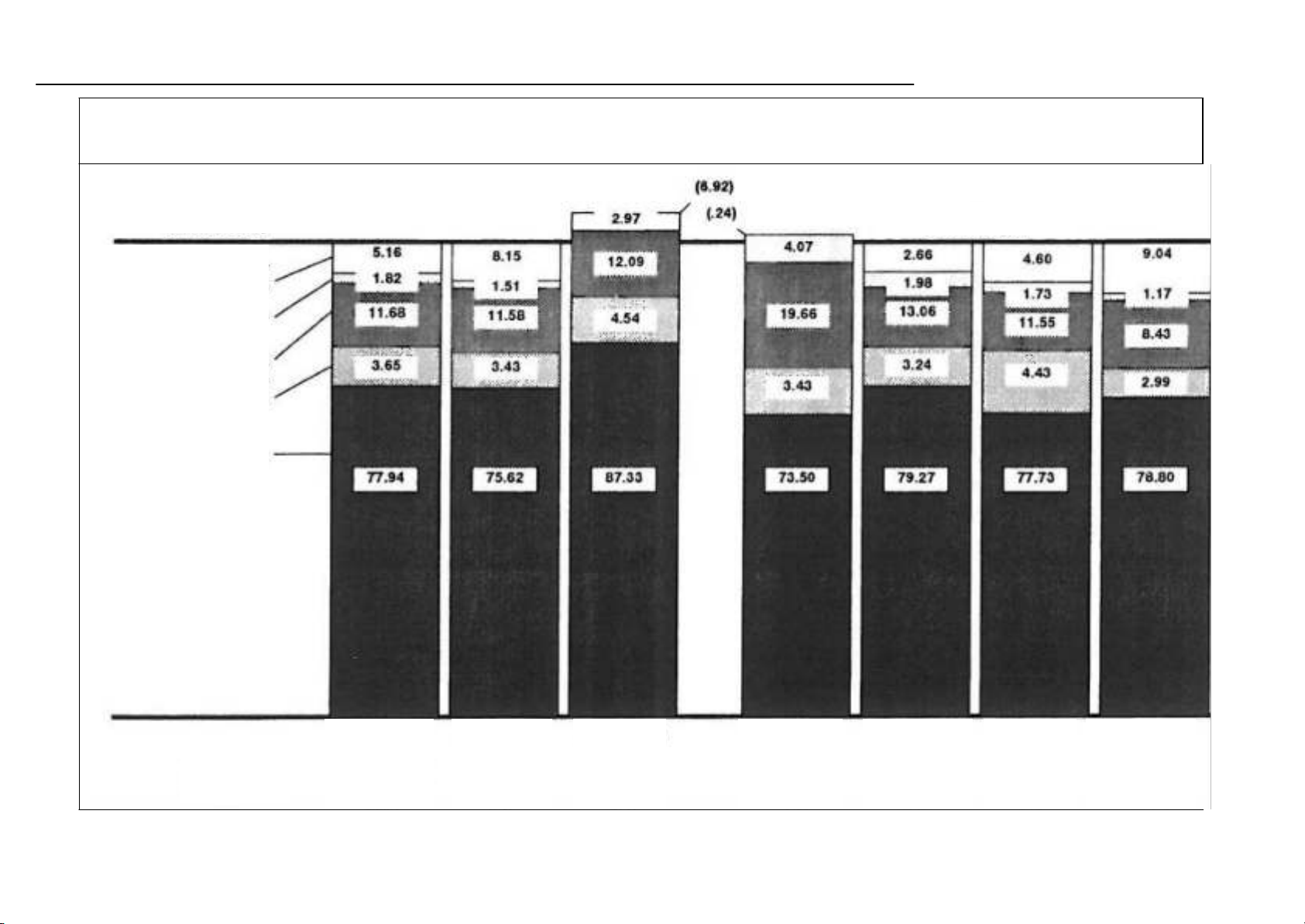
Phụ lục 2
Khảo sát
chi
phí hoạt động năm 1989
của Hiệp hội
tạo hình
kim loại
chính
xác – Chi
phí
và lợi
nhuận tính theo
%
doanh
thu
toàn hiệp
hội
năm
1988
Doanh thu…100% Mức doanh thu
Lợi nhuận sau thế
thu nhập
Các chi
phí
khác
Chi phí quản
lý
doanh nghiệp
Chi
phí bán
hàng
Chi phí sản xuất
hàng
hóa
Công ty
Tất cả
các công
ty
101
Các
công ty
có lãi
80
Các công
ty thua
lỗ
21
Dưới 2
triệu đô-
la
10
2 -4 triệu
đô-la
19
4-10
triệu
đô-la
40
Hơn 10
triệu đô-
la
32
Quản trị Hoạt động – Operation Management
5
101
Giá vốn hàng bán
Nguyên
vật liệu
24,13
17,82
40,34
34,25
33,64
36,74
35,57
33,26
34,88
89
Dịch vụ
(bên
ngoài)
16,83
89,89
7,91
8,24
8,38
7,65
7,79
8,46
8,26
101
Lực
l
ƣ
ợ
ng sản xuất
17,03
60,40
13,11
15,86
15,04
19,17
18,69
15,83
13,19
93
Giám
sát
&
văn phòng nhà
máy
5,01
78,49
3,43
4,05
3,86
4,78
5,10
3,93
3,27
96
Các chi
ph
í
khác
5,52
62,50
4,28
4,96
4,57
6,55
6,69
4,39
4,38
101
Ngu
ồn cung nhà
máy
0,68
5,94
1,75
2,17
2,15
2,26
2,40
2,21
1,88
100
Các
công trình hạ
tầng kỹ thuật
1,24
45,00
1,42
1,52
1,48
1,67
1,77
1,45
1,41
99
Bảo
dƣỡ
ng,
bảo
t
r
ì
1,17
44,44
1,36
1,46
1,44
1,55
1,41
1,48
1,48
101
Chi
phí
t
huê
4,04
91,09
1,43
2,01
1,91
2,42
2,41
2,05
1,54
55
Chi
phí thuê thiế
t b
ị
0,00
0,00
0,22
0,52
0,64
0,19
0,17
0,83
0,22
91
76
Chi phí chuyển hàng – không
bao
g
ồm
chi
ph
í
l
a
o
động
Chi
phí hỗ
n h
ợp nhà
máy
0,39
0,72
14,29
56,58
0,72
1,07
1,02
1,38
0,97
1,36
1,19
1,48
1,23
1,16
1,18
1,68
0,49
0,99
101
Khấu hao
4,05
83,17
2,97
2,76
2,44
4,08
3,54
2,44
2,64
101
Tổng
80,81
59,41
78,80
77,94
75,62
87,33
85,59
76,70
72,97
80
Chi phí bán hàng
L
ƣơn
g
nhân
viên
bán
hàng
2,31
62,50
1,48
2,11
1,88
3,06
2,88
2,22
1,12
58
Chi
phí bán hàng
khác
0,73
89,66
0,24
0,33
0,32
0,36
0,37
0,37
0,22
89
Qu
ảng
cáo
0,65
91,01
0,18
0,28
0,31
0,16
0,16
0,39
0,19
94
Chi
phí bán hàng hỗ
n
hợp
1,91
62,77
1,32
1,62
1,59
1,72
1,70
1,69
1,41
100
Tổng cộng
5,59
83,00
2,99
3,65
3,43
4,54
4,33
3,80
3,69
Chi phí quản lý doanh nghiệp
Phụ lục 3
Thành viên số: 157-E Khảo sát chi phí hoạt động năm 1989 Hiệp hội tạo hình kim loại chính
xác (Dựa trên dữ liệu thu thập vào 12/1989)
Số
doanh nghiệp tham gia 32 101 81 20
Số nhân viên thực
hiện 160 5763 9501 7772 1729
Dữ liệu in từ máy tính
toàn hiệp hội
Số doanh
nghiệp
báo cáo
Doanh
% doanh
nghiệp có
Doanh thu
trung bình
Tất cả
doanh
nghiệp
Trung bình các
doanh
nghiệp
Chi phí trung bình của các
doanh nghiệp có lợi nhuận
cao và thấp
chi phí
này Danh mục chi
phí
nghiệp
của bạn chi phí
thấp hơn > $10
triệu -Trung
bình- -Có lãi- -Thua lỗ- Thấp
25% Trung
bình 50% Cao
25%
![Đề cương Quản trị vận hành [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/16651778818005.jpg)











![Case study 7 bước tiếp cận: Tài liệu [mô tả/định tính]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260526/vispacex_27/135x160/6471779797448.jpg)









![Tài liệu tham khảo Quản trị sản xuất [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/4161778813944.jpg)
![200 câu hỏi trắc nghiệm môn Quản trị chiến lược [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/hoacattuong2026/135x160/65371778813945.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)