Số hiệu: BM2/QT-PĐT-RĐTV/02 Lần soát xét: 02 Ngày hiệu lực: 15/5/2020 Trang: 1/7
TRƯỜNG ĐH SƯ PHẠM KỸ THUẬT TPHCM
KHOA CƠ KHÍ CHẾ TẠO MÁY
BỘ MÔN HÀN VÀ CÔNG NGHỆ KIM LOẠI
ĐỀ THI CUỐI HỌC KỲ I NĂM HỌC 2024-2025
Môn: CÔNG NGHỆ KIM LOẠI
Mã môn học: METE224230
Đề số/Mã đề: 24A2 Đề thi có 07 trang.
Thời gian: 75 phút.
Không được sử dụng tài liệu.
Chữ ký giám thị 1
Chữ ký giám thị 2
CB chấm thi thứ nhất
CB chấm thi thứ hai
Số câu đúng:
Số câu đúng:
Điểm và chữ ký
Điểm và chữ ký
Họ và tên: ...................................................................
Mã số SV: ...................................................................
Số TT: ....................... Phòng thi: ..............................
PHIẾU TRẢ LỜI
Hướng dẫn trả lời câu hỏi:
Chọn câu trả lời đúng: X Bỏ chọn: Chọn lại:
Câu hỏi
a
b
c
d
Câu hỏi
a
b
c
d
1.
15.
2.
16.
3.
17.
4.
18.
5.
19.
6.
20.
7.
21.
Sinh viên làm trực tiếp trên đề
8.
22.
9.
23.
10.
24.
11.
25.
12.
26.
13.
27.
14.
28.
Ghi chú: trắc nghiệm 0.2 điểm câu, tự luận 0.5 điểm/ câu, câu 24: 2 điểm, câu 25: 1 điểm
CÂU HỎI
1. 1. Đốt cháy mẫu, 2. Dỡ khuôn, 3.Đúc, 4.Làm sạch, 5.Tách chi tiết đúc, 6.Tạo
cụm mẫu, 7.Tạo mẫu, 8. Tạo khuôn nguyên liệu chịu lửa.
Qui trình công nghệ đúc trong khuôn mẫu chảy theo thứ tự là:
a. 1,2,3,4,5,6,7,8. b. 7,6,8,1,3,2,5,4.
c. 7,6,8,3,1,5,2,4. d. 7,6,8,3,1,2,5,4.
2. Lõm co luôn nằm ở:

Số hiệu: BM2/QT-PĐT-RĐTV/02 Lần soát xét: 02 Ngày hiệu lực: 15/5/2020 Trang: 2/7
a. Phía dưới vật đúc. b. Phía trên cùng vật đúc. c. Ở giữa vật đúc d. Tùy vật đúc
3. Những nhân tố chính ảnh hưởng đến chất lượng vật đúc:
a.Hợp kim đúc, loại khuôn đúc và phương pháp đúc.
b.Hợp kim đúc, nguyên liệu làm khuôn, quá trình rót kim loại, phương pháp đúc.
c.Hợp kim đúc, loại khuôn đúc, phương pháp đúc, công nghệ đúc.
d.Công nghệ đúc, phương pháp đúc, nguyên liệu làm khuôn. Nhiệt độ nấu kim,loại
4. Những vật đúc có lõi, nên bố trí sao cho vị trí của lõi là:
a.Thẳng đứng b.Nằm ngang c.Nằm nghiêng góc 450 d. Nằm nghiêng góc 300
5. Lượng dư gia công cắt gọt là:
a.Là phần hệ thống rót sau khi phá khuôn.
b.Là phần kim loại dư sau khi rót vào khuôn.
c.Thành phần xác định độ chính xác về kích thước và độ bóng bề mặt của vật đúc.
d.Là phần kim loại dôi ra trên vật đúc để khi cắt bỏ sẽ có độ chính xác kích thước
và độ bóng bề mặt.
6. Trên các vật đúc nhỏ và vừa, các bậc có gia công trên chi tiết được tạo nên
ngay từ khi đúc là:
a.Bậc dày > 25mm, rãnh sâu < 6mm b. Bậc dày > 25mm, rãnh sâu > 6mm
c.Bậc dày > 6mm, rãnh sâu > 25mm. d. Bậc dày < 6mm, rãnh sâu < 25mm.
7. Cho D: diện tích của vật đúc. H: chiều cao của vật đúc. Có thể thay lõi bằng
phần nhô của khuôn dưới khi:
a.D/H ≥ 0,85 b.D/H ≥ 1 c.D/H ≥ 1,85 d.D/H ≥ 2,85
8. Để bảo đảm độ chính xác của khuôn đúc, ta dùng phương pháp:
a.Dùng kim loại thay lõi. b.Dùng hợp kim làm lõi vật đúc.
c.Dùng ụ cát thay lõi. d.Tất cả đều sai.
9. Trên vật đúc nếu lỗ hổng rất nhỏ và tập trung gọi là:
a.Rỗ co b.Lõm co c. Xốp co d.Tất cả đều sai
10. Nguyên nhân gây nên thiên tích:
a.Do quá trình kết tinh đồng đều của kim loại.
b.Do quá trình kết tinh không đồng đều nhưng cùng hướng của kim loại.
c.Do quá trình kết tinh không đồng đều và khác hướng của kim loại.
d.Do quá trình kết tinh chậm của kim loại sau khi rót vào khuôn.
11. Khuôn đúc và lõi thường phải sấy khô để:
a. Tăng độ bền và tăng khả năng thông khí.
b. Tăng độ bền và giảm ứng suất.
c.Giảm ma sát và giảm khả năng thông khí.
d.Tăng độ dẻo và giảm độ ẩm
12. Khuynh hướng kết tinh của kim loại lỏng:
a.Từ ngoài vào trong, từ trên xuống dưới. b.Từ ngoài vào trong, từ dưới lên trên.
c.Tùy vào kim loại sử dụng làm vật đúc. d.Tất cả đều đúng.
13. Đậu hơi có tác dụng:
a.Vật đúc không bị lõm co. b.Hạn chế rỗ khí trên vật đúc.
c.Dễ thoát khuôn. d.Để khí trong lòng khuôn thoát ra.
14. Gia công áp lực còn được gọi là gia công
Số hiệu: BM2/QT-PĐT-RĐTV/02 Lần soát xét: 02 Ngày hiệu lực: 15/5/2020 Trang: 3/7
a. Cắt gọt b. Gia công không phoi c. Gia công tinh d. Gia công nóng
15. Nếu cùng vật liệu là thép Carbon thấp, cùng hình dạng kích thước thì chi tiết
được tạo phôi bằng phương pháp gia công áp lực sẽ như thế nào so với phương
pháp tạo phôi bằng đúc
a. Tương tự như nhau b. Bền hơn c. Kém bền hơn d. Tùy chi tiết
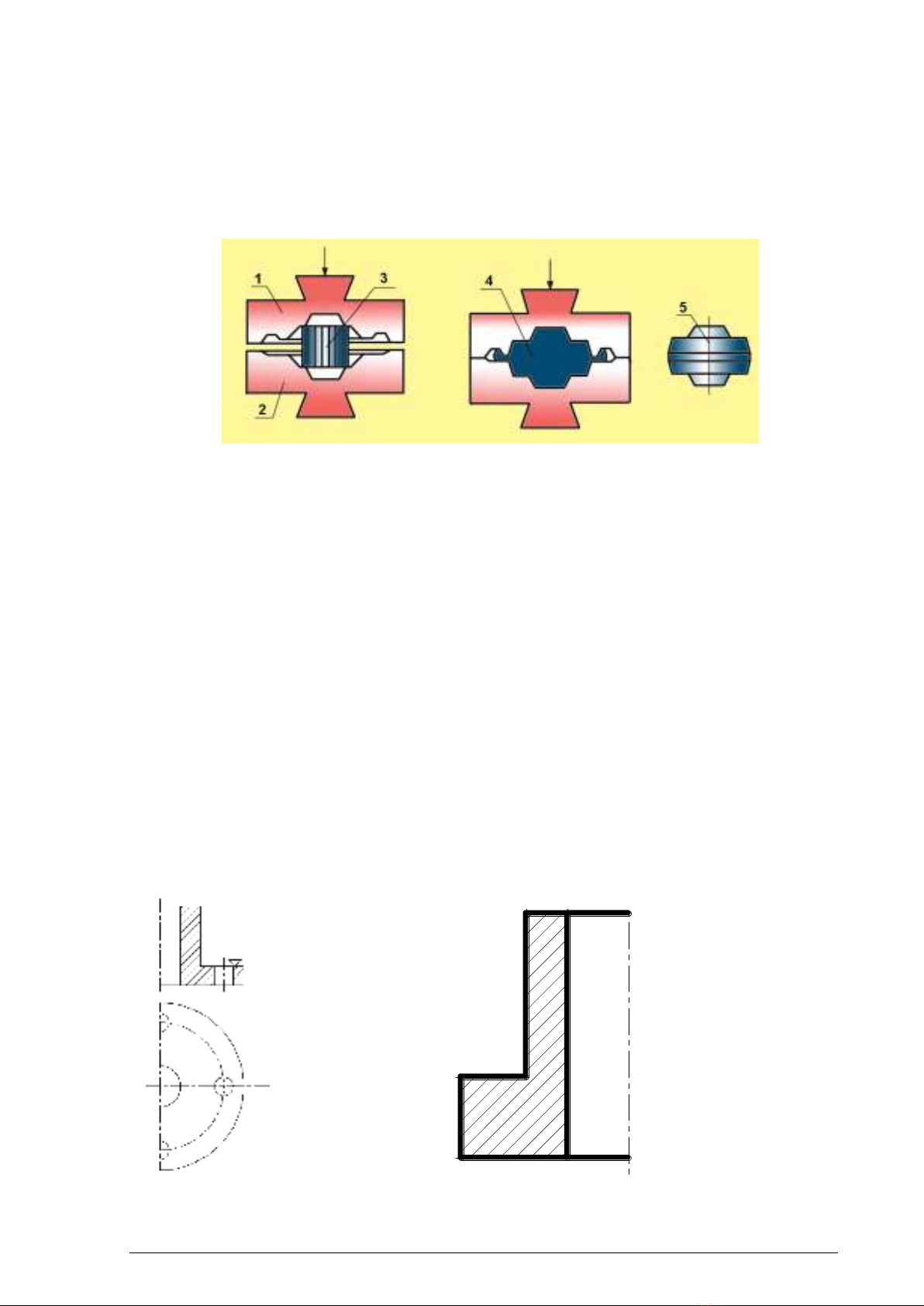
16. Đây là nguyên lý của phương pháp nào
a. Đúc b. Cán c. Rèn khuôn d. Rèn tự do
17. Lõi khi đúc dùng để tạo ra:
a. Phần bên ngoài của chi tiết b. Phần bên trong của chi tiết
c. Tạo cả trong lẫn ngoài d. Tạo ra phần lỗ hoặc rỗng của chi tiết
18. Kích thước vật đúc bằng:
a.Kích thước chi tiết máy + lượng dư gia công + độ co kim loại.
b.Kích thước chi tiết máy + lượng dư gia công - dung sai đúc - độ co kim loại.
c.Kích thước chi tiết máy - lượng dư gia công + độ co kim loại + kích thước lõi.
d. Kích thước chi tiết máy + lượng dư gia công + dung sai đúc.
19. Kích thước mẫu đúc bằng:
a.Kích thước chi tiết máy + lượng dư gia công + độ co kim loại.
b.Kích thước vật đúc + lượng dư gia công - dung sai đúc - độ co kim loại.
c.Kích thước vật đúc – độ co kim loại
d.Kích thước chi tiết máy - lượng dư gia công + dung sai đúc.
20. Công thức Ih= (β+α.dq).dq dùng để tính cường độ dòng điện hàn khi:
a.Hàn hồ quang tay b.Hàn tự động dưới lớp thuốc
c.Hàn bán tự động d.Hàn điện tiếp xúc giáp mối
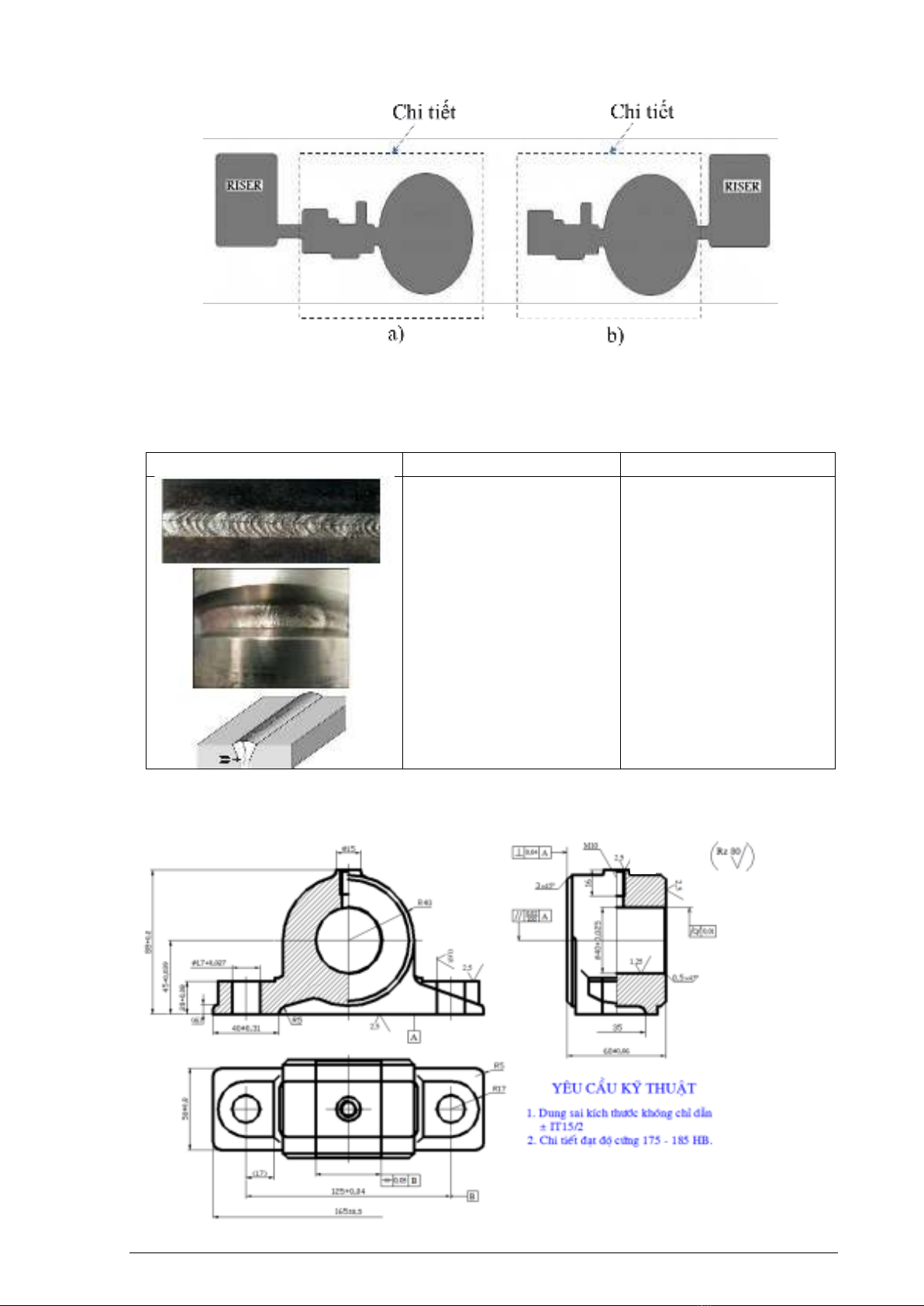
21. Chỉ ra kết cấu đúc chưa hợp lý và vẽ lại kết cấu hợp lý hơn ở hình sau (vẽ
trực tiếp trên hình):
22. Riser là gì? Riser bố trí như hình nào là hợp lý? Vì sao
Số hiệu: BM2/QT-PĐT-RĐTV/02 Lần soát xét: 02 Ngày hiệu lực: 15/5/2020 Trang: 4/7
…………………………………………………………………………………………
…………………………………………………………………………………………
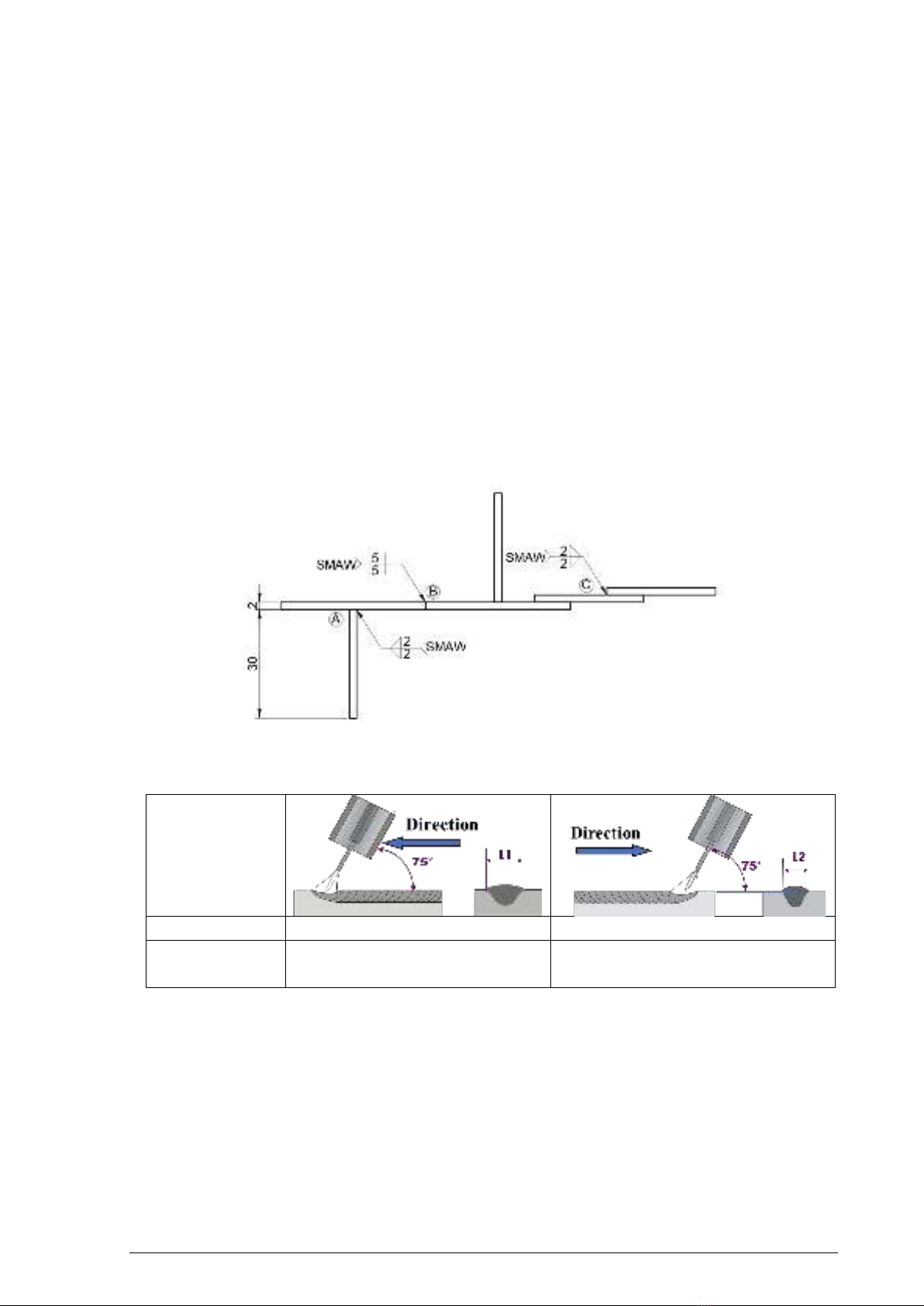
23. Chỉ ra nguyên nhân lỗi trong quá trình hàn và giải pháp để khắc phục
Hình ảnh lỗi
Nguyên nhân
Giải pháp
24. Cho các chi tiết như hình vẽ, lượng dư gia công mặt trên 4mm, mặt dưới, mặt
bên 3mm. Dung sai đúc :1.5, Góc thoát khuôn 10, Loại hình sản xuất: hàng khối.
Vẽ bản vẽ khuôn Đúc cát (vẽ trực tiếp lên bản vẽ cho sẵn), biết vật liệu GX 15-32.
Số hiệu: BM2/QT-PĐT-RĐTV/02 Lần soát xét: 02 Ngày hiệu lực: 15/5/2020 Trang: 5/7
25. Cho bản vẽ hàn như hình vẽ với chi tiết được gá cố định, biết vật liệu là thép
carbon thấp (với β =20, α =6). Gọi tên mối hàn A, B, C. Xác định vị trí mối hàn
A, B. C. Tính cường độ dòng điện hàn cho mối hàn B.
Mối hàn A:……………………………………………………………………………
Mối hàn B:……………………………………………………………………………
Mối hàn C:……………………………………………………………………………
Vị trí mối hàn A: …………………………………………………………………….
Vị trí mối hàn B: …………………………………………………………………….
Vị trí mối hàn C: …………………………………………………………………….
Cường độ dòng điện cho mối hàn B là:…..……………………………………………
…………………………………………………………………………………………
…………………………………………………………………………………………
26. Chỉ ra hướng hàn (kéo/ đẩy) và ứng dụng của hướng hàn cho hình sau:
Hình ảnh
Hướng hàn
Ứng dụng
27. Chỉ ra cấu tạo của kim loại vật đúc ở hình sau







![Đề thi Công nghệ kim loại cuối học kì 2 năm 2018-2019 có đáp án [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250403/laphongtrang0906/135x160/1251743653121.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)