
Thiết kế hệ thống lắp ráp tự động trong
hệ thống MiniCIM
Yêu cầu kỹ thuật của sản phẩm lắp ráp
Hệ thống lắp ráp tự động đợc thiết kế dựa trên cơ sở yêu cầu kỹ thuật của sản
phẩm lắp ráp. Sản phẩm lắp ráp ở đây là hộp giảm tốc 1 cấp với tỷ số truyền u = 2.
Hộp giảm tốc gồm có thân hộp, nắp hộp, 2 bánh răng, 3 ốc vít để bắt chặt thân hộp
và lắp hộp lại với nhau. Trên thân và nắp hộp giảm tốc đã gia công các lỗ lắp bánh
răng và ốc vít (lỗ ren M5).
Yêu cầu độ song song 2 trục bánh răng sau lắp đạt 0,5/100 mm. Sai số
khoảng cách trục 2 bánh răng là 22- 0,2 mm.
4.2.2. Cấu trúc của hệ thống lắp ráp tự động trong MiniCIM
Hệ thống băng tải và Pallet
Hệ thống băng tải đợc sử dụng là băng tải xích con lăn, có 2 hàng băng tải chạy
song song. Trên 2 hàng băng tải này có đặt cố định 3 vị trí dừng của 3 trạm là,
trong đó vị trí dừng của trạm phay CNC đợc kết hợp với trạm lắp ráp tự động. Các
chi tiết cần lắp ráp đợc đặt trên các pallet và vận chuyển trên băng tải 1 cách liên
tục đến vị trí trạm lắp ráp tơng ứng. Vì sản phẩm là dạng hộp trụ nên đợc định vị
trên pallet bằng 1 mặt phẳng và 3 chốt ( hạn chế 5 bậc tự do, và tự định tâm
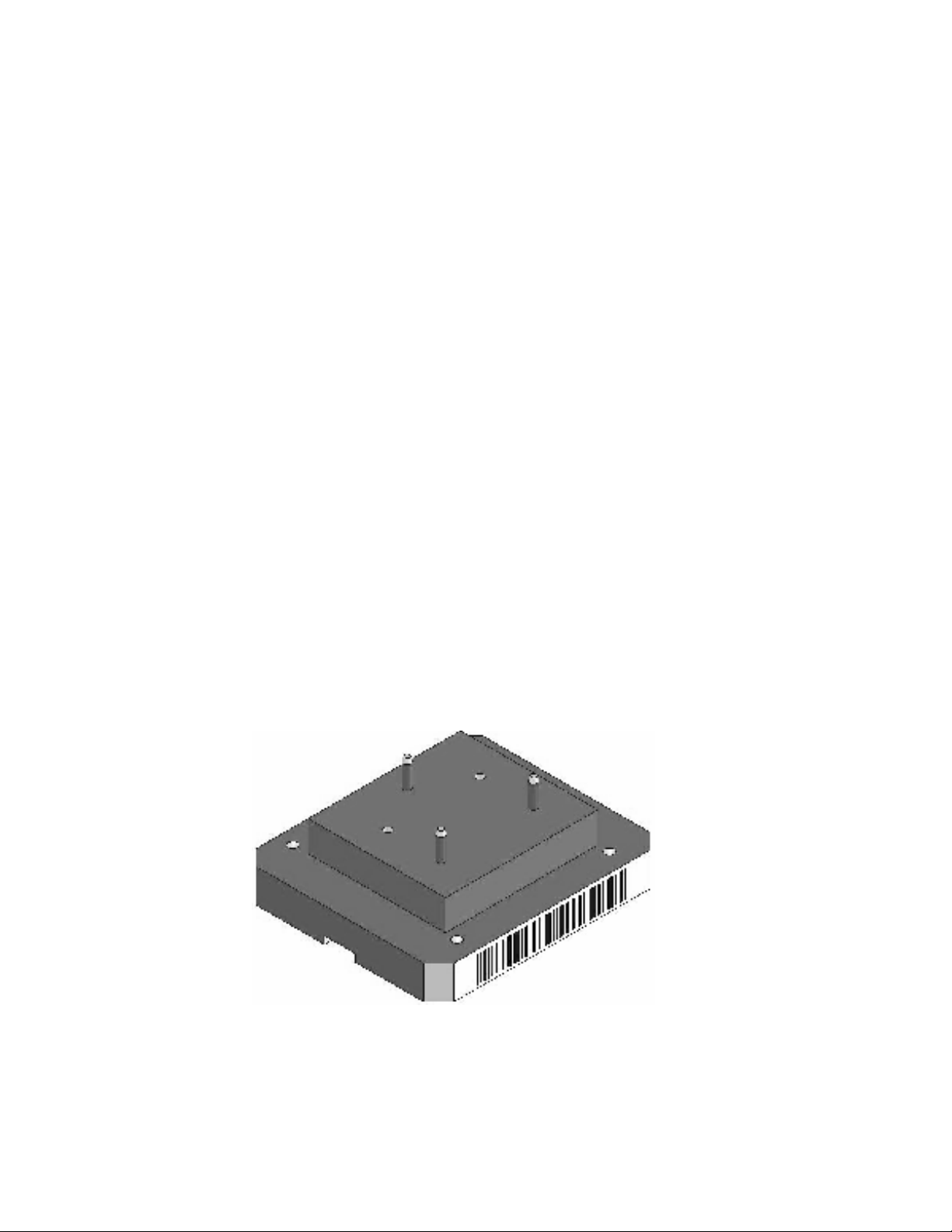
Hình 4.2. Pallet với các chốt trụ để định tâm chi tiết nắp hoặc thân hộp giảm tốc
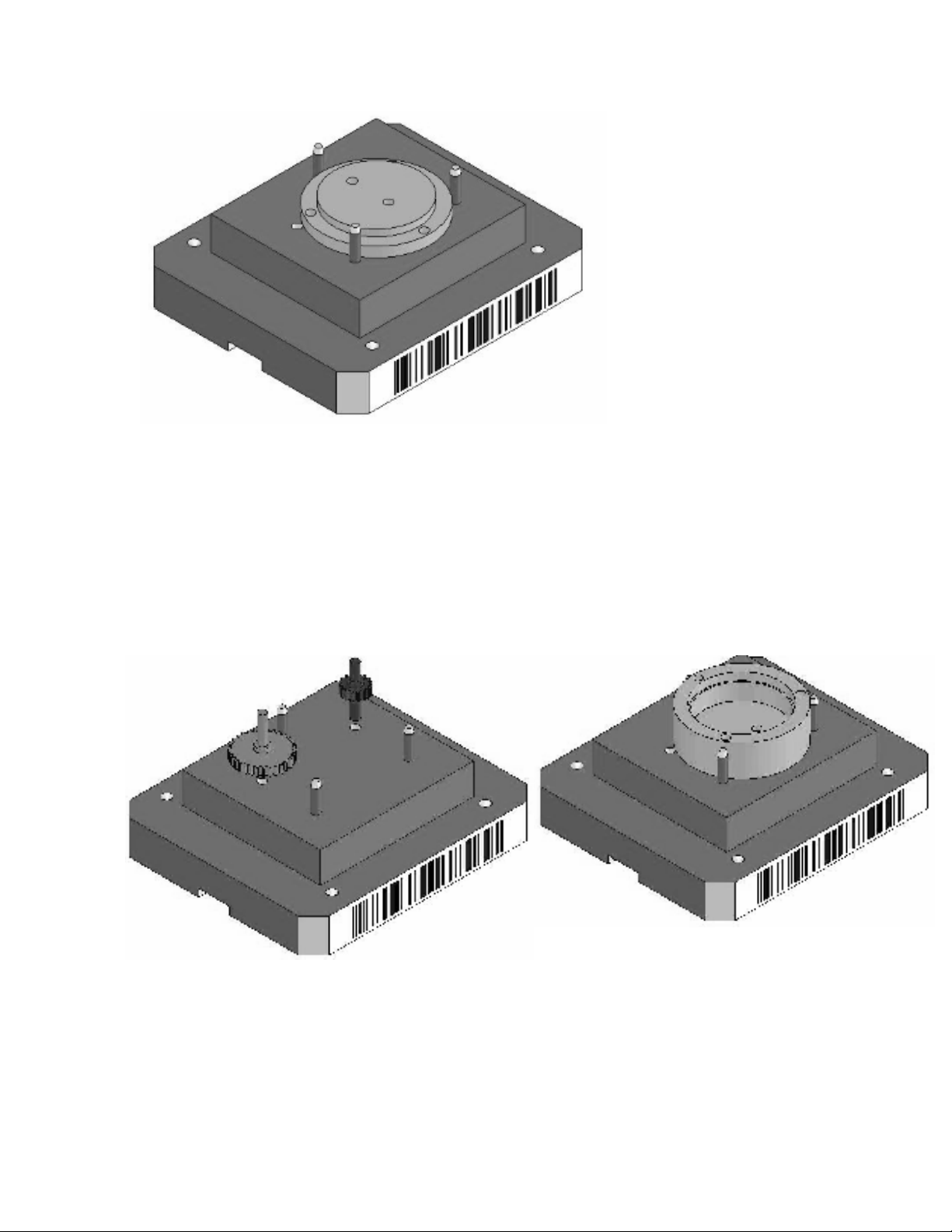
Hình 4.3. Pallet chứa nắp hộp giảm tốc
Hình 4.4. Pallet chứa thân hộp giảm tốc
Hình 4.5. Pallet chứa các bánh răng.

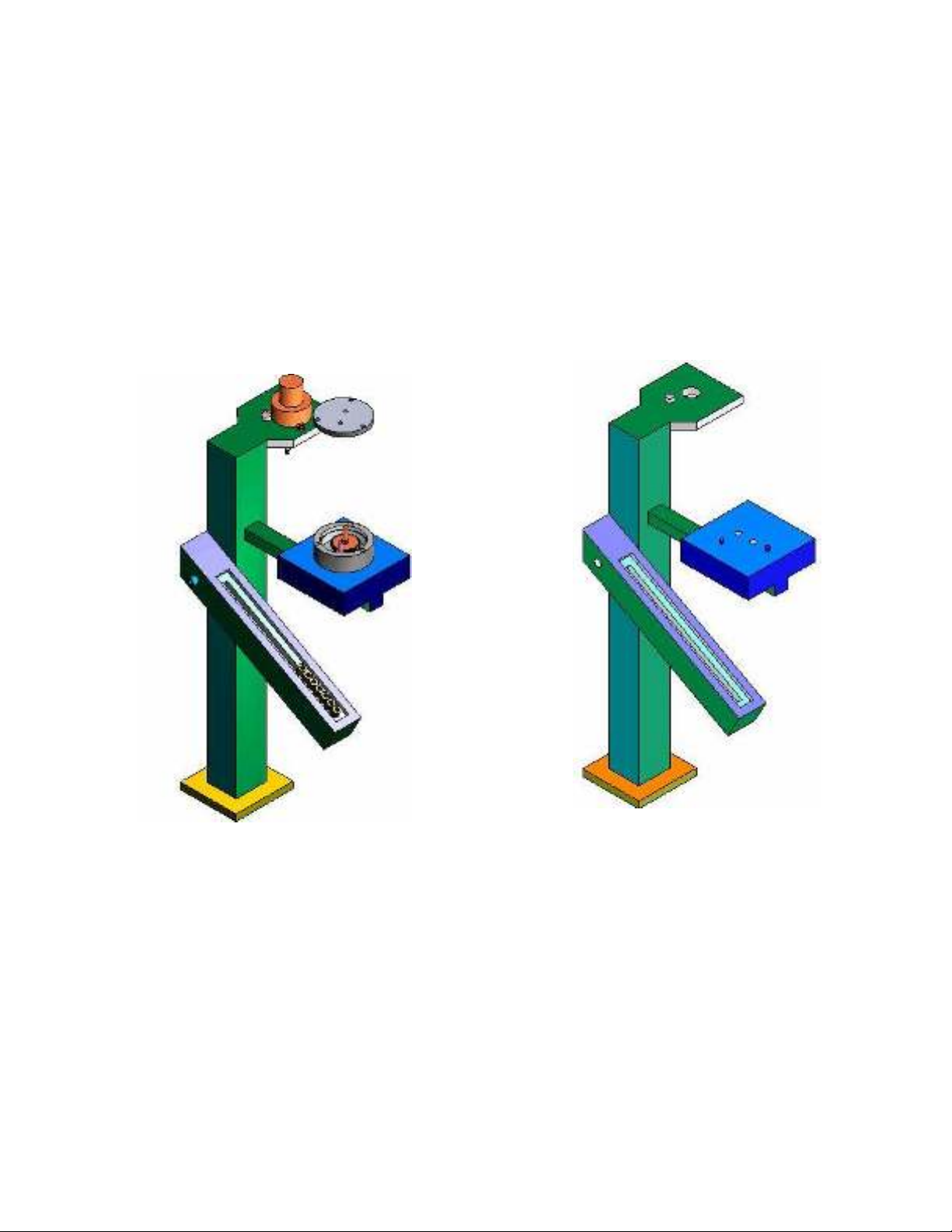
• Rôbốt :
Rôbốt kết cấu 5 bậc tự do rất linh hoạt khi di chuyển chi tiết lắp ráp. Rôbốt có
nhiệm vụ gắp nắp và thân hộp giảm tốc từ Pallet (khi Pallet đợc dừng trớc trạm lắp
ráp) đến trạm định vị tìm vị trí lỗ bánh răng trên nắp và thân hộp giảm tốc. Sau đó
rôbốt gắp nắp và thân hộp giảm tốc đến đồ gá cố định để định vị cứng khi lắp các
bánh răng vào. Cuối cùng rôbốt gắp bánh răng vào thân hộp giảm tốc, gắp vít xỏ
vào lỗ ren trên nắp, và gắp tôvit xoắn các vít đó lại.
• Hệ thống điều khiển băng tải và rôbốt:
Hệ thống này gồm bộ điều khiển PLC, máy tính chủ, bộ điều khiển rôbốt, bộ đọc
mã vạch của Pallet. PLC điều khiển băng tải chuyển động, điều khiển vị trí dừng
của các Pallet khi tới trạm định vị( cho qua hay giữ lại). Rôbốt đợc lập trình bằng
ngôn ngữ MCL để thực hiện các thao tác lắp ráp sản phẩm một cách chính xác
nhất. Thông qua mạng Ethernet và sử dụng cổng Hub mà máy tính chủ có thể điều
khiển cả quá trình hoạt động lắp ráp một cách liên tục, chính xác và linh hoạt.
• Giá cấp chi tiết:
Giá cấp chi tiết có các hàng để chứa nắp, thân, và các bánh răng. Dung lợng chứa
của giá không lớn, nhng đủ cho một quá trình sản xuất theo một đơn hàng đã định
sẵn.
• Giá cấp tôvít, ốc vít tự động (kiểu trọng lực):
Tôvít là 1 động cơ mà đầu ra có gắn 1 mỏ vít xoắn để vặn vít. Động cơ này có
công suất nhỏ, tốc độ quay chậm để phù hợp cho vặn xoắn các ốc vít. Điều khiển
động cơ bằng PLC với 2 tín hiệu, một tín hiệu ON để bật động cơ, một tín hiệu
OFF để tắt động cơ.
Giá cấp vít tự động là một rãnh nghiêng 300, trên đó có đặt các vít M5. Khi 1 vít
ngoài cùng đợc lấy ra thì với tác dụng của trọng lực thì các vít còn lại sẽ tự động
trợt theo rãnh nghiêng xuống, do đó lúc nào cũng có 1 vít ở vị trí sẵn sàng chờ để
gắp.
Trạm định vị: (gồm đồ gá, trạm xoay tìm lỗ)













![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)





