1
BỘ GIÁO DỤC VÀ ĐÀO TẠO
ĐẠI HỌC ĐÀ NẴNG
PHẠM HỒNG CÔNG
NGHIÊN CỨU ĐIỀU KHIỂN TAY MÁY
DÙNG KỸ THUẬT XỬ LÝ ẢNH
Chuyên ngành : TỰ ĐỘNG HÓA
Mã số : 60.52.60
TÓM TẮT LUẬN VĂN THẠC SĨ KỸ THUẬT
Đà Nẵng - Năm 2010
2
Công trình ñược hoàn thành tại
ĐẠI HỌC ĐÀ NẴNG
Người hướng dẫn khoa học: TS. PHAN VĂN HIỀN
Phản biện 1: PGS.TS. Nguyễn Hồng Anh
Phản biện 2: TS. Lê Tấn Duy
Luận văn sẽ ñược bảo vệ tại Hội ñồng chấm Luận văn tốt
nghiệp thạc sĩ kỹ thuật họp tại Đại học Đà Nẵng vào ngày 24
tháng 07 năm 2010
Có thể tìm hiểu luận văn tại:
- Trung tâm Thông tin – Học liệu, Đại học Đà Nẵng
- Trung tâm Học liệu, Đại học Đà Nẵng

3
MỞ ĐẦU
1. Tính cấp thiết của ñề tài
Trong thời ñại ngày nay, ngành công nghiệp ñóng vai trò quan
trọng trong nền kinh tế. Từ những ngành như sản xuất, chế biến
lương thực thực phẩm, nước uống cho ñến các ngành công nghệ chế
tạo máy, công nghệ chế tạo ôtô, các ngành công nghệ cao v.v…Tất
cả những ngành ñó có ñược hiệu quả kinh tế cao không ít nhờ vào
các hệ thống sản xuất tự ñộng, những Robot tự ñộng, những tay máy
công nghiệp, chúng ñã thay thế sức lao ñộng con người một cách
hiệu quả nhất. Robot ñược sử dụng rộng rãi từ những nơi mà môi
trường có tính ñộc hại, nguy hiểm, ñộ chính xác cao…trong công
nghiệp cho ñến các công việc hằng ngày. Do vậy Robot có tầm quan
trọng rất lớn và là một trong những lĩnh vực nghiên cứu hàng ñầu
trong thời ñại ngày nay.
Qua thời gian học tập và nghiên cứu chương trình thạc sỹ tự
ñộng hóa tại Đại học Đà Nẵng, ta thấy lĩnh vực nghiên cứu về robot
là một lĩnh vực khá mới mẻ; ñặc biệt là những Robot tự ñộng, những
tay máy công nghiệp. Vì vậy chúng tôi ñã quyết ñịnh chọn ñề tài
“Nghiên cứu ñiều khiển tay máy dùng kỹ thuật xử lý ảnh” mà cụ
thể là xử lý ảnh hình tròn, ñể nghiên cứu trong luận văn. Thông qua
luận văn chúng tôi sẽ khảo sát, nghiên cứu và ñiều khiển tay máy 3
bậc tự do RRP ñể gắp vật cố ñịnh trên mặt phẳng nhờ sự trợ giúp bởi
Camera xác ñịnh tọa ñộ vật.
2. Mục ñích nghiên cứu
- Nghiên cứu hai Toolbox trong MATLAB:
Image Processing Toolbox cho việc xử lý ảnh
OPC Toolbox cho việc kết nối PLC.
- Nghiên cứu ñiều khiển tay máy 3 bậc tự do RRP.
4
- Nghiên cứu dùng máy tính ñể xử lý ảnh (cụ thể là xử lý hình tròn)
và ñiều khiển tay máy thông qua PLC.
- Phân tích ñánh giá kết quả ñạt ñược qua thi công.
Với sự trình bày và phân tích các vấn ñề nêu trên, chúng tôi ñặt tên
cho ñề tài là:
“Nghiên cứu ñiều khiển tay máy dùng kỹ thuật xử lý ảnh”
3. Đối tượng và phạm vi nghiên cứu
- Nghiên cứu ñiều khiển tay máy 3 bậc tự do RRP.
- Nghiên cứu phương pháp dùng máy tính ñể xử lý ảnh (cụ thể là xử lý
hình tròn) và ñiều khiển tay máy thông qua PLC bằng phần mềm
MATLAB.
-
Phân tích ñánh giá kết quả ñạt ñược qua thi công tay máy RRP.
- Nghiên cứu hai Toolbox trong MATLAB cần thiết là: Image
Processing Toolbox cho việc xử lý ảnh và OPC Toolbox cho việc
kết nối PLC.
4. Phương pháp nghiên cứu
- Nghiên cứu thiết kế màn hình giám sát và ñiều khiển trên máy
tính bằng phần mềm MATLAB ñể thực hiện.
- Nghiên cứu và ñiều khiển tay máy 3 bậc tự do ñể gắp vật cố ñịnh trên
mặt phẳng nhờ sự trợ giúp bởi Camera xác ñịnh tọa ñộ vật.
- Sử dụng phương pháp lý thuyết ñể ñọc và nghiên cứu tài liệu.
- Thiết kế giao diện ñiều khiển quá trình hoạt ñộng của tay máy
trên phần mềm Matlab.
- Dùng phương pháp thực nghiệm, lập trình mô phỏng và thi công.
- Thực hiện trên phần cứng là tay máy 3 bậc tự do RRP.
- Đánh giá kết quả và ñề xuất hướng phát triển của ñề tài.
5. Ý nghĩa khoa học và thực tiễn của ñề tài
- Việc xử lý ảnh và ñiều khiển tay máy 3 bậc tự do RRP ñể ñưa vào ứng
dụng thực tế là rất cần thiết trong các ngành công nghiệp hiện nay.

5
- Vì vậy, trong luận văn này ta ñiều khiển ñược cho tay máy 3 bậc tự
do RRP. Trên cơ sở ñó, ta nghiên cứu một số luật ñiều khiển cho tay
máy 3 bậc tự do RRP trong môi trường làm việc của nó
.
- Tất cả các vấn ñề ñược ñề cập trong cuốn luận văn ñều góp phần vào
việc nghiên cứu, xây dựng và phát triển tay máy. Tạo tiền ñề cho việc
nghiên cứu chế tạo tay máy, ñáp ứng ñược nhiều công dụng thiết thực
trong công tác nghiên cứu giảng dạy ở nước ta.
6. Cấu trúc luận văn
Ngoài chương mở ñầu, trong luận văn còn có các phần và
chương kế tiếp như sau:
MỞ ĐẦU
CHƯƠNG 1: CƠ SỞ LÝ THUYẾT
CHƯƠNG 2: THIẾT KẾ VÀ THI CÔNG PHẦN CỨNG
CHƯƠNG 3: XÂY DỰNG PHẦN MỀM
KẾT LUẬN VÀ KIẾN NGHỊ
PHỤ LỤC
Chương 1 - CƠ SỞ LÝ THUYẾT
1.1. Lý thuyết PLC S7-200
Lý thuyết PLC thì rất rộng nên trong chương này tôi chỉ trình
bày những khái niệm cơ bản và những phần lý thuyết liên quan PLC
S7-200 loại CPU 224 ñược sử dụng chủ yếu trong luận văn.
1.1.1. Giới thiệu PLC S7-200
Từ những năm 70 ñể ñáp ứng nhu cầu thực tế sản xuất, các
mạch ñiều khiển bằng relay, bộ ñịnh thời ñã không còn phù hợp, do
ñó bộ ñiều khiển logic khả trình (Programmable Logic Controller –
PLC) ra ñời. Các PLC ñời ñầu chỉ thực hiện các phép tính logic, tín
hiệu vào là tín hiệu rời rạc. Hiện nay PLC còn thực hiện ñược các
phép tính số học, logic và làm việc với tín hiệu vào là tín hiệu liên
tục. PLC S7-200 là một trong những PLC mạnh của hãng Siemens.
6
PLC S7-200 gồm các phần chính sau:
- Khối CPU.
- Khối nhớ RAM, ROM, EPROM, EEPROM.
- Khối vào – ra.
- Khối nguồn.
- Khối mở rộng.
1.1.2. Bộ nhớ PLC S7-200
Bộ nhớ của PLC thường có 3 vùng nhớ chính
1.1.2.1. Vùng nhớ chứa chương trình ứng dụng
1.1.2.2. Vùng nhớ chứa tham số
1.1.2.3. Vùng chứa các khối dữ liệu
1.1.3. Bộ ñiều rộng xung (PWM, PTO)
CPU S7-200 có 2 ngõ ra xung tốc ñộ cao Q0.0, Q0.1, dùng cho
việc ñiều rộng xung tốc ñộ cao trong các ứng dụng ñiều khiển thiết bị
bên ngoài như ñiều khiển tốc ñộ ñộng cơ, ñiều khiển nhiệt ñộ v.v...
1.1.3.1. Điều rộng xung 50% (PTO)
Để thực hiện việc phát xung tốc ñộ cao ở chế ñộ PTO trước hết
ta phải thực hiện các bước ñịnh dạng sau:
Reset ngõ xung tốc ñộ cao ở chu kì ñầu của chương trình.
Chọn loại ngõ ra phát xung tốc ñộ cao Q0.0 hay Q0.1.
1.1.3.2. Điều rộng xung theo tỉ lệ (PWM)
Để thực hiện việc phát xung tốc ñộ cao ở chế ñộ PWM trước
hết ta phải thực hiện các bước ñịnh dạng sau:
Reset ngõ xung tốc ñộ cao ở chu kì ñầu của chương trình.
Chọn loại ngõ ra phát xung tốc ñộ cao Q0.0 hay Q0.1.
1.1.4. Bộ ñếm xung tốc ñộ cao (High-Speed Counter)
7
Bộ ñếm xung tốc ñộ cao ñếm các sự kiện tốc ñộ cao không phụ
thuộc vào chu kì quét của CPU. Tần số ñếm cao nhất phụ thuộc vào
loại CPU. Khi ñếm bằng hai pha, cả hai xung clock ñều có thể hoạt
ñộng ở tốc ñộ cao nhất. Chúng có thể hoạt ñộng ở dạng nhân 1(1x)
hoặc nhân 4 (4x) khi ñếm hai pha.
1.1.4.1. Hoạt ñộng Reset
1.1.4.2. Các chế ñộ hoạt ñộng
Tùy từng loại ứng dụng mà ta có thể chọn nhiều chế ñộ ñọc xung tốc
ñộ cao khác nhau, có tất cả 12 chế ñộ ñọc xung tốc ñộ cao như sau:
* Chế ñộ 0,1,2:
Dùng ñếm 1 pha với hướng ñếm ñược xác ñịnh bởi Bit nội.
* Chế ñộ 3,4,5:
Dùng ñếm 1 pha với hướng ñếm ñược xác ñịnh bởi Bit ngoại,
tức là có thể chọn từ ngõ vào input.
* Chế ñộ 6,7,8:
Dùng ñếm 2 pha với 2 xung vào, 1 xung dùng ñể ñếm tăng và
một xung ñếm giảm.
* Chế ñộ 9,10,11:
Dùng ñể ñếm xung A/B của Encoder
1.2. Tổng quan về Robot
Trong phạm vi ñề tài này, tác giả tập trung vào việc nghiên cứu
ñiều khiển cánh tay máy RRP.
1.3. Khảo sát tay máy 3 bậc tự do RRP
1.3.1. Quy tắc Denavit – Hartenberg (D-H)
1.3.2. Thiết lập phương trình ñộng học của tay máy robot
8
a. Bước 1:
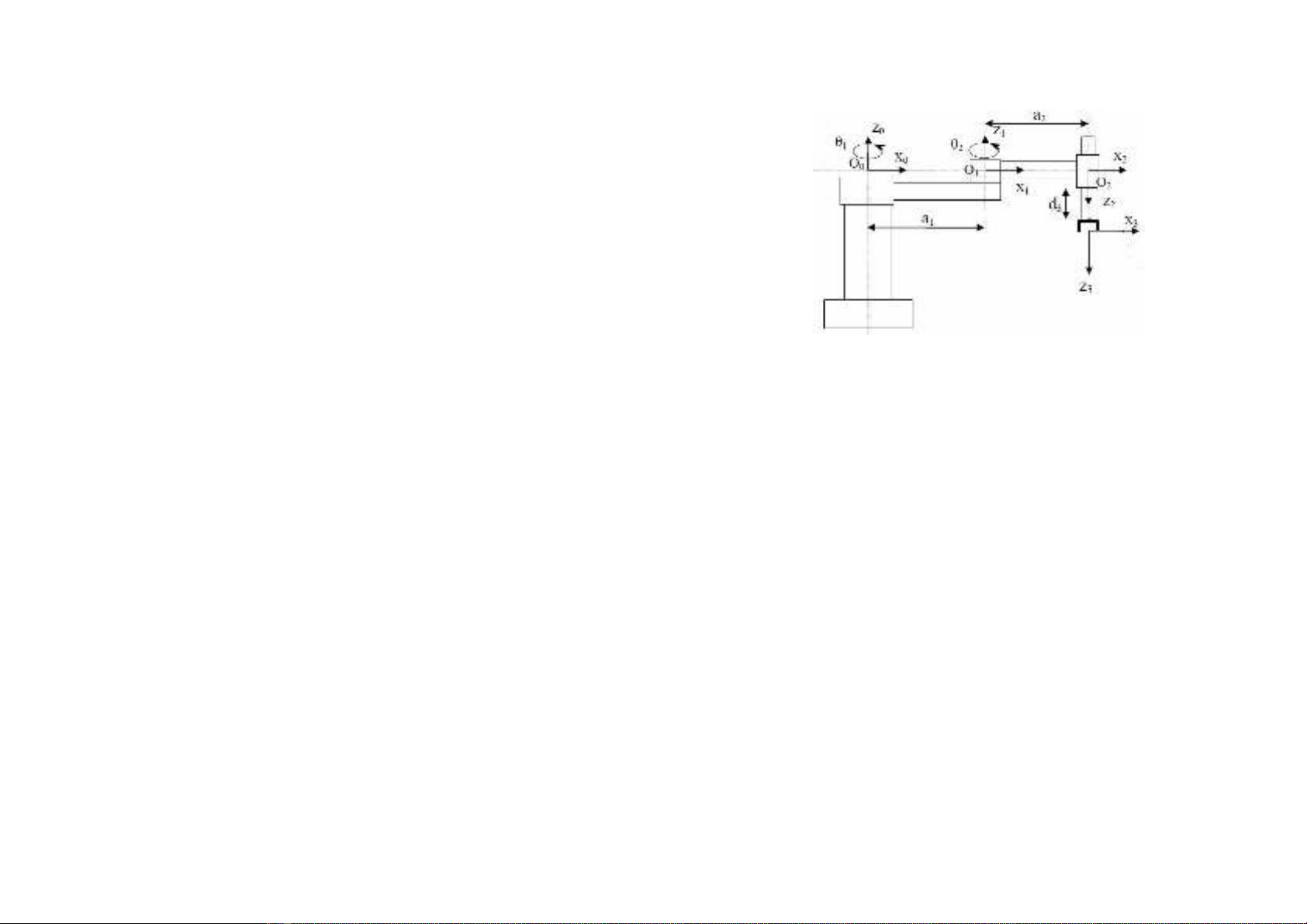
Hình 1.23: Mô hình cánh tay robot và các hệ trục tọa ñộ
Gắn hệ toạ ñộ lên các khâu:
- Đối với robot loại này các trục khớp ñều song song với
nhau, các hệ toạ ñộ ñặt tại các tâm trục khớp. Khâu thứ hai có O2 ñặt
tại tâm trục khớp ba và z2 hướng về phía các khâu như hình vẽ.
+ Khâu 1: Có O1 ñặt trên trục khớp thứ hai và có x1 hướng
từ trục khớp thứ hai ñến trục khớp thứ ba và z1 nằm trên trục khớp
thứ hai hướng từ dưới lên trên. Do ñó xác ñịnh ñược O1. Dựa vào
quy tắc bàn tay phải ta xác ñịnh ñược y1. Ta thấy z1 song song với z2
nên O2 tịnh tiến so với O1 trên x1 một ñoạn a2 (Trans(a2, 0,0)) và
xác ñịnh ñược y2 theo quy tắc bàn tay phải.
+ Từ O1 ta chon ñược O0 trên trục khớp một và z0 nằm trên trục khớp
một hướng từ dưới lên trên. O1 chính là O0 tịnh tiến ñi một ñoạn a1 theo
trục x0 (Trans(a1,0,0)) và y0 chọn theo quy tắc bàn tay phải.
+ Chọn O3: nằm trên tâm của trục khớp ba trùng với trục khớp thứ
hai và có z3 cùng chiều với z2. Do ñó O3 chính là O2 tịnh tiến ñi một
ñoạn d3 (Trans(0,0,d3)).
Như vậy, việc gắn hệ toạ ñộ lên các khâu của robot ñã hoàn thành.
9
n
θ
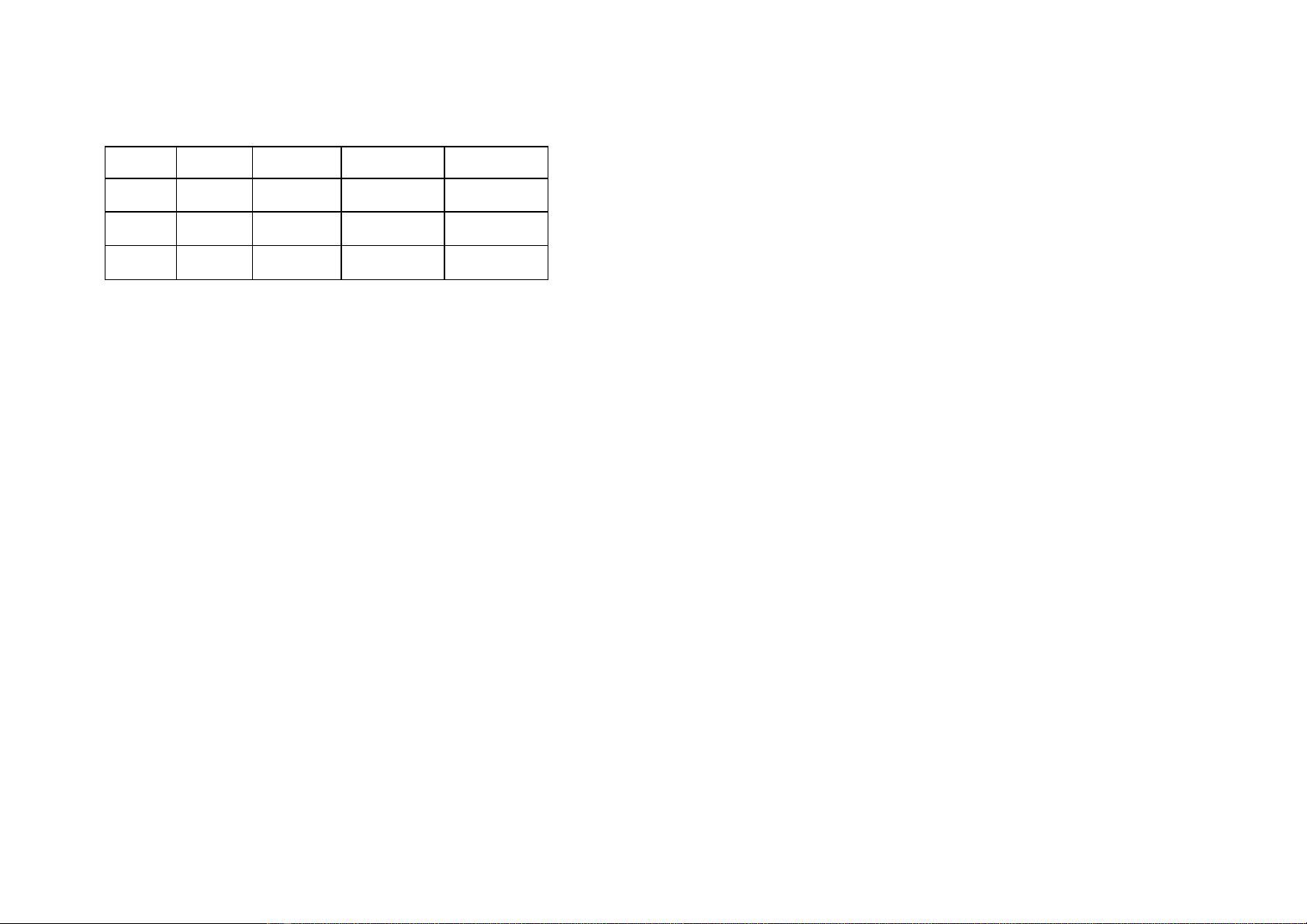
b. Bước 2:
Lập bảng thông số DH. Thông qua các phân tích trên ta xác
ñịnh ñược các thông số DH của tay máy 3 bậc tự do RRP
Khâu
i
θ
i
α
ai di
1
1
θ
∗
0
1
a
0
2
2
θ
∗
1800
2
a
0
3 0 0 0
*
3
d
c. Bước 3:
Xác ñịnh các matrận A
n
Trên cơ sở các hệ toạ ñộ ấn ñịnh cho tất cả các khâu liên kết
của Robot ta có thể thiết lập mối quan hệ giữa các hệ toạ ñộ nối tiếp
nhau (n0); (n-1); (n) bởi các phép quay và tịnh tiến sau ñây:
Quay quanh trục z
n-1
một góc mộ
Tịnh tiến dọc trục z
n-1
một ñoạn d
n
Tịnh tiến dọc trục x
n-1
một ñoạn a
n
Quay quanh trục xn một góc xoắn α
n
Bốn phép biến ñổi ñồng nhất này thể hiện quan hệ của hệ toạ
ñộ thuộc khâu thứ n so với hệ toạ ñộ thuộc khâu thứ n-1 và tích của
chúng ñược gọi là ma trận A.
An = Rot(z,θ).Trans(0,0,0).Rot(x,α)
os -sin cos sin sin acos
sin cos cos -cos sin asin
0 sin cos d
0 0 0 1
n
c
A
θ θ α θ α θ
θ θ α θ α θ
α α
=
Ta quy ước cách viết tắt các hàm lượng giác như sau:
11
cos
θ
=c
;
11
sin
θ
=
s
;
22
cos
θ
=
c
;
22
sin
θ
=s;
Từ matrận tổng quát An ta xác ñịnh ñược các matrận A
n
của Robot
cụ thể như sau:
−
=
1000
0100
0
0
1111
1111
1
sacs
casc
A
−
−
=
1000
0100
0
0
2222
2222
2
sacs
casc
A
=
1000
100
0010
0001
3
3
d
A
10
d. Bước 4:
Tính các ma trận biến ñổi thuần nhất
+ Matrận
33
2
AT =
+ Matrận
323
2
23
1
.AATAT ==
+ Matrận
3213
1
13
.AAATAT ==
Như vậy:
=
1000
100
0010
0001
3
3
2
d
T
=
−
−
=
1000
100
0010
0001
.
1000
0100
0
0
3
2222
2222
3
1
d
sacs
casc
T
−−
−
=
1000
100
0
0
3
2222
2222
3
1
d
sacs
casc
T
−−
−
−
=
1000
100
0
0
.
1000
0100
0
0
3
2222
2222
1111
1111
3
d
sacs
casc
sacs
casc
T
−−
+−−+
+−+−
=
1000
100
0
0
3
1121221221212121
1121221221212121
3
d
sascacsaccsssccs
cascaccacsscsscc
T
Matrận T3 là matrận xác ñịnh hướng và vị trí của khâu chấp hành
cuối.
3
1
13
1000
TA
paon
paon
paon
T
zzzz
yyyy
xxxx
=
=
Ta có hệ phương trình ñộng học thuận của robot như sau:
=
+=
−=
0
2121
2121
z
y
x
n
ssccn
scccn
;
=
−=
+=
0
2121
2121
z
y
x
o
ccsso
cssco
;
−=
=
=
1
0
0
z
y
x
a
a
a
;
−=
+−=
+−=
3
11212212
11212212
dp
sascacsap
cascaccap
z
y
x
1.3.3. Động học ngược cho tay máy 3 bậc tự do dạng RRP
Các thông số ñã biết chiều dài của khâu 1: L1 =17cm, chiều
dài khâu 2: L2= 17cm. Góc gập ban ñầu của khâu 1 và khâu 2 là 30
0
.

























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)