HOÄI NGHÒ CÔ ÑIEÄN TÖÛ TOØAN QUOÁC LAÀN THÖÙ HAI
1
x©y dùng phÇn mÒm ®iÒu khiÓn vµ gi¸m s¸t cho hÖ thèng s¶n xuÊt linh ho¹t FMS50 t¹i
phßng thÝ nghiÖm c¬ ®iÖn tö
building the control and supervising software for the flexible manufacturing system fms50 at mechatronics lab
§µo B¸ Phong, Bµnh TiÕn Long, NguyÔn §øc Toµn
Tr−êng §¹i häc B¸ch khoa Hµ Néi
Tãm t¾t
Bµi b¸o tr×nh bµy viÖc x©y dùng l¹i ch−¬ng tr×nh ®iÒu khiÓn cho hÖ thèng s¶n xuÊt linh ho¹t
FMS50 b»ng ng«n ng÷ lËp tr×nh FBD (Function Block Diagram). Ngoµi ra, chøc n¨ng gi¸m s¸t cho
hÖ thèng FMS50 còng ®−îc ph¸t triÓn dùa trªn c«ng cô WinCC 5.0 cña h·ng Siemens.
abstract
This paper presents building again the control program for the Flexible Manufacturing
System FMS50 by using the programming language FBD (Function Block Diagram). In addition,
the monitoring function for FMS50 is also developed basing on WinCC 5.0 of Siemens Company.
I. Giíi thiÖu chung vÒ hÖ thèng FMS50
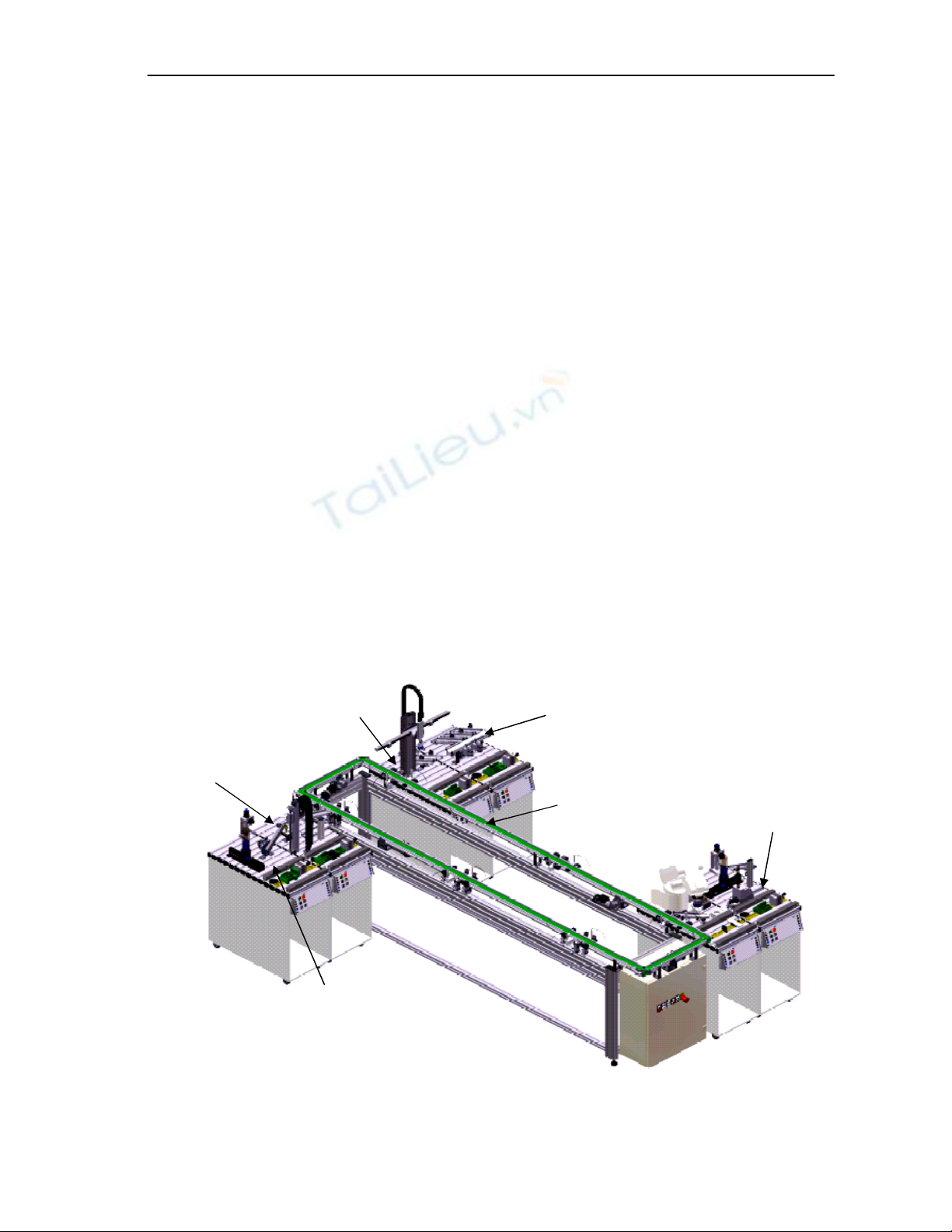
HÖ thèng s¶n xuÊt linh ho¹t FMS50 lµ mét d©y chuyÒn s¶n xuÊt do h·ng FESTO (CHLB
§øc) chÕ t¹o. §©y lµ quµ tÆng cña ChÝnh phñ §øc cho Tr−êng §HBK Hµ Néi ®Ó phôc vô viÖc
gi¶ng d¹y cho sinh viªn Khoa C¬ khÝ. HÖ thèng FMS50 gåm cã 6 tr¹m: tr¹m ph©n phèi ph«i
(Distribution Station), tr¹m kiÓm tra ph«i (Testing Station), tr¹m b¨ng t¶i (Conveyor Station), tr¹m
l¾p r¸p ph«i (Robot Station), tr¹m chuyÓn tiÕp s¶n phÈm (Handing Station) vµ tr¹m ph©n lo¹i s¶n
phÈm (Sorting Station). Mçi tr¹m trong hÖ thèng ®−îc ®iÒu khiÓn b»ng mét bé ®iÒu khiÓn logic kh¶
tr×nh PLC S7-300, CPU314 cña h·ng Siemens. Bé ®iÒu khiÓn PLC thùc hiÖn nhiÖm vô thu thËp
th«ng tin tõ c¸c c¶m biÕn vµ thao t¸c cña ng−êi sö dông. Xö lý c¸c th«ng tin nµy theo mét ch−¬ng
tr×nh ®−îc lËp tr×nh tr−íc trong bé nhí cña PLC vµ sau ®ã göi c¸c tÝn hiÖu ®iÒu khiÓn t−¬ng øng
®Õn c¸c c¬ cÊu chÊp hµnh. C¸c c¬ cÊu chÊp hµnh ®−îc sö dông trong hÖ thèng lµ c¸c van khÝ nÐn
®iÖn tõ ®−îc ®iÒu khiÓn bëi tÝn hiÖu ®iÖn vµ hÖ thèng Xylanh-Piston ®−îc ®iÒu khiÓn bëi c¸c van
khÝ nÐn ®iÖn tõ nµy.
Tr¹m
p
h©n lo¹i s¶n
p
hÈm
B¨n
g
chu
y
Òn Tr¹m Robot
L¾p r¸p
Tr¹m
p
h©n
p
hèi
p
h«i
Tr¹m kiÓm tra ph«i
Tr¹m chu
y
Ón tiÕ
p
s¶n
p
hÈm
H×nh 1: HÖ thèng s¶n xuÊt linh ho¹t FMS50
HOÄI NGHÒ CÔ ÑIEÄN TÖÛ TOØAN QUOÁC LAÀN THÖÙ HAI
2
HÖ thèng ho¹t ®éng theo chu tr×nh sau: tr¹m ph©n phèi chuyÓn ph«i sang tr¹m kiÓm tra. T¹i
®©y ph«i ®−îc kiÓm tra vÒ mµu s¾c vµ chiÒu cao. Ph«i ®¹t yªu cÇu sÏ ®−îc ®−a tíi tr¹m b¨ng t¶i vµ
sau ®ã tíi tr¹m l¾p r¸p. T¹i tr¹m nµy ph«i ®−îc robot l¾p r¸p thµnh s¶n phÈm vµ ®−îc ®−a trë l¹i
b¨ng t¶i. Tr¹m b¨ng t¶i tiÕp tôc ®−a s¶n phÈm ®Õn tr¹m chuyÓn tiÕp s¶n phÈm. Sau ®ã, tr¹m chuyÓn
tiÕp sÏ ®−a s¶n phÈm ®Õn tr¹m ph©n lo¹i vµ tiÕn hµnh ph©n chia thµnh ba s¶n phÈm kh¸c nhau trªn
c¬ së ph©n biÖt sù kh¸c nhau vÒ mµu s¾c (®á, ®en, tr¾ng) vµ sù kh¸c nhau vÒ vËt liÖu (nh«m, nhùa)
cña s¶n phÈm.
II. h−íng nghiªn cøu
Tr−íc khi nghiªn cøu nµy ®−îc tiÕn hµnh, hÖ thèng FMS50 ®−îc ®iÒu khiÓn bëi mét
ch−¬ng tr×nh chuÈn do h·ng FESTO cung cÊp. Ch−¬ng tr×nh chuÈn nµy ®−îc viÕt b»ng hai ng«n
ng÷ lËp tr×nh cao cÊp cho PLC S7-300 vµ S7-400 cña h·ng Siemens lµ Hi-Graph vµ SCL (Structure
Control Language). Hi-Graph lµ ng«n ng÷ lËp tr×nh d¹ng ®å ho¹ vµ SCL lµ ng«n ng÷ lËp tr×nh cã
cÊu tróc víi c¸c có ph¸p lÖnh t−¬ng tù nh− ng«n ng÷ lËp tr×nh Pascal. Ch−¬ng tr×nh chuÈn nµy ®−îc
biªn dÞch thµnh ng«n ng÷ m¸y vµ ®−îc n¹p vµo EPROM cña PLC. Ng−êi sö dông kh«ng thÓ xem
néi dung, chØnh söa hay më réng ch−¬ng tr×nh chuÈn nµy. Ngoµi ra, ch−¬ng tr×nh chuÈn nµy cßn cã
mét h¹n chÕ lµ qu¸ ®¬n gi¶n, nã chØ cho phÐp ng−êi sö dông t−¬ng t¸c víi hÖ thèng th«ng qua c¸c
nót Ên trªn b¶ng ®iÒu khiÓn. Trªn thùc tÕ, mét hÖ thèng s¶n xuÊt linh ho¹t hiÖn ®¹i rÊt Ýt khi chØ
®−îc ®iÒu khiÓn b»ng c¸c nót Ên trùc tiÕp t¹i hiÖn tr−êng mµ th−êng ph¶i cã kh¶ n¨ng cho phÐp
®iÒu khiÓn tõ xa b»ng c¸ch sö dông m¹ng truyÒn th«ng c«ng nghiÖp. §©y lµ m« h×nh cña hÖ thèng
®iÒu khiÓn ph©n t¸n DCS (Distributed Control System) vµ hÖ thèng SCADA (Supervisory Control
and Data Acquisition) th−êng ®−îc sö dông trong c«ng nghiÖp hiÖn nay.
Tr−íc t×nh h×nh nµy, c¸c c¸n bé cña phßng thÝ nghiÖm c¬ ®iÖn tö ®· m¹nh d¹n ®Ò ra gi¶i
ph¸p n©ng cÊp hÖ thèng FMS50 nh− sau:
• ViÕt l¹i toµn bé ch−¬ng tr×nh ®iÒu khiÓn cho hÖ thèng FMS50 b»ng ng«n ng÷ lËp tr×nh
FBD (Function Block Diagram).
• X©y dùng thªm chøc n¨ng gi¸m s¸t cho hÖ thèng FMS50 dùa trªn c«ng cô WinCC 5.0
cña h·ng Siemens.
IiI. x©y dùng phÇn mÒm ®iÒu khiÓn vµ gi¸m s¸t
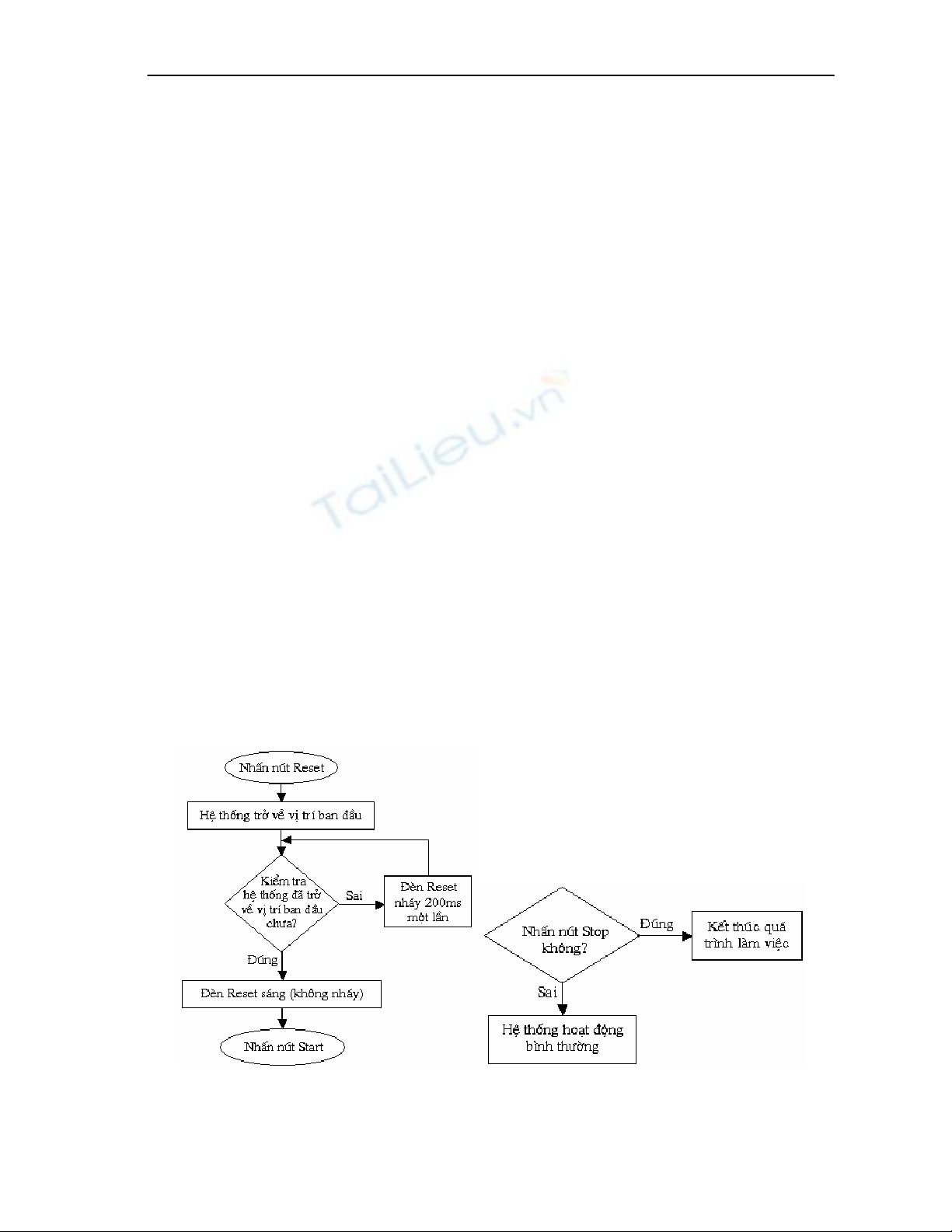
Trong hÖ thèng FMS50, qu¸ tr×nh khëi ®éng vµ dõng c¸c tr¹m cã nguyªn lý gièng nhau vµ
®−îc m« t¶ nh− trong c¸c l−u ®å thuËt to¸n ë h×nh 2 vµ h×nh 3. Ch−¬ng tr×nh ®iÒu khiÓn qu¸ tr×nh
ho¹t ®éng cña tõng tr¹m ®−îc m« t¶ d−íi d¹ng c¸c l−u ®å thuËt to¸n t−¬ng øng.
H×nh 2: L−u ®å qu¸ tr×nh khëi ®éng (reset) c¸c
tr¹m trong hÖ thèng FMS50 H×nh 3: L−u ®å qu¸ tr×nh dõng c¸c tr¹m trong
hÖ thèng FMS50
HOÄI NGHÒ CÔ ÑIEÄN TÖÛ TOØAN QUOÁC LAÀN THÖÙ HAI
3
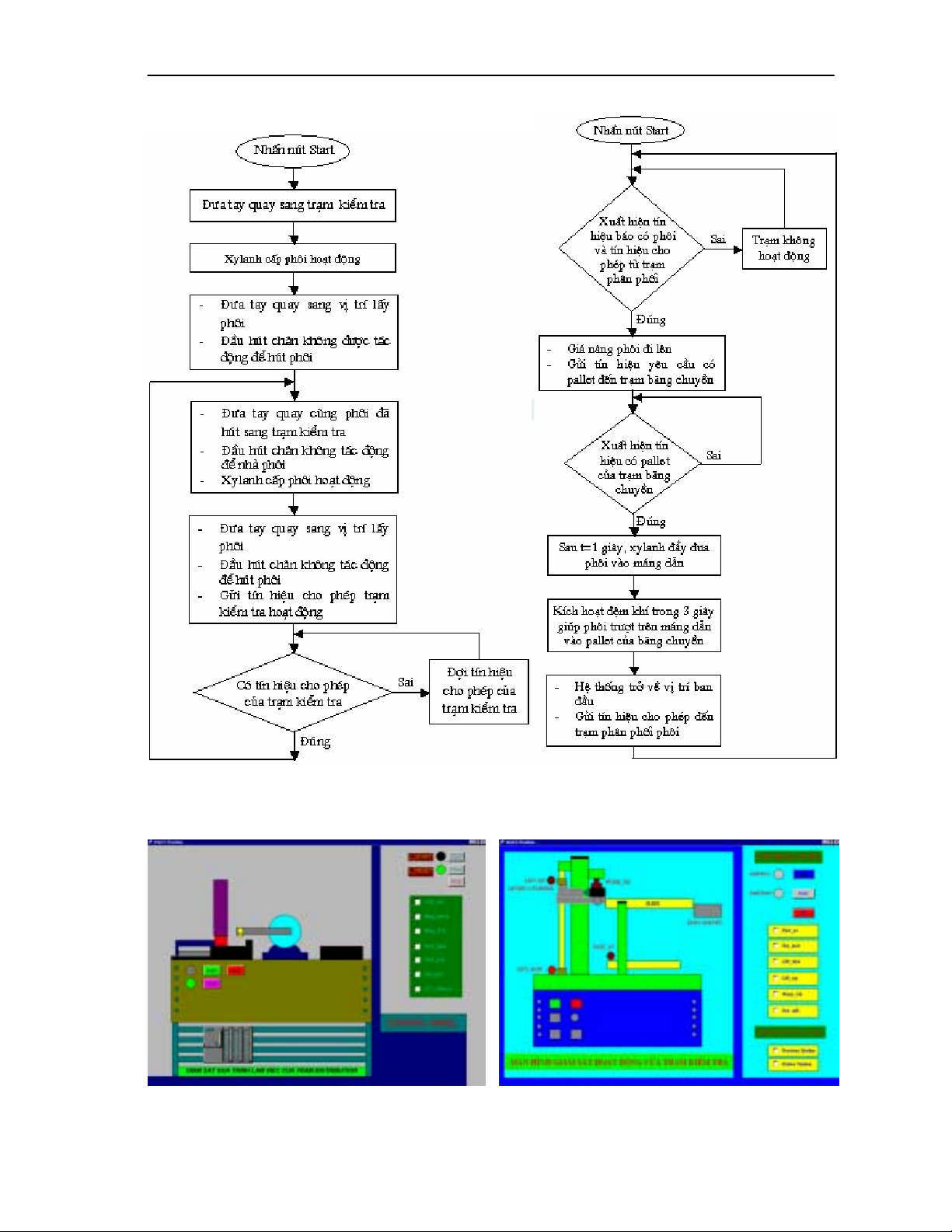
3.1. X©y dùng phÇn mÒm ®iÒu khiÓn vµ gi¸m s¸t cho tr¹m ph©n phèi vµ kiÓm tra ph«i
H×nh 4: L−u ®å qu¸ tr×nh ho¹t ®éng cña tr¹m
ph©n phèi ph«i (Distribution Station) H×nh 5: L−u ®å qu¸ tr×nh ho¹t ®éng cña tr¹m
kiÓm tra ph«i (Testing Station)
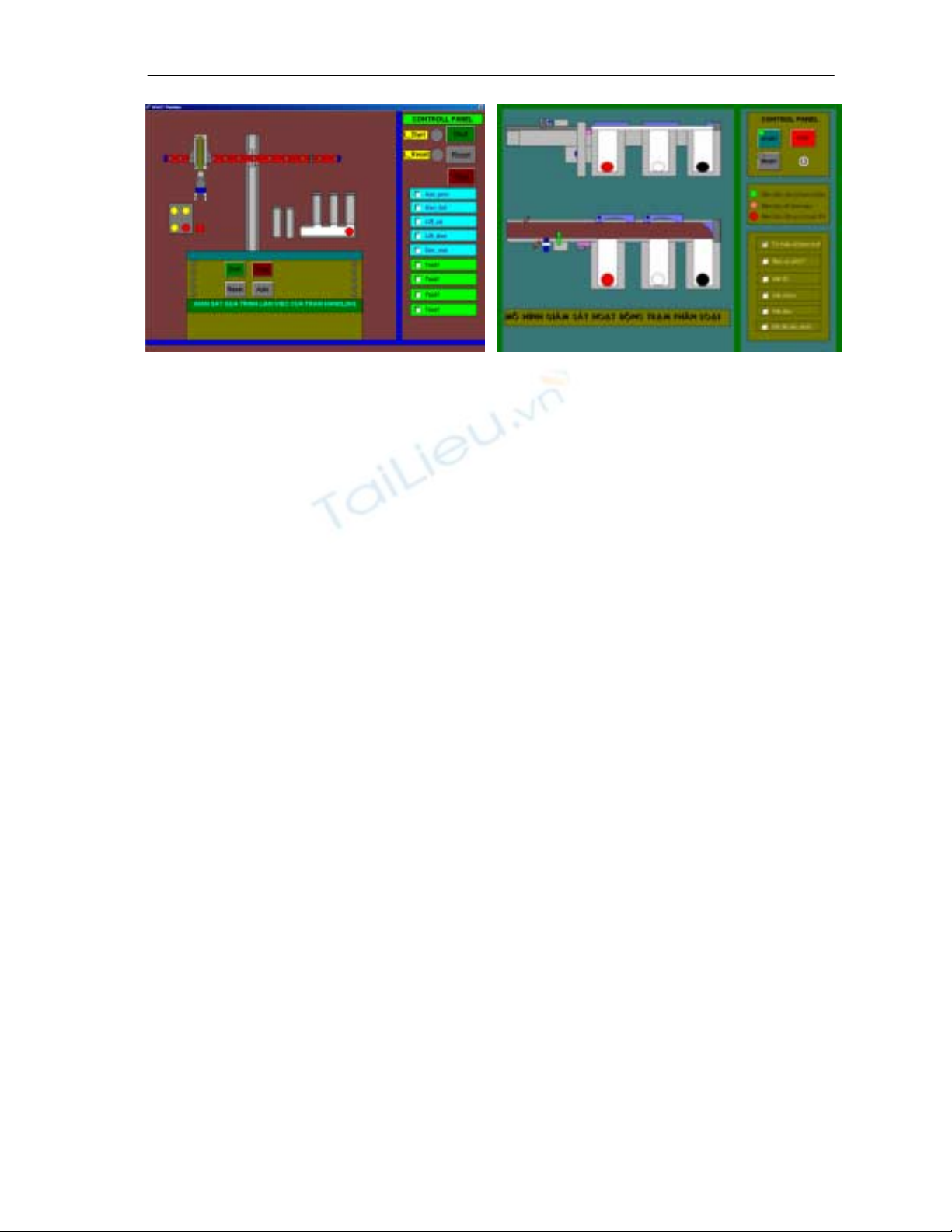
H×nh 6: Giao diÖn ch−¬ng tr×nh ®iÒu khiÓn vµ
gi¸m s¸t cña tr¹m ph©n phèi ph«i H×nh 7: Giao diÖn ch−¬ng tr×nh ®iÒu khiÓn vµ
gi¸m s¸t cña tr¹m kiÓm tra ph«i
HOÄI NGHÒ CÔ ÑIEÄN TÖÛ TOØAN QUOÁC LAÀN THÖÙ HAI
4
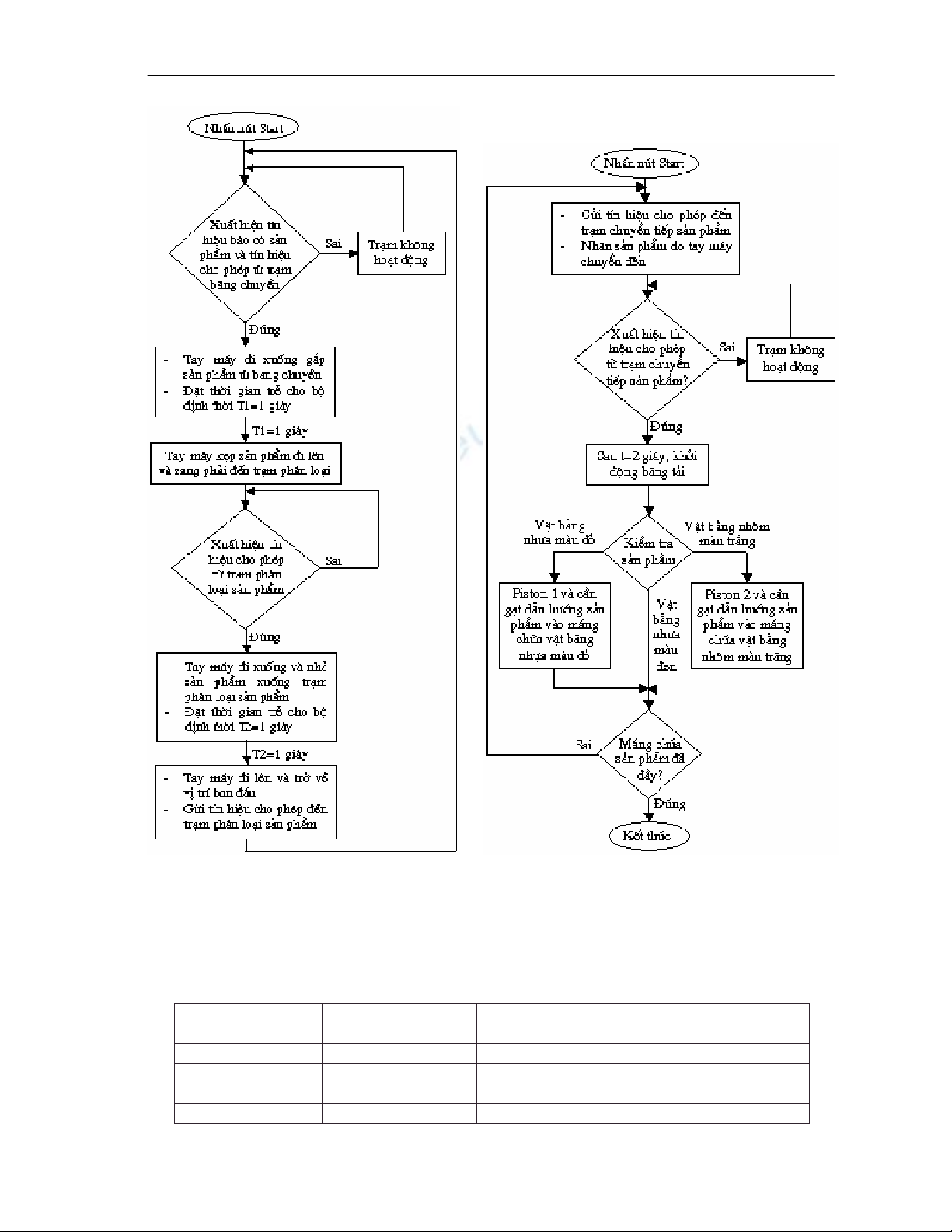
3.2. X©y dùng phÇn mÒm ®iÒu khiÓn vµ gi¸m s¸t cho tr¹m chuyÓn tiÕp vµ ph©n lo¹i s¶n phÈm
H×nh 8: L−u ®å qu¸ tr×nh ho¹t ®éng cña tr¹m
chuyÓn tiÕp s¶n phÈm (Handing Station) H×nh 9: L−u ®å qu¸ tr×nh ho¹t ®éng cña tr¹m
ph©n lo¹i s¶n phÈm (Sorting Station)
Chøc n¨ng ph©n lo¹i s¶n phÈm ®−îc thùc hiÖn nhê sö dông kÕt hîp hai c¶m biÕn: mét c¶m
biÕn tiÕp cËn quang häc vµ mét c¶m biÕn tiÕp cËn ®iÖn c¶m. Hai c¶m biÕn nµy sau khi nhËn biÕt
®−îc mµu s¾c vµ lo¹i vËt liÖu cña s¶n phÈm sÏ göi kÕt qu¶ vÒ bé PLC d−íi d¹ng c¸c tÝn hiªu l«gÝc 0
vµ 1. KÕt hîp c¸c kÕt qu¶ nµy, bé ®iÒu khiÓn sÏ ph©n biÖt ®−îc ba lo¹i s¶n phÈm kh¸c nhau.
C¶m biÕn tiÕp cËn
quang häc
C¶m biÕn tiÕp cËn
®iÖn c¶m KÕt qu¶ ph©n lo¹i
0 0 S¶n phÈm cã vá bäc b»ng nhùa mµu ®en
0 1 Kh«ng sö dông
1 0 S¶n phÈm cã vá bäc b»ng nhùa mµu ®á
1 1 S¶n phÈm cã vá bäc b»ng nh«m mµu tr¾ng
HOÄI NGHÒ CÔ ÑIEÄN TÖÛ TOØAN QUOÁC LAÀN THÖÙ HAI
5
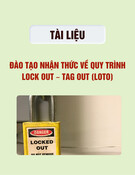
H×nh 10: Giao diÖn ch−¬ng tr×nh ®iÒu khiÓn vµ
gi¸m s¸t cña tr¹m chuyÓn tiÕp s¶n phÈm H×nh 11: Giao diÖn ch−¬ng tr×nh ®iÒu khiÓn vµ
gi¸m s¸t cña tr¹m ph©n lo¹i s¶n phÈm
Iv. kÕt luËn vµ h−íng ph¸t triÓn
KÕt qu¶ mµ nghiªn cøu ®¹t ®−îc gåm hai phÇn nh− sau:
• X©y ®ùng ®−îc ch−¬ng tr×nh ®iÒu khiÓn ho¹t ®éng cho hÖ thèng s¶n xuÊt linh ho¹t
FMS50 víi c¸c chøc n¨ng t−¬ng tù nh− ch−¬ng tr×nh chuÈn do h·ng FESTO cung cÊp.
• X©y dùng ®−îc thªm ch−¬ng tr×nh gi¸m s¸t cho phÐp ng−êi ng−êi vËn hµnh quan s¸t
®−îc mäi tr¹ng th¸i ho¹t ®éng vµ c¸c th«ng b¸o lçi cña c¸c tr¹m trong hÖ thèng trªn
mµn h×nh m¸y tÝnh.
Ch−¬ng tr×nh ®iÒu khiÓn ®−îc viÕt l¹i b»ng ng«n ng÷ lËp tr×nh FBD, mét ng«n ng÷ lËp tr×nh
trùc quan vµ dÔ hiÓu ®èi víi sinh viªn Khoa C¬ khÝ. §ång thêi, phÇn mÒm nµy ®· ®−a hÖ thèng
FMS50 trë thµnh mét c«ng cô häc tËp vµ nghiªn cøu hoµn chØnh h¬n vÒ C¬ ®iÖn tö.
KÕt qu¶ cña nghiªn cøu nµy lµ cë së ®Ó x©y dùng phÇn mÒm ®iÒu khiÓn vµ gi¸m s¸t cho c¸c
d©y chuyÒn s¶n xuÊt thùc tÕ trong n−íc nh»m gi¶m chi phÝ khi ph¶i mua phÇn mÒm cña n−íc
ngoµi.
H−íng nghiªn cøu trong t−¬ng lai lµ x©y dùng cho hÖ thèng s¶n xuÊt linh ho¹t FMS50 mét
ch−¬ng tr×nh phÇn mÒm cã kh¶ n¨ng ®iÒu khiÓn vµ gi¸m s¸t c¸c tr¹m th«ng qua m¹ng Internet theo
giao thøc TCP/IP.
tµi liÖu tham kh¶o
1. §µo B¸ Phong; §Ò tµi cÊp tr−êng T2003-30; Tr−êng §¹i häc B¸ch khoa Hµ Néi, 2003
2. Phan Xu©n Minh & NguyÔn Do·n Ph−íc & Vò V©n Hµ; Tù ®éng ho¸ víi Simatic S7-300;
Nhµ xuÊt b¶n KH&KT, 2000
3. STEP 7 Function Block Diagram Reference; Siemens AG, 1999
4. Simatic HMI WinCC Manual 1&2; Siemens AG, 1999
5. WinCC Communication Manual; Siemens AG, 1999
6. WinCC Configuration Manual; Siemens AG, 1999

























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)