
1
CHƯƠNG I: NHỮNG KHÁI NIỆM VÀ ĐỊNH NGHĨA CƠ BẢN
1.1. Quá trình sản xuất và quá trình công nghệ.
1.1.1. Quá trình sản xuất (QTSX).
Quá trình sản xuất nói chung là quá trình con người tác động vào tài nguyên
thiên nhiên để biến chúng thành các sản phẩm có ích cho xã hội.
Ví dụ: Để tạo ra một sản phẩm kim khí QTSX bao gồm các công đoạn:
Thăm dò địa chất khai thác mỏ luyện kim tạo phôi gia công cơ
nhiệt luyện kiểm tra lắp ráp chạy thử thị trường dịch vụ sau bán hàng.
QTSX trong nhà máy cơ khí thường được tính từ giai đoạn tạo phôi đến sản
phẩm hoàn thiện hoặc từ tạo phôi đến bán thành phẩm hoặc từ bán thành phẩm đến sản
phẩm hoàn thiện.
1.1.2. Quá trình công nghệ (QTCN).
Quá trình công nghệ là một phần của quá trình sản xuất trực tiếp làm thay đổi
trạng thái và tính chất của đối tượng sản xuất. Thay đổi trạng thái và tính chất bao
gồm: thay đổi hình dáng, kích thước, độ chính xác gia công, chất lượng bề mặt, tính
chất cơ lý, vị trí tương quan giữa các bề mặt của chi tiết.v.v. Tuỳ theo chức năng,
nhiệm vụ mà có các QTCN khác nhau:
- QTCN gia công cắt gọt: có nhiệm vụ chủ yếu là làm thay đổi hình dáng, kích
thước, độ chính xác gia công, chất lượng bề mặt.v.v. của đối tượng sản xuất.
- QTCN tạo phôi: có nhiệm vụ chủ yếu là làm thay đổi hình dáng, kích thước của
đối tượng sản xuất. Ngoài ra nó còn dễ làm thay đổi tính chất cơ lý của vật liệu.
- QTCN nhiệt luyện: là thay đổi tính chất cơ lý của đối tượng sản xuất.
Ngoài ra ta còn có các QTCN khác như QTCN kiểm tra, QTCN lắp ráp.v.v.
* Một số chú ý:
- QTCN gia công cắt gọt hay còn gọi là QTCN gia công cơ thường được gọi tắt
là QTCN.
- Thiết kế được quá trình công nghệ (QTCN) hợp lý rồi ghi thành văn kiện công
nghệ thì văn kiện đó được gọi là quy trình công nghệ.
1.2. Các thành phần của quy trình công nghệ.
1.2.1. Nguyên công:
Nguyên công là một phần của quá trình công nghệ do một công nhân hay một
nhóm công nhân gia công liên tục một chi tiết hay một tập hợp chi tiết tại một chỗ làm
việc nhất định.
Trong sản xuất đơn chiếc loạt nhỏ thì mỗi máy là một chỗ làm việc do đó quy
trình có bao nhiêu máy thì bấy nhiêu nguyên công còn nếu sản lượng gia công lớn thì
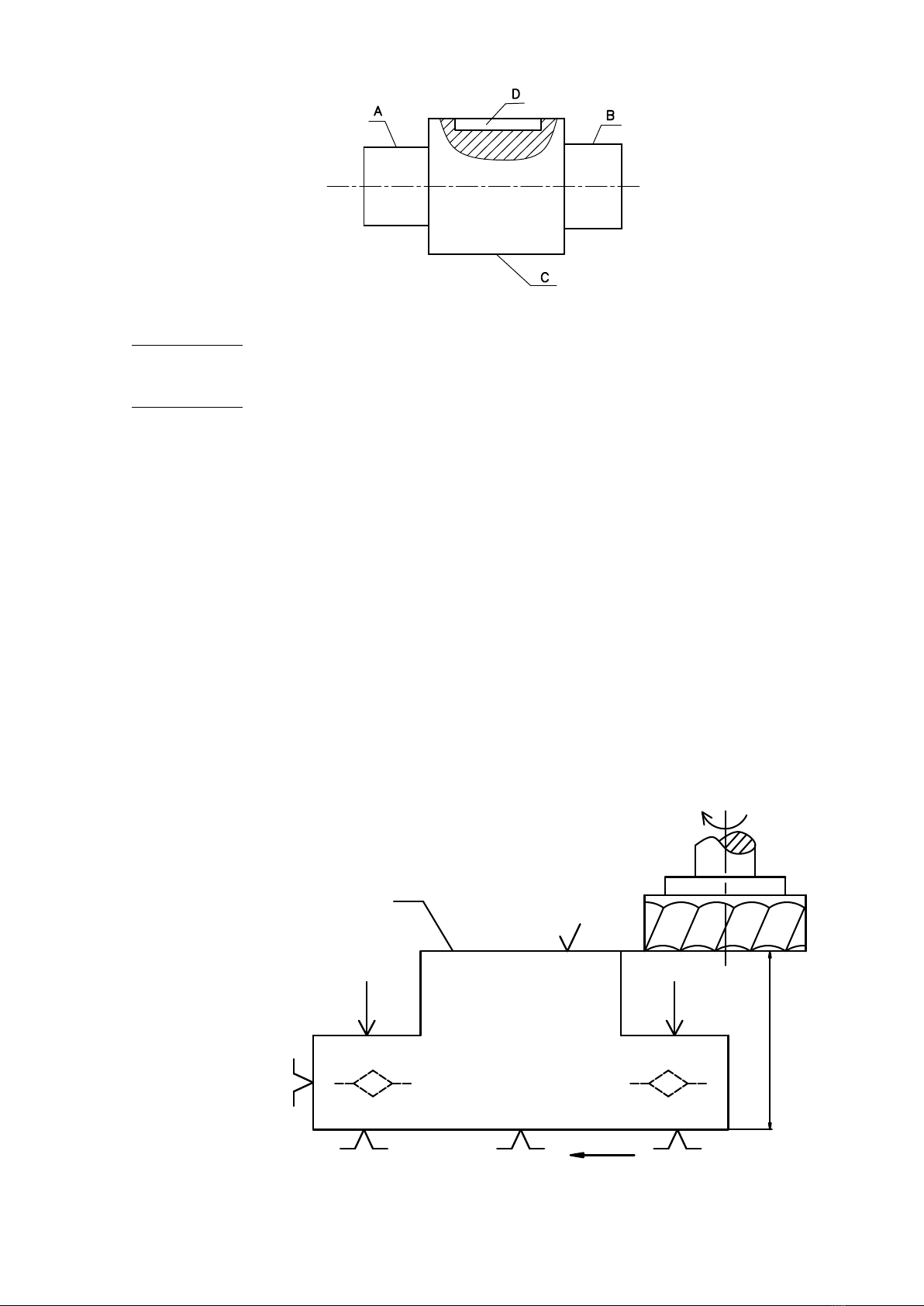
cần phải quan tâm tới tính liên tục. Ví dụ hình 1.1.
2
Hình 1.1. Ví dụ về nguyên công
Phương án 1: Máy tiện 1K62: gia công A, gia công B cho 1 chi tiết rồi gia công cho
chi tiết tiếp theo 1 nguyên công.
Phương án 2: Máy tiện 1K62: gia công A cho cả loạt chi tiết sau đó mới gia công B
cho cả loạt chi tiết 2 nguyên công.
* Chỗ làm việc: là một vị trí trong phân xưởng tại đó có các thiết bị chính, các
trang bị phụ nhằm hoàn thành một công việc nhất định nào đó.
* Ý nghĩa của nguyên công: nguyên công là một phần cơ bản của quá trình công
nghệ, tại đó sẽ cho chúng ta biết: định vị, kẹp chặt, bề mặt gia công, dụng cụ cắt, trang
thiết bị công nghệ, độ chính xác và chất lượng bề mặt đạt được, chế độ cắt .v.v. Từ đó
có thể tính toán được giá thành, hạch toán được kinh tế, điều độ được sản xuất.
* Tên nguyên công vừa được ghi theo số thứ tự bằng chữ số La Mã vừa được ghi
theo nội dung công việc.
Ví dụ:
WW
n
C
50
Rz20
-0,1
nguyªn c«ng iv: phay mÆt c
M¸y: 6H11
Dao: P18
G¸: Chuyªn dïng
Dông cô ®o: V¹n n¨ng
Bíc 1: Phay mÆt C
S
1
Hình 1.2. Sơ đồ gia công
3
1.2.2. Bước.
Bước là một phần của nguyên công được thực hiện bằng một dụng cụ cắt hay
một tập hợp dụng cụ cắt, gia công một bề mặt hay một tập hợp các bề mặt trong một
lần điều khiển lấy chế độ cắt (chế độ cắt không đổi).
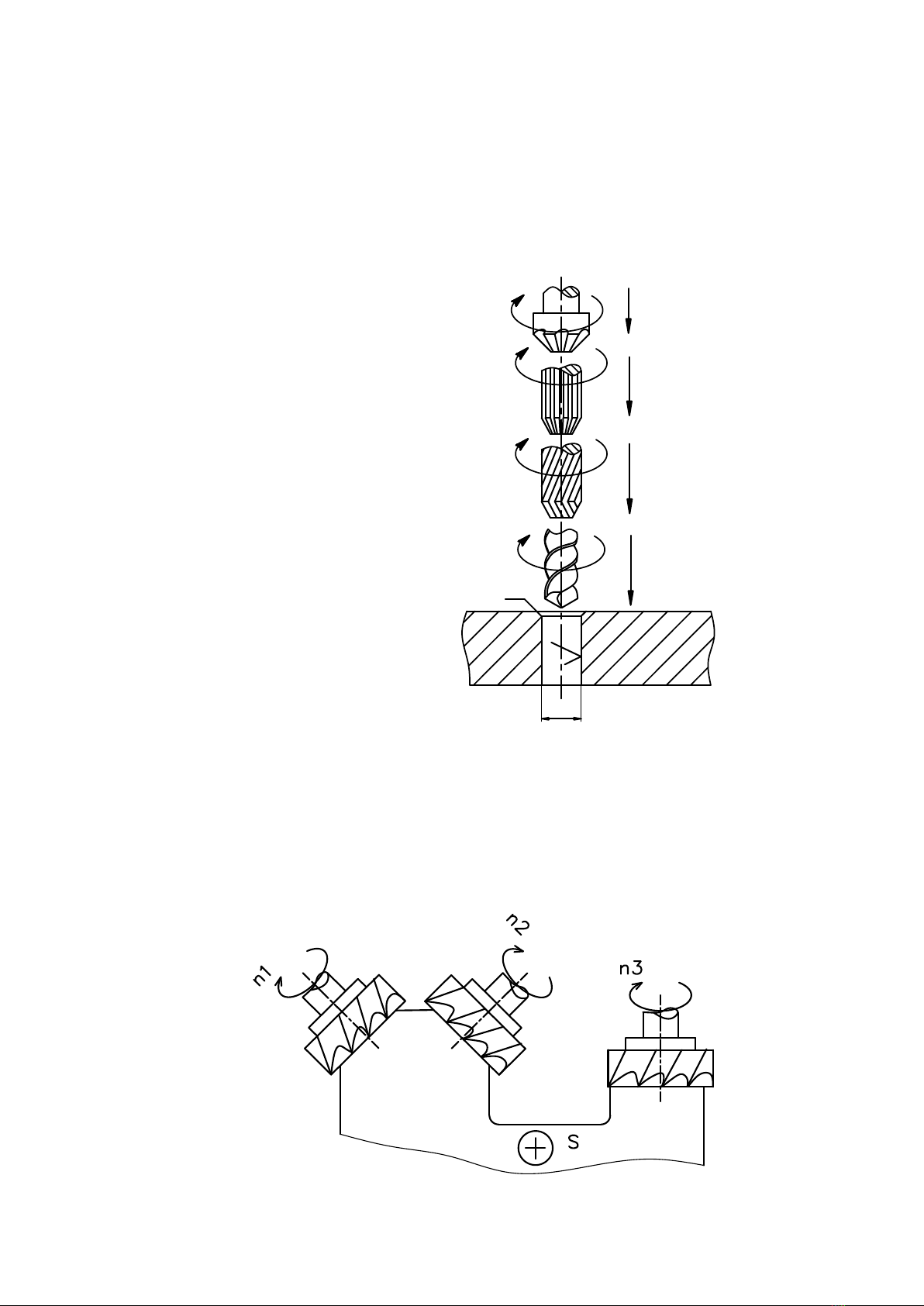
Ví dụ: Hình 1.3
n
4
S
4
Ø22
+0,021
0,63
1x45°
nguyªn c«ng xiv: khoan, khoÐt, doa, v¸t mÐp lç Ø22
M¸y: 2A135
Dao: P18
G¸: Chuyªn dïng
Dông cô ®o: V¹n n¨ng
Bíc 1: Khoan lç Ø19.5
Bíc 2: KhoÐt lç Ø21.7
Bíc 3: Doa lç Ø22
Bíc 4: V¸t mÐp
S
1
S
2
S
3
n
3
n
2
n
1
Hình 1.3. Ví dụ về bước
Tên của bước vừa được ghi theo thứ tự bằng chữ số thường vừa được ghi theo
nội dung công việc. (Ví dụ: Hình 1.3)
Bước đơn giản là bước chỉ có một dụng cụ cắt, gia công một bề mặt trong một
lần điều khiển chế độ cắt. Bước phức tạp là bước sử dụng một tập hợp dụng cụ cắt gia
công một tập hợp bề mặt trong một lần điều khiển chế độ cắt. Ví dụ:
Hình 1.4. Bước phức tạp
4
1.2.3. Đường chuyển dao (lần chuyển dao).
Đường chuyển dao là một lần dịch chuyển của dụng cụ cắt theo phương chạy dao
S để bóc đi một lớp kim loại nhất định. Đường chạy dao là một phần của bước.
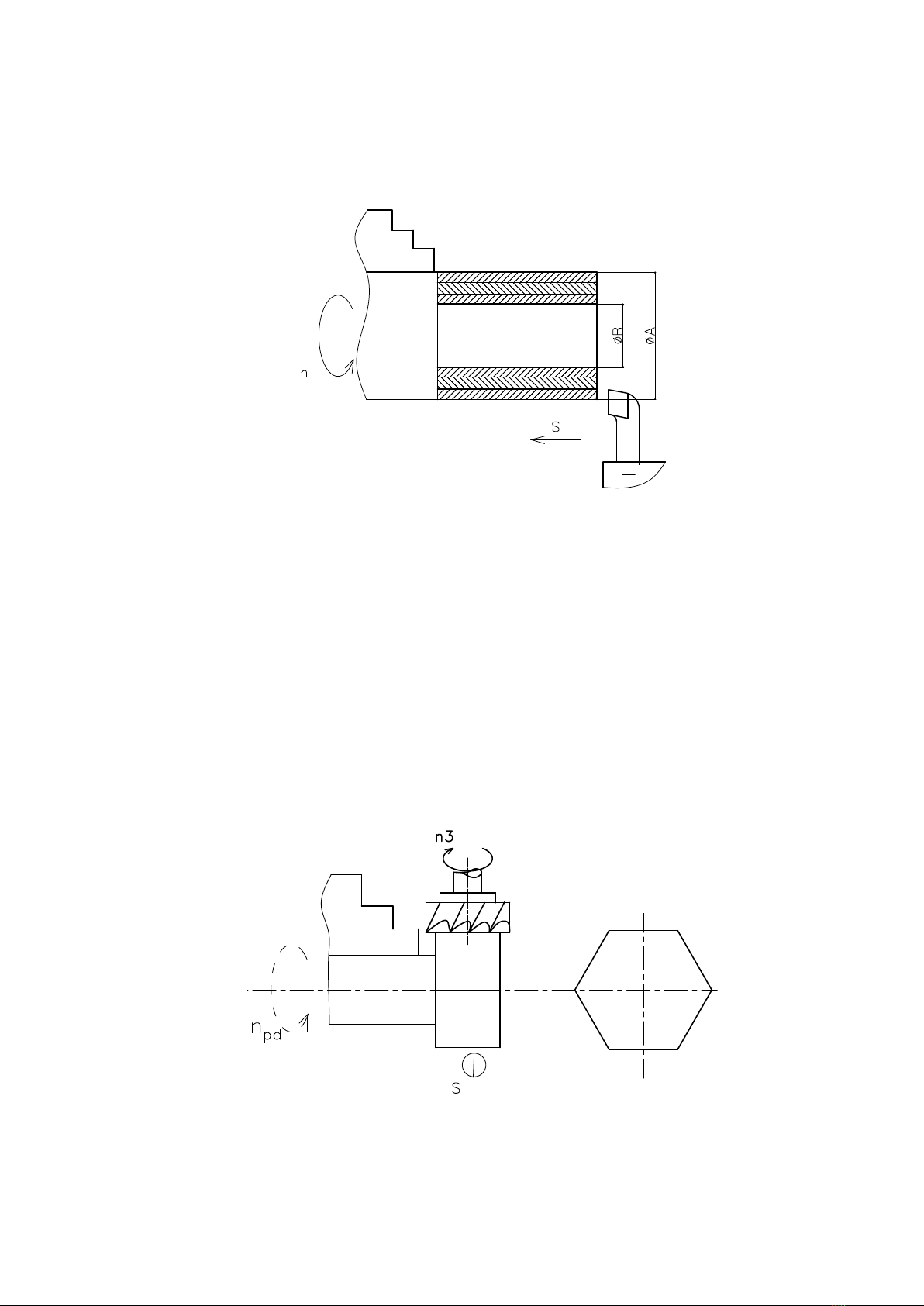
Ví dụ:
Hình 1.5. Đường chuyển dao
1.2.4. Gá và vị trí.
Gá là một phần của nguyên công được thực hiện trong một lần gá đặt chi tiết. Gá
đặt chi tiết bao gồm hai quá trình là: định vị và kẹp chặt.
+ Định vị: xác định cho chi tiết có một vị trí tương quan chính xác trong hệ thống
công nghệ (HTCN).
+ Kẹp chặt: cố định vị trí chi tiết đã được định vị để chống lại tác động của ngoại
lực. Ví dụ như hình 1.2
Vị trí: là một phần của nguyên công, được xác định bởi một vị trí tương quan
giữa chi tiết với máy hoặc giữa chi tiết với dụng cụ cắt. Một lần gá có thể có nhiều vị
trí nhưng một vị trí bao giờ cũng thuộc một lần gá. Ví dụ:
Hình 1.6. Gá và vị trí
Việc thực hiện một lần gá có nhiền vị trí nhằm mục đích giảm thời gian gá đặt,
nâng cao năng suất gia công đồng thời trong nhiều trường hợp nó còn góp phần nâng
cao độ chính xác gia công.

5
1.2.5. Động tác.
Động tác là các hành động cụ thể của công nhân trực tiếp tác động vào hệ thống
công nghệ nhằm hoàn thành các công việc của một nguyên công.
Ví dụ: bấm công tắc, đẩy ụ động, quay bàn dao .v.v. là các động tác.
Việc đưa khái niệm động tác vào các văn kiện công nghệ nhằm mục đích chủ yếu
là để giải quyết một cách triệt để bài toán về kinh tế. Vì trong sản xuất loạt lớn, hàng
khối nếu thực hiện các động tác không hợp lý sẽ làm giảm năng suất gia công.
Chú ý: Sở dĩ phải phân chia QTCN thành nhiều thành phần là vì 2 lý do:
* Kỹ thuật.
* Kinh tế.
1.3. Dạng sản xuất và các hình thức tổ chức sản xuất.
1.3.1. Sản lượng cơ khí.
* Căn cứ vào nhu cầu thị trường, các công ty, các nhà máy phải xây dựng chiến
lược sản phẩm và phải xây dựng kế hoạch sản xuất. Kế hoạch sản xuất sau khi xây
dựng và được cấp có thẩm quyền phê duyệt thì sẽ trở thành một chỉ tiêu pháp lệnh.
Công ty phải huy động toàn bộ vật lực và trí lực để hoàn thành chỉ tiêu đó. Sản lượng
kế hoạch hàng năm có thể tính theo đơn vị: đồng/năm, tấn/năm, chiếc/năm.v.v.
Trong các nhà máy cơ khí sản lượng hàng năm thường được tính theo chiếc/năm,
chiếc/tháng, hoặc chiếc/quý.
* Từ sản lượng kế hoạch sẽ tính được sản lượng cơ khí. Sản lượng cơ khí chính
là số lượng phôi cần phải cung cấp cho phân xưởng cơ khí. Sản lượng cơ khí tính theo
công thức:
)
100
1)(
100
1(. 11
mNN (chiếc/năm) (1.1)
Trong đó:
Ni - Sản lượng cơ khí của chi tiết thứ i cần chế tạo.
N - Sản lượng kế hoạch hàng năm trong đó chứa chi tiết thứ i .
mi - số chi tiết cùng tên trong sản phẩm.
, - Hệ số (%) dự phòng hư hỏng do chế tạo, do vận chuyển, lắp đặt, bảo quản.
Thường lấy , = 3 5
1.3.2. Dạng sản xuất (DSX).
1. Khái niệm.
Dạng sản xuất (loại hình sản xuất) là một khái niệm kinh tế, kỹ thuật tổng hợp
phản ánh mối quan hệ qua lại giữa các đặc trưng về kỹ thuật, về công nghệ của nhà
máy với các hình thức tổ chức sản xuất, hạch toán kinh tế được sử dụng trong quá
trình đó nhằm tạo ra các sản phẩm đảm bảo các chỉ tiêu kinh tế – kỹ thuật.















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)