M C L CỤ Ụ
Phần I :
…………………………………………………………………………2
Giải thích tại sao khi mài năng lượng cắt riêng lại lớn hơn
rất nhiều so với các quá trình gia công khác và nó thay đổi ít
khi mài các vật liệu có độ cứng khác nhau.
Phần II :
…………………………………………………………………………
Giải thích tại sao khi mài vật liệu cứng lại chọn đá mềm và
khi mài vật liệu mềm lại chọn đá cứng
Ph n I:ầ Gi iả thích t i sao khi mài năng l ng c t riêngạ ượ ắ
l i l n h n r t nhi u so v i các quá trình gia công khácạ ớ ơ ấ ề ớ
và nó thay đ i ít khi mài các v t li u có đ c ng khácổ ậ ệ ộ ứ
nhau
I, Gi i thi u chung : ớ ệ
Quá trình cắt vật liệu khi mài diễn ra nhờ quá trình tạo
phoi như các quá trình qia công khác. Quá trình đó diễn ra do
sự xâm nhập của hạt mài vào vật liệu chi tiết tạo phoi. Chiều
xâu xâm nhập của hạt mài vào vật liệu phụ thuộc vào cấu trúc
hình học bề mặt đá, chuyển động của đá và chi tiết.
1
Việc tính toán lực và công suất cần thiết trong quá trình
mài ở các điều kiện khác nhau, từ đó tìm ra được năng lượng
riêng.
-Quá trình mài đã xuất hiện từ lâu; bằng mài có thể gia
công được vật liệu có độ bền & độ cứng cao, cho độ chính
xác kích thước (cấp 6-7), độ nhẵn bề mặt cao (nhám bề
mặt đạt cấp 7-8 và cao hơn). Chất lượng lớp bề mặt tốt.
- Cho đến hiện nay, máy mài vẫn chiếm tỉ trọng đến 30%
tổng số máy công cụ; và có thể đến 60% ở ngành cơ khí
chính xác.
Đ c đi m c a quá trình c t khi mài :ặ ể ủ ắ
+ Đá mài được coi là một loại dụng cụ cắt nhiều lưỡi, các lưỡi
cắt không giống nhau, mà sắp xếp lộn xộn trong chất dính kết.
+ Hình dạng hình học của mỗi hạt mài khác nhau, góc trước
thường γ < 00, do đó không thuận lợi cho quá trình thoát phoi
và cắt gọt.
+ Tốc độ cắt khi mài rất lớn V=30÷50m/s, cùng một lúc, trong
thời gian ngắn tính bằng giây có nhiều hạt mài cùng tham gia
vào cắt gọt và tạo ra nhiều phoi vụn.
+ Có thể cắt gọt được những loại vật liệu cứng mà các loại
dụng cụ cắt khác không cắt được. Eg: thép đã tôi, hợp kim
cứng v.v…
+ Do có nhiều hạt mài cùng tham gia cắt gọt với γ < 00 tạo ra
ma sát rất lớn với vật liệu gia công gọi là hiện tượng “ cắt, cào
2
xước” làm chi tiết gia công bị nung nóng rất nhanh và nhiệt độ
ở vùng mài lớn (từ 10000C – 15000C).
+ Lực mài tuy nhỏ nhưng diện tích tiếp xúc của đỉnh hạt mài
với bề mặt gia công rất nhỏ nên lực cắt đơn vị rất lớn.
+ Trong quá trình mài, đá mài có khả năng tự mài sắc nghĩa là
các hạt cùn bị bật ra khỏi chất dính kết và các hạt có đỉnh sắc ở
lân cận tham gia cắt. Hoặc hạt mài cùn bị vỡ tạo thành các lưỡi
cắt sắc mới, tham gia cắt.
+ Do không thể thay đổi được vị trí và hình dạng hình học của
hạt mài trong đá mài nên việc điều khiển quá trình mài rất khó
khăn.
+ Bề mặt gia công thường có một lớp cứng nguội phân bố đều,
chiểu dày khoảng 2µk, độ cứng Hv=1100. Trên bề mặt có ứng
suất lớn và những vết nứt tế vi.
+ Do trị số bán kính đỉnh hạt mài nhỏ, nên có thể thực hiện quá
trình với chiều sâu cắt rất nhỏ.
II, Năng l ng mài riêng, công và l c mài :ượ ự
Công mài: P = Ft (Vs ± Vw)
Trong đó: Vw - Là thể tích vật liệu bị cắt
Vs - Là lượng đá mòn bị mài khi cắt được
Vw kim loại
Ft - Là lực mài tiếp tuyến
Vì Vs >> Vw nên công trong quá trình mài được viết lại
như sau : P = Ft x Vs
Năng l ng mài riêngượ :
U = P/Qw
Trong đó : Qw là khối lượng kim loại được bóc đi trong 1 đơn
vị thời gian
Qw = Vwab cho mài phẳng
= πdwvfb cho mài tròn ngoài, b là chiều rộng mài.
1, Hiệu ứng kích thước và các xem xét về năng lượng :
Khi tính toán lực và năng lượng riêng trong quá trình mài
đã được tiến hành người ta nhận thấy :
-Năng lượng riêng khi mài lớn hơn rất nhiều so với các
nguyên công cắt gọt kim loại khác như Tiện, Phay,
Khoan….
-Ngoài ra, năng lượng riêng có giá trị lớn hơn khi chế độ
cắt được điều chỉnh để làm giảm độ dày phoi không biến
3

dạng, ví dụ như giảm vw hoặc chiểu sâu mài a (giảm tốc độ
bóc phoi).
Theo như mô hình tạo phoi của Merchan, sự tạo phoi diễn
ra do quá trình trượt rất mạnh ở một vùng rất mỏng tiếp
theo là ma sát khi phoi trượt qua mặt trước của hạt mài.
Thông thường, trượt chiếm khoảng 75% toàn bộ năng lượng
tạo phoi, ma sát giữa các dụng cụ cắt phoi chiếm khoảng
25% năng lượng còn lại.
Bằng cách dựa vào các giả thuyết đáng tin cậy về cấu tạo
hình học mũi dao điển hình người ta thu được các kết quả
ứng suất trượt cho biến dạng dẻo trong quá trình mài,
nhưng các ứng suất trượt tính toán này cao hơn rất nhiều so
với ứng suất chảy cho trước của kim loại được mài. Ở các
điều kiện mài tinh năng lượng riêng khi mài lại lớn hơn.
2, Lực và năng lượng trượt :
Mặc dù quá trình bóc tách kim loại diễn ra bởi hầu hết tạo
phoi, nhưng hầu hết năng lượng mài lại tiêu hao ở cơ chế
khác.
Một số trong đó bao gồm cơ chế trong đó là các đỉnh bị làm
cùn phẳng trên hạt mài và chúng trượt trên bề mặt chi tiết
mà không cắt vật liệu.
Những diện tích phẳng này được tạo ra do sửa đá trước
khi mài. Trong quá trình mài, những diện tích phẳng có thể
mòn thêm và lan rộng ra do mài mòn ma sát và do sự bám
dính của các hạt kim loại của vật liệu chi tiết. Diện tích mòn
phẳng được thay đổi tới một diện tích lớn hơn hay nhỏ hơn
nhờ cơ chế tự mài sắc, nhờ đó một số diện tích phẳng được
bóc một phần hoặc hoàn toàn do hạt mài vỡ hoặc bật ra khỏi
chất dính kết.
Nhận xét :
-Việc có mặt của các diện tích mòn phẳng cho thấy rằng
một phần năng lượng tiêu hao khi mài là do các vùng này
trượt qua chi tiết.
-Có thể tìm được quan hệ trực tiếp giữa lực mài và độ cùn
của đá mài thể hiện qua tỷ lệ phần trăm bề mặt đá mài có
diện tích mòn phẳng. Với chế độ gia công không đổi, lực
pháp tuyến và lực tiếp tuyến Fn và Ft tăng tương ứng với
diện tích mòn phẳng A như trong hình vẽ.
-Với một vật liệu phôi cụ thể, có thể có được những giá trị
khác biệt về lực và diện tích mòn phẳng bằng cách thay
đổi độ cứng của đá mài, điều kiện sửa đá và lượng kim
loại bóc.
4
-Với các chi tiết thép, lực mài tăng tuyến tính với diện tích
mòn phẳng đến một điểm tới hạn, qua điểm này độ dốc
lớn hơn và chi tiết sẽ bị cháy.
-Quan hệ tiếp tuyến không có điểm gián đoạn xuất hiện khi
mài kim loại màu.
Kết luận : Lực mài và do có cả năng lượng riêng có thể
bao gồm các thành phần lực cắt và lực trượt.
3, Năng lượng tạo phoi và năng lượng cày xước.
-Năng lượng riêng khi mài với các kích thước hạt và độ
cứng đá khác nhau là như nhau.
-Ở các tốc độ bóc phoi nhỏ, năng lượng cắt riêng rất lớn,
và năng lượng này giảm dần khi tốc độ bóc phoi tăng và
đạt tới giá trị nhỏ nhất xấp xỉ 13,8J/mm3.
-Năng lượng cắt riêng trong các trường hợp khi vw x a =
1mm2/s gần như không đổi (uc 40J/mm≈3) khi mài các vật
liệu khác nhau. Đây là kết quả đáng ngạc nhiên vì các loại
phôi có độ cứng rất khác nhau.
-Khi tốc độ bóc kim loại nhỏ, năng lượng cắt riêng có giá trị
rất lớn. Độ lớn của nó không tương thích với mô hình tạo
phoi truyền thống → Có một sự tiêu hao năng lượng.
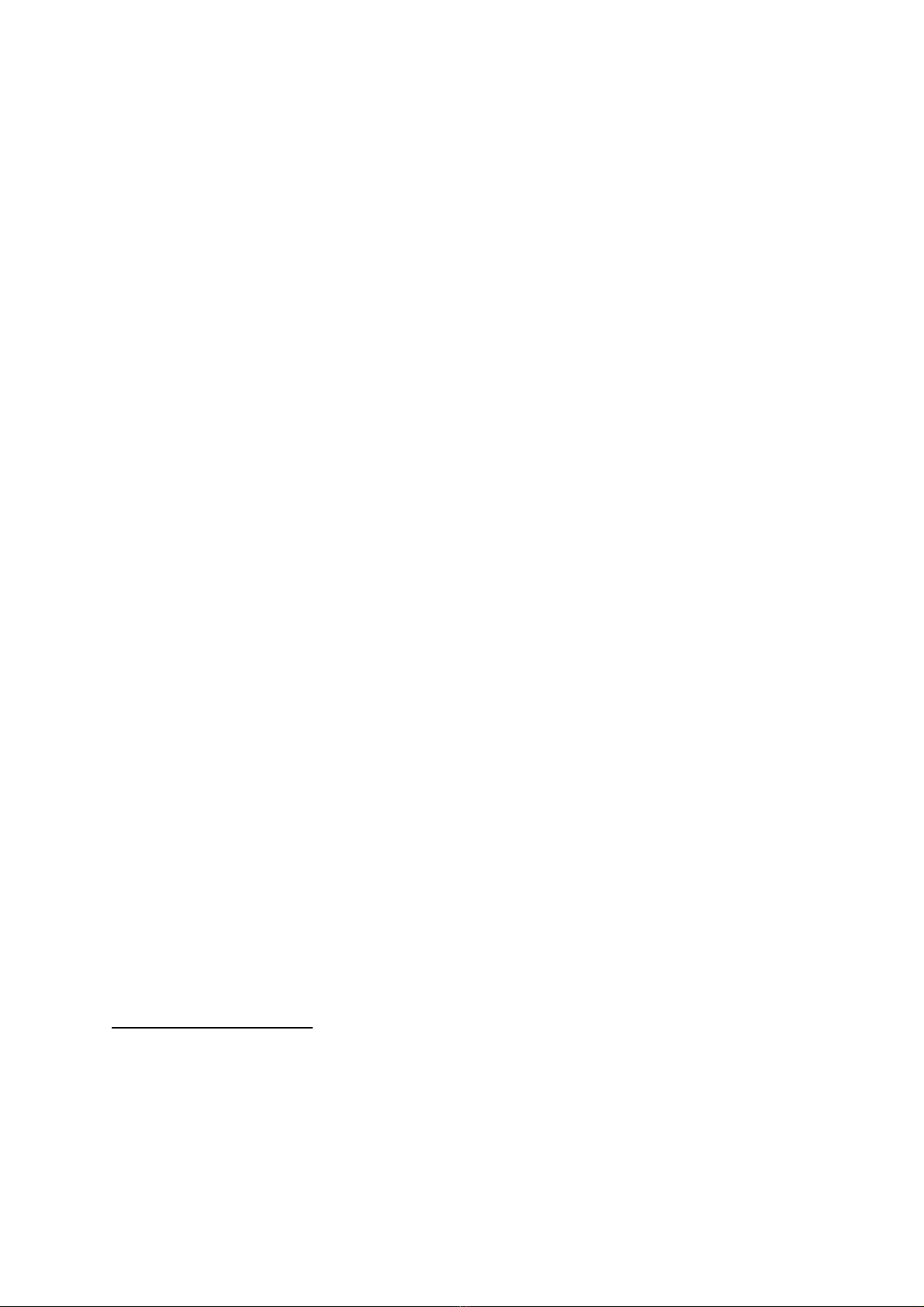
Cơ chế tạo phoi trong quá trình mài gồm 2 giai đoạn :
Giai đoạn cày xước : Khi hạt mài xâm nhập vào vật liệu
chi tiết, khi đó vật liệu bị đẩy sang hai bên.
Giai đoạn hạt mài cắt vật liệu : Quá trình này xảy ra khi
hạt mài đã xâm nhập vào một chiểu sâu nhất định (gọi là
chiều sâu tới hạn), hạt mài cắt kim loại thông qua tạo phoi.
Các yếu tố ảnh hưởng tới chiều sâu tới hạn :
-Độ sắc của lưỡi cắt (Bán kính đỉnh hạt mài)
-Sự định hướng của lưỡi cắt
-Góc trước và hệ số ma sát giữa hạt mài và chi tiết
-Vật liệu chi tiết mài
Ngay cả khi quá trình tạo phoi đã bắt đầu, cơ chế cày xước
vẫn có thể tiếp diễn khiến một lượng kim loại trên đường cắt bị
đẩy sang hai bên tạo thành gờ thay vì bóc tách dưới dạng phoi.
Để nghiên cứu điều này sử dụng thí nghiệm cắt với chiều sâu
cố định và sử dụng dụng vụ cắt hình chóp đáy tam giác hoặc
đáy vuông để mô phỏng điểm cắt của đá mài. Dụng cụ cắt
được đặt vuông góc với một mặt vuông góc với hướng cắt
hoặc đặt nghiêng với một lưỡi cắt nằm giữa hai mặt kề nhau
hướng về phía trước. Cách định hướng dụng cụ cắt trực giao
xoay nghiêng được xác định bằng góc tương tác β, tương ứng
với góc trước α : α = β-900
5















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)