BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 4 Hệthống lãnh đạo quá trình sản xuất
Bài giảng
Tựđộng hóa quá trình
sảnxuất FMS & CIM

BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 4 Hệthống lãnh đạo quá trình sản xuất
Nội dung môn học
Chương 4: Hệthống lãnh đạo
quá trình sảnxuất
4.1 Cấutrúcxửlý thông tin trong công nghiệpsảnxuất
4.2 Thâu tóm dữliệuvậnhành(BDE)
4.3 Phương pháp điềukhiển gia công
4.4 Hệthống chỉ đạo gia công
4.5 Hệthống điều khiển logic khảtrình (PLC)
4.6 Lậptrìnhhệthống gia công linh hoạt
BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 4 Hệthống lãnh đạo quá trình sản xuất
Giớithiệukháiniệm
FMS: Flexible Manufacturing System
Hệthống sảnxuất linh hoạt
CIM: Computer Integrated Manufacturing
Sảnxuất tích hợptrợgiúp máy tính
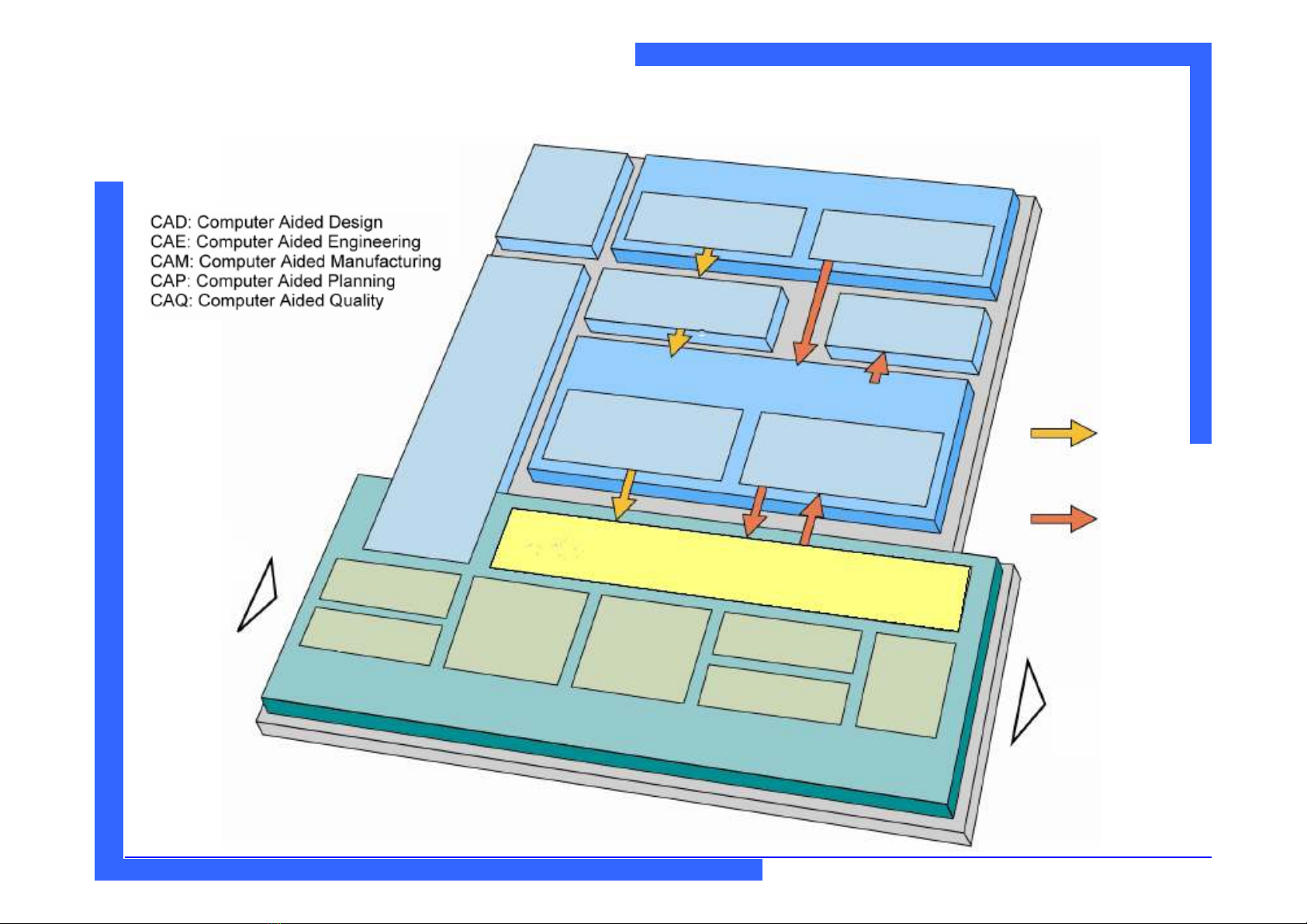
CAD: Computer Aided Design
Thiếtkếcó trợgiúp máy tính
CAM: Computer Aided Manufacturing
Sảnxuấtcótrợgiúp máy tính
CAP: Computer Aided Planning
Lậpkếhoạch có trợgiúp máy tính
CAQ: Computer Aided Quality Control
Kiểmtrachấtlượng có trợgiúp máy tính
PP&C: Production Planning and Control
Lậpkếhoạch sảnxuất, vật tư, thờigianvàkiểmtrahệthống sản
xuất
BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 4 Hệthống lãnh đạo quá trình sản xuất
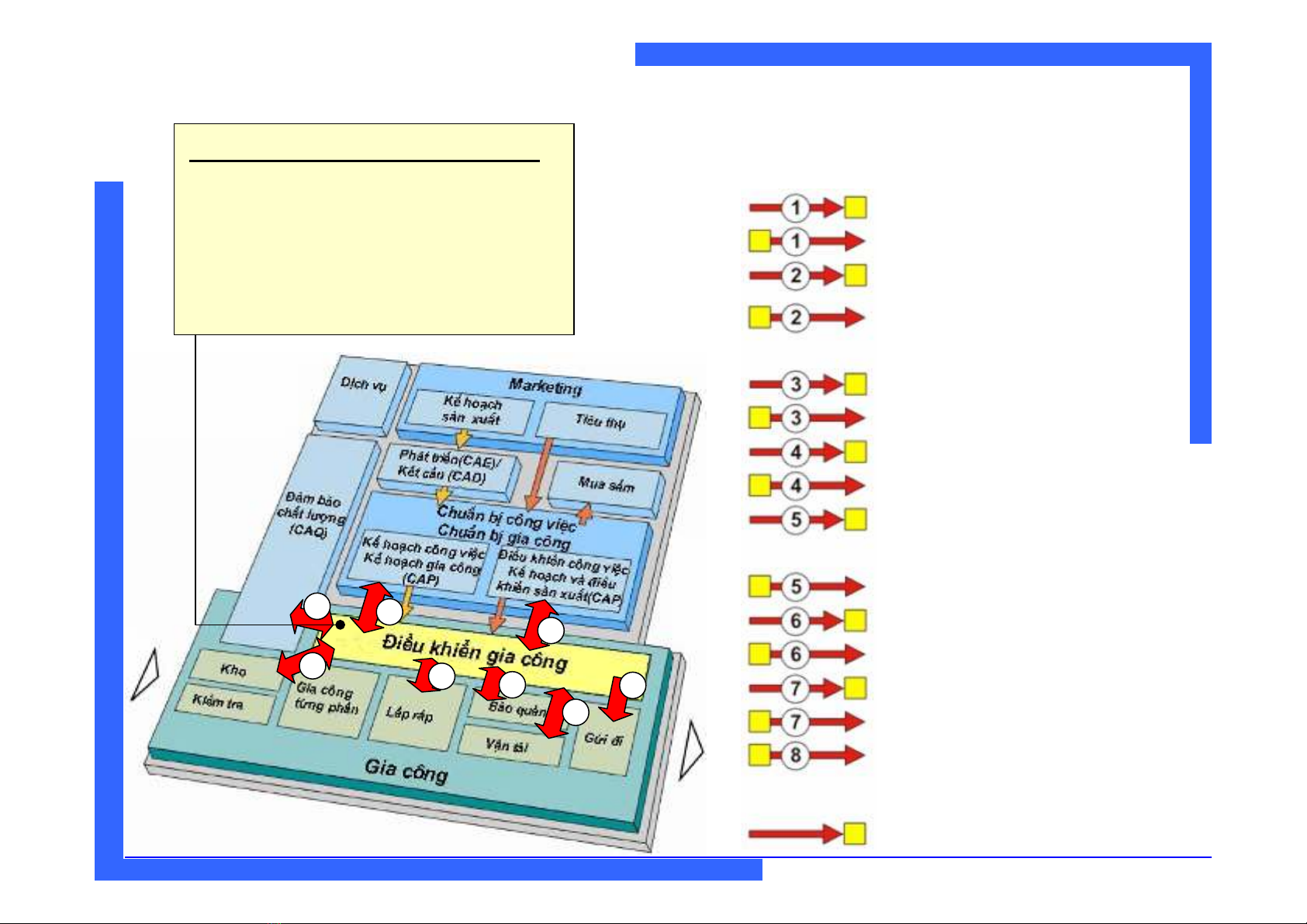
Tiêu thụ
Dịch vụ
Kếhoạch
sản xuất
Phát triển(CAE)/
Kết cấu (CAD)
Mua sắm
Chuẩn bịcông việc
Chuẩn bịgia công
Kếhoạch công việc
Kếhoạch gia công
(CAP)
Điều khiển công việc
Kếhoạch và điều
khiển sản xuất(CAP)
Đảm bảo
chất lượng
(CAQ)
Điều khiển gia công
Kho
Kiểm tra
Gia công
từng phầnLắp ráp
Vận tải
Bảo quản
Gửi đi
Gia công CAM
Kết quả
Vật liệu thô
Chi tiết gia
công từng
phần
Dòng thông tin kỹthuật
liên quan đến sản phẩm
Dòng thông tin
kỹthuật liên
quan đến nhiệm
vụ
Mặt bằng chức năng trong các công ty
sản xuất công nghiệp
Marketing
BỘMÔN KỸTHUẬTMÁY
Trường ĐH Giao thông Vậntải
Th.s PhạmThếMinh
Tựđộng hóa quá trình sảnxuấtFMS & CIM
Chương 4 Hệthống lãnh đạo quá trình sản xuất
12
3
456
7
8
Những dòng thông tin chính từ/tới
việc điều khiển gia công
Kếhoạch công việc, chương trình NC
Dữliệu sửa chữa
Nhiệm vụsản xuất, đặt trước nơi sx
thay đổi nhiệm vụ
Dữliệu sản xuất, cải tiến nhiệm vụ,
đăng ký khả năng, lượng và nguyên
nhân phếphẩm, dao động vật liệu
Thông báo chất lượng
Số lượng và nguyên nhân phếphẩm
Dữliệu vềtình trạng, cải tiến nhiệm vụ
Nhiệm vụ lưu trữ
Dữliệu vềtình trạng, cải tiến nhiệm vụ
thay đổi nguyên liệu, Yêu cầu công cụ,
dữliệu sửa chữa
Nhiệm vụcông việc
Tình trạng bảo quản và sửa chữa
Đề nghịlịch bảo quản
Dữliệu vềtình trạng, cải tiến nhiệm vụ
Nhiệm vụvận tải
Phân chia giải phóng hàng hóa, thông
bảo vận tải
Lĩnh vực kếtoán
Dữliệu vềtình trạng, cải tiến nhiệm vụ
Dữliệu vềtiền công
Nhiệm vụ điều khiển gia công
•Quản lý nhiệm vụgia công
•Phân chia nhiệm vụgia công
•Giám sát xưởng
(Giám sát khu vực gia công)
Dòng thông tin (Điều khiển gia công)









![Đề cương đề tài nghiên cứu khoa học [chuẩn nhất/mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251117/duong297/135x160/26111763433948.jpg)