
M C L CỤ Ụ
Đ m cề ụ trang
Bài 1: Dao bào xén – mài dao bào 3
Bài 2: Các lo i dao phay m t ph ng b cạ ặ ẳ ậ 5
Bài 3: Phay, bào m t ph ng b cặ ẳ ậ 8
P a g e | 1

CH NG TRÌNH MÔ-ĐUN ĐÀO T OƯƠ Ạ
PHAY BÀO M T PH NG B CẶ Ẳ Ậ
Mã s c a mô-đun: MĐ 1ố ủ 9
Th i gian c a mô-đun: ờ ủ 30 gi .ờ(LT: 3 gi ; TH: 24 gi ; KT: 3 gi )ờ ờ ờ
I. V TRÍ, TÍNH CH T MÔ-ĐUNỊ Ấ
- V trí:ị
+ Mô-đun phay bào m t ph ng b c đc b trí sau khi sinh viên đã h c xongặ ẳ ậ ượ ố ọ
MĐ18.
- Tính ch t:ấ
+ Là mô-đun chuyên môn ngh thu c các môn h c, mô đun đào t o ngh b tề ộ ọ ạ ề ắ
bu c.ộ
+ Là mô-đun tiên quy t đ có th h c ti p các mô-đun sau. ế ể ể ọ ế
II. M C TIÊU MÔ-ĐUNỤ:
- Trình bày đc các các thông s hình h c c a dao bào xén.ượ ố ọ ủ
- Trình bày đc các các thông s hình h c c a dao phay m t ph ng b c.ượ ố ọ ủ ặ ẳ ậ
- Nh n d ng đc các b m t, l i c t, thông s hình h c c a dao bào, daoậ ạ ượ ề ặ ưỡ ắ ố ọ ủ
phay m t ph ng b c.ặ ẳ ậ
- Mài đc dao bào xén đt đ nhám Ra1.25, l i c t th ng, đúng góc đ, đúngượ ạ ộ ưỡ ắ ẳ ộ
yêu c u k thu t, đúng th i gian qui đnh, đm b o an toàn tuy t đi cho ng i vàầ ỹ ậ ờ ị ả ả ệ ố ườ
máy.
- Trình bày đc yêu c u k thu t khi phay, bào m t ph ng b c.ượ ầ ỹ ậ ặ ẳ ậ
- V n hành thành th o máy phay, bào đ gia công m t ph ng b c đúng qui trìnhậ ạ ể ặ ẳ ậ
qui ph m, đt c p chính xác 8-10, đ nhám c p 4-5, đt yêu c u k thu t, đúng th iạ ạ ấ ộ ấ ạ ầ ỹ ậ ờ
gian qui đnh, đm b o an toàn cho ng i và máy.ị ả ả ườ
- Gi i thích đc các d ng sai h ng, nguyên nhân và cách kh c ph c.ả ượ ạ ỏ ắ ụ
- Rèn luy n tính k lu t, kiên trì, c n th n, nghiêm túc, ch đng và tích c cệ ỷ ậ ẩ ậ ủ ộ ự
sáng t o trong h c t p.ạ ọ ậ
P a g e | 2

Bài 1: Dao bào xén – mài dao bào xén
* M c tiêu: ụ
+ Trình bày đc các y u t c b n dao bào, đc đi m c a các l i c t, cácượ ế ố ơ ả ặ ể ủ ưỡ ắ
thông s hình h c c a dao bào.ố ọ ủ
+ Nh n d ng đc các b m t, l i c t, thông s hình h c c a dao bào.ậ ạ ượ ề ặ ưỡ ắ ố ọ ủ
+ Mài đc dao bào m t ph ng đt đ nhám Ra1.25, l i c t th ng, đúng gócượ ặ ẳ ạ ộ ưỡ ắ ẳ
đ, đúng yêu c u k thu t, đúng th i gian qui đnh, đm b o an toàn tuy t đi choộ ầ ỹ ậ ờ ị ả ả ệ ố
ng i và máy.ườ
+ Rèn luy n tính k lu t, kiên trì, c n th n, nghiêm túc, ch đng và tích c cệ ỷ ậ ẩ ậ ủ ộ ự
sáng t o trong h c t p.ạ ọ ậ
* Công tác chu n b :ẩ ị Máy mài, Bút th đi n, clê, m l t, d ng ki m, th c góc, Dao ử ệ ỏ ế ưỡ ể ướ
bào xén, đá mài.
* N i dung c a bàiộ ủ
1. Quy trình th c hi n:ự ệ
B NG QUI TRÌNH TH C HI NẢ Ự Ệ
Mài dao bào xén
P a g e | 3

P a g e | 4
TT NÔI DUNG D NGỤ
CỤYÊU C UẦ
1 B C 1ƯỚ
Ki m tra ngu n đi nể ồ ệ đá màiBút th ử
đi nệ
- Xác đnh tình tr ng đi n trên ị ạ ệ
máy không b h , đm b o an ị ở ả ả
toàn.
2 B C 2ƯỚ
Ki m tra ểđá mài và h th ngệ ố
bao che
- Clê, m ỏ
l tế
- Xác đnh tình tr ng đá không b ị ạ ị
n t, không b đo.ứ ị ả
- Khoá ch t các v trí không ặ ị
chuy n đng, đi u ch nh khe h ể ộ ề ỉ ở
gi a đá mài v i b t ≤3mm.ữ ớ ệ ỳ
- Tra d u, m vào các b ph n ầ ỡ ộ ậ
chuy n đngể ộ
3 B C 3ƯỚ
V n hành ậmáy không t iả. - Cho máy ch y th ki m tra tìnhạ ử ể
tr ng máy ho t đng.ạ ạ ộ
4 B C 4ƯỚ
Mài m t sau chínhặ
- Khi mài dao đc đi u ch nhượ ề ỉ
lên xu ng sao cho mũi dao ố ở
ngang tâm máy mài ho c cao ặ
h n không quá 10 mm. Trong ơ
quá trình mài, dao đc n ượ ấ
nh vào đá và đng th i d ch ẹ ồ ờ ị
chuy n d c theo m t làm vi cể ọ ặ ệ
c a đá đ đá đ mòn đu và ủ ể ể ề
m t mài đc ph ng và láng.ặ ượ ẳ
5 B C 5ƯỚ
Mài m t sau phặ ụ
- Thao tác c n th n, nh nhành, ẩ ậ ẹ
chính xác
6 B C 6ƯỚ
Mài m t thoátặ
- Thao tác c n th n, nh nhành, ẩ ậ ẹ
chính xác
7 B C 7ƯỚ
Mài mũi dao
- Thao tác c n th n, nh nhành, ẩ ậ ẹ
chính xác
8 B C 8ƯỚ
Ki m tra.ể
D ng,ưỡ
th c gócướ - Ki m tra b ng d ng c m ể ằ ưỡ ầ
tay, d ng chuyên dùng hay ưỡ
th c đo góc v n năng.ướ ạ
Bài 2: Các lo i dao phay m t ph ngạ ặ ẳ
* M c tiêu:ụ
+ Trình bày đc các y u t c b n dao phay m t ph ng, đc đi m c a cácượ ế ố ơ ả ặ ẳ ặ ể ủ
l i c t, các thông s hình h c c a dao phay m t ph ng và công d ng c a t ng lo iưỡ ắ ố ọ ủ ặ ẳ ụ ủ ừ ạ
dao phay m t ph ngặ ẳ
+ Nh n d ng đc các b m t, l i c t, thông s hình h c c a dao phay.ậ ạ ượ ề ặ ưỡ ắ ố ọ ủ
+ Phân lo i đc các d ng dao phay m t ph ngạ ượ ạ ặ ẳ
+ Mài đc dao bào m t ph ng đt đ nhám Ra1.25, l i c t th ng, đúng gócượ ặ ẳ ạ ộ ưỡ ắ ẳ
đ, đúng yêu c u k thu t, đúng th i gian qui đnh, đm b o an toàn tuy t đi choộ ầ ỹ ậ ờ ị ả ả ệ ố
ng i và máy.ườ
+ Rèn luy n tính k lu t, kiên trì, c n th n, nghiêm túc, ch đng và tích c cệ ỷ ậ ẩ ậ ủ ộ ự
sáng t o trong h c t p.ạ ọ ậ
* N i dung c a bàiộ ủ
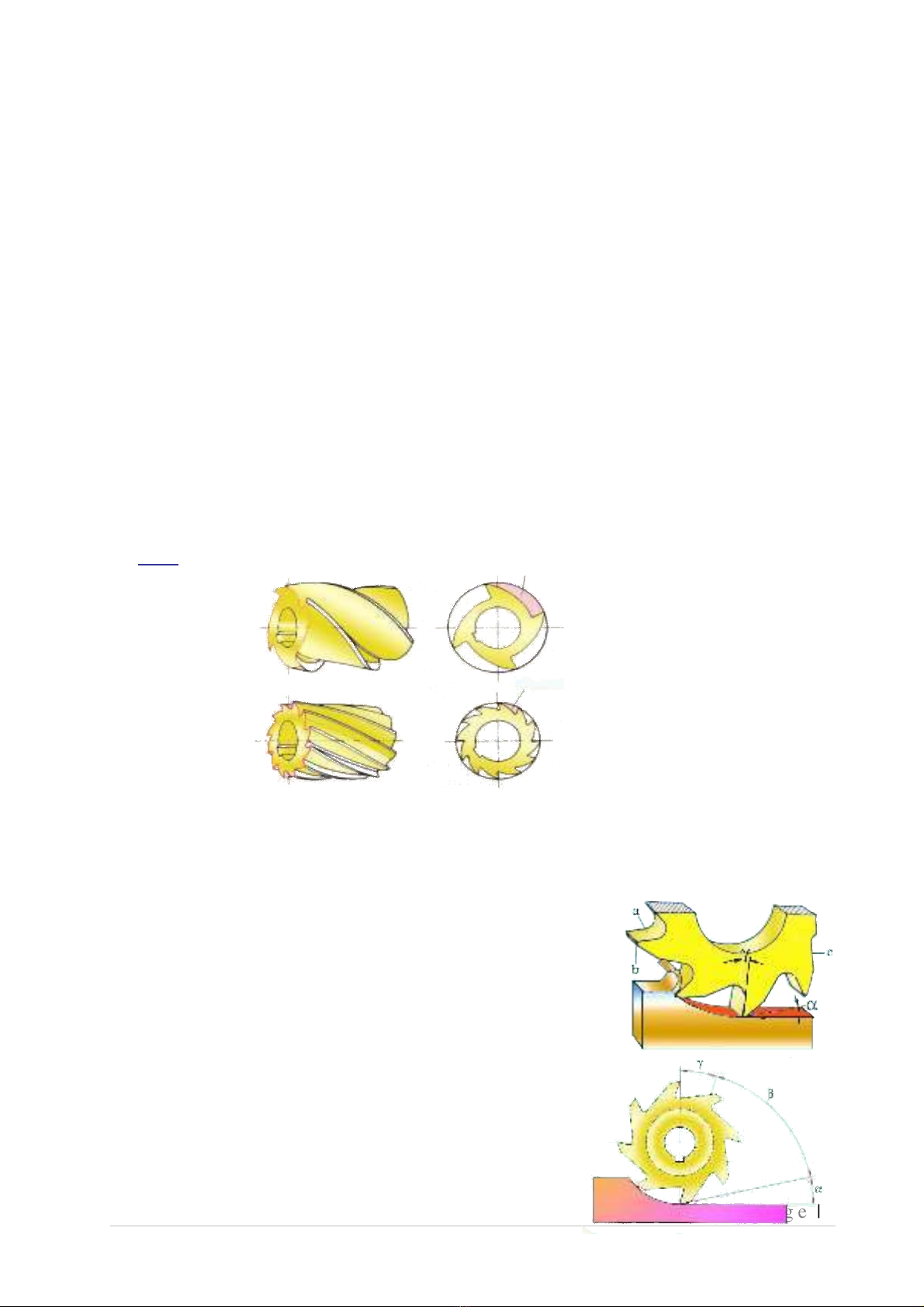
1. Dao phay trụ
1.1. Các lo i dao phay trạ ụ
- Dao phay tr răng th ngụ ẳ
- Dao phay tr răng xo nụ ắ
- Dao phay tr t h p ụ ổ ợ
- Dao phay tr răng th a và răng nh t ụ ư ặ
1.2. C u t o dao phay trấ ạ ụ
a : M t tr c c a răngặ ướ ủ
b : M t sau c a răngặ ủ
c : M t l ng c a răngặ ư ủ
1.3. Các góc đ c b n c a dao phay trộ ơ ả ủ ụ
: Góc sau
: Góc s cắ
: Góc tr cướ
l : Góc xo n c a dao phay có răng xo nắ ủ ắ
* dao phay tr không có các góc phở ụ ụ
P a g e | 5



![Giáo trình Thực hành tiện 2 (Nghề Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260423/franzbeckenbauer08/135x160/59101777343646.jpg)
![Giáo trình Thực hành phay 1 (Nghề: Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II [Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260423/franzbeckenbauer08/135x160/59361777343647.jpg)




![Giáo trình Thực hành phay 2 (Nghề Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260423/franzbeckenbauer08/135x160/25671777343654.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)