
1
Ch ng 5ươ
CHU TRÌNH GIA CÔNG LỖ

2
N i dungộ
G81 - Chu trình khoan
G82 - Chu trình khóet b ng ằđ u lầ ỗ
G83 - Chu trình khoan sâu
G73 - Chu trình khoan b phoiẻ
G84 - Chu trình taro ren ph iả
G74 - Chu trình taro ren trái
G85 - Chu trình doa doa lùi dao ch mậ
G86 - Chu trình doa lùi dao nhanh
G76 - Chu trình doa tinh
G87 - Chu trình doa sau lỗ
G88 - Chu trình doa lùi dao b ng tayằ
G89 - Chu trình doa d ng cu i hành trình, lùi dao ch mừ ố ậ
G80 - H y các chu trình gia công lủ ỗ

3
Các chu trình gia công lỗ
Đ ểđơn gi n viêc l p trình, h fanuc cung ả ậ ệ
c p cho ngấ ư i dùng nh ng chu trình l p ờ ữ ậ
s n ẵđ gia công l , ti ng anh g i là các ể ỗ ế ọ
canned cycles.
Thu c nh ng chu trình này g m các l nh ộ ữ ồ ệ
sau đây:
•G73, G74, G76, G81, G82, G83, G84, G85,
G86, G87, G88, G89, G80.
4
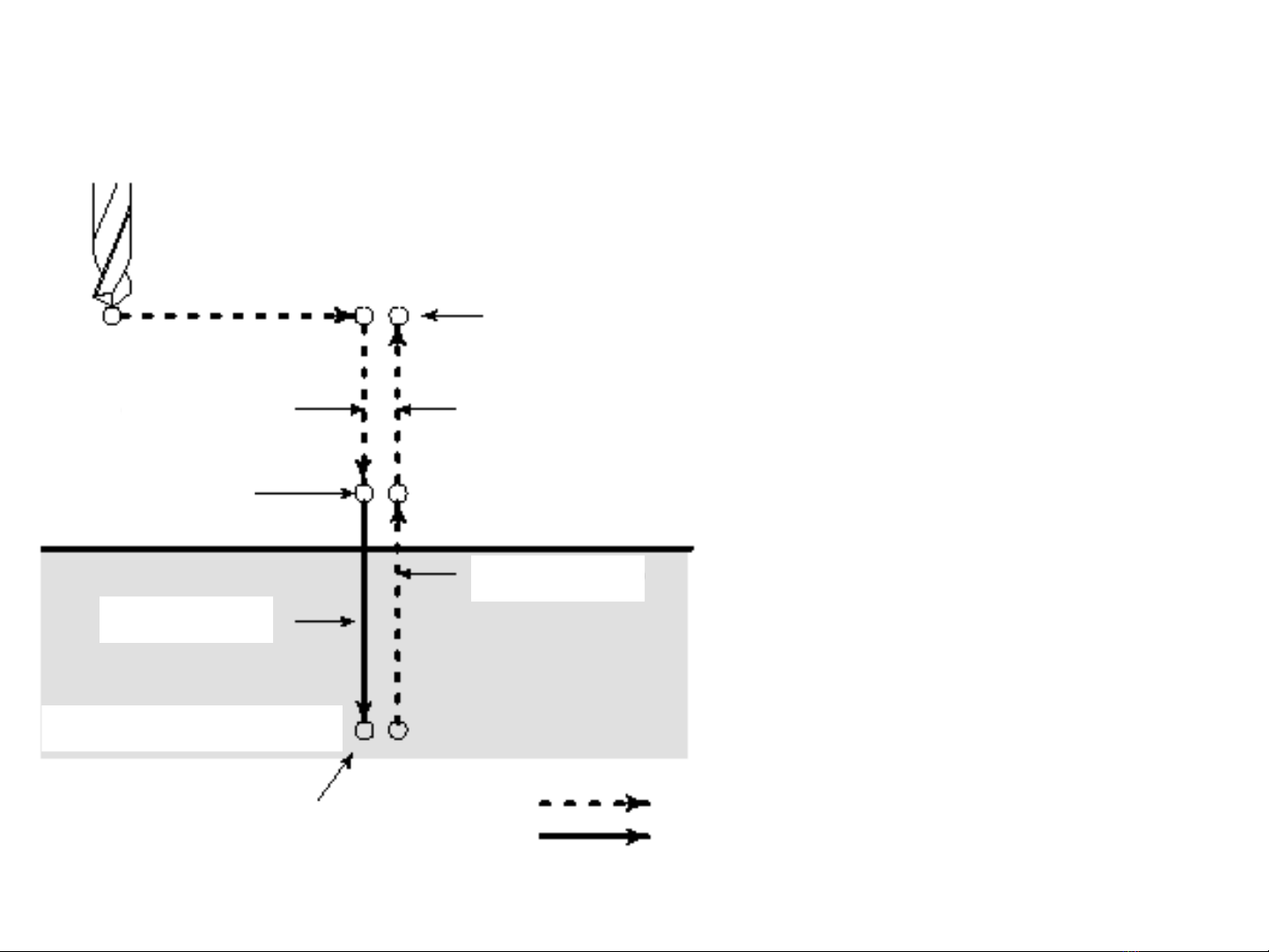
Nhìn chung m t chu trình gia công l g m ộ ỗ ồ
các công vi c sauệ
Bưc 1ớ
Bưc 2ớ
Bưc 3ớ
Bưc 4ớ
Bưc 5ớ
Bưc 6ớ
Cao đ xu t phátộ ấ
Cao đ an tòan Rộ
Cao đ k t thúc Zộ ế
Ch y nhanhạ
Ch y ạăn dao
5
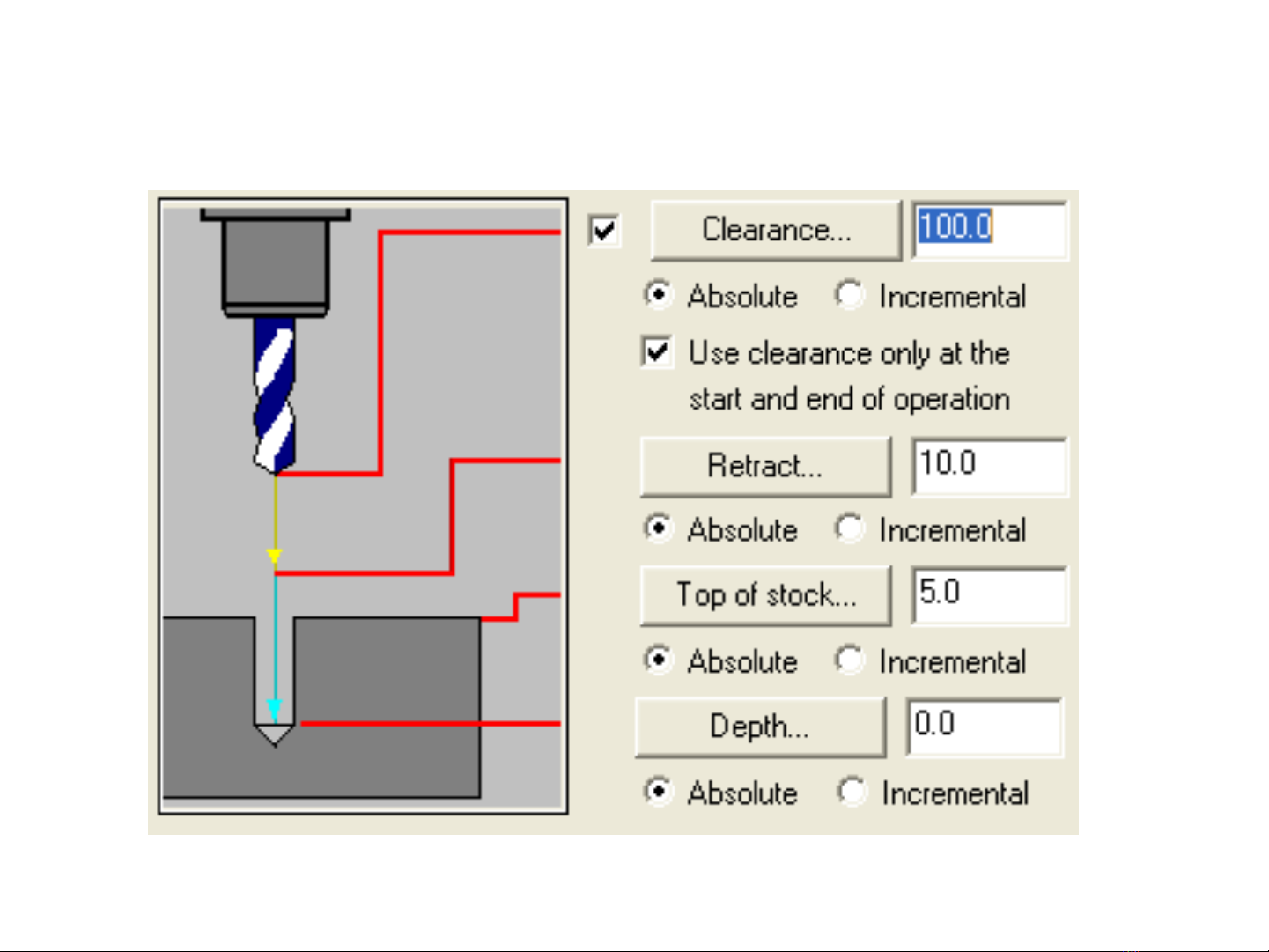
Chu trình gia công l trong MasterCAMỗ









![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)








