Câu 2/ Cho trước các thông số của máy cán hai trục, kích thước cũa phôi (Bo Ho Lo cho khe
hở giữa hai trục là Hi. Hỏi chiều dày của sản phẩm sau khi cán sẽ có kích thuóc như the nao
?
Nếu hệ máy cán cứng vững lý tường ta có lương ép h=Ho — H1. Chiều dày sp sau khi cán
sẽ là H1. Trong trường hợp thực tế hệ là không cứng vững : trục bị biến dạng đàn hồi một
lượng 1. Khung, gối đỡ, vít ép... sẽ biến dạng một lương . Ngoài ra khi cán nguội phôi còn
biến dạng đàn hối một lương f. Chiều dày của sản phẩm cán sẽ là:
>Trong trường hợp cán nóng;
Hnóng =H1 + + t
> Trong trường hợp cán nguội:
Hnguội = H1 + + t + f
Câu 3/ Hãy so sánh hai phương pháp kéo và ép kim loại dựa trên sơ đồ ứng suât và sơ đô
biên dạng. Tại sao khả năng biến dạng của hai phương pháp kéo và ép kim loại lại khác
nhau. Đôi với trường hợp kéo kim loại, yếu tố nào hạn chế lực kéo vả khả năng công nghê
kéo?
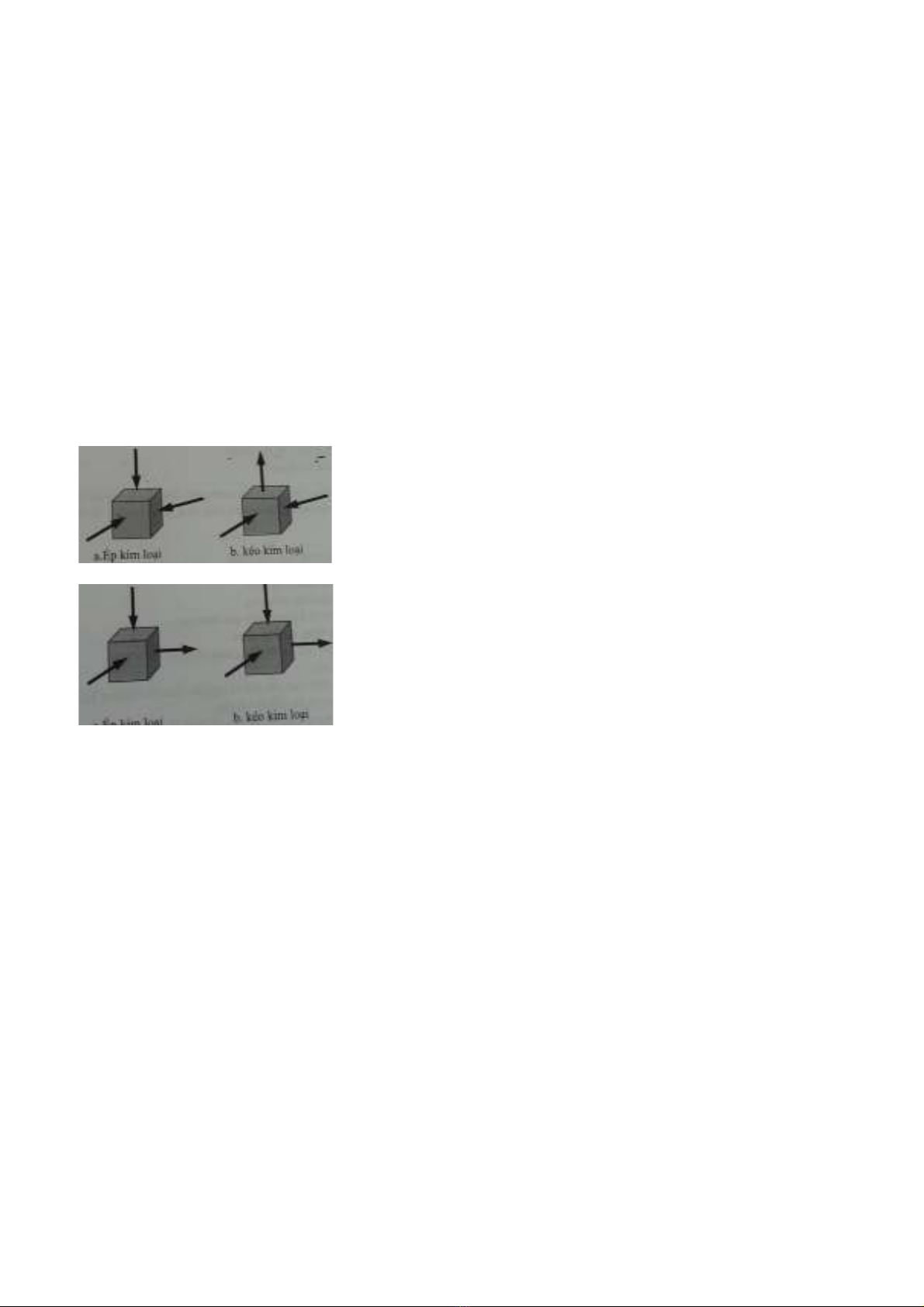
* So sanh sơ đô cơ học biên dạng của hai phương pháp ép và kéo k loại:
Ta thấy TH ép kl ứng suất nén toàn phần. TH kéo kl ứng suất là kéo-nén
Sơ đồ biến dạng của hai phương pháp Ép và Kéo kim loại là như nhau. Nếu khuôn có kích
thước giống nhau thi sản phẩm sẽ giống nhau.
* Khả năng biến dạng của hai phương pháp khác nhau vì trạng thái ứng suất khác nhau. Ta
thấy trường hợp ép kim loại ứng suất nén toàn phần nên dễ biến dạng hơn. Đối với các kim
loại có tính dẻo cao, hệ số giảm tiết diện có thể đến 6-7 lần. Trường hợp kéo kim loại ứng suất
là kéo- nén nên khả năng biến dạng kém hơn.
* Kéo kim loại còn phụ thuộc vào giới hạn bền của vật liệu. Lực kéo phải nhỏ hơn giới hạn bền
nếu không phôi sẽ bị đứt (giống TH thử kéo mẫu).đó là lý do hạn chế kha nàng biến dạng
trong phương pháp tạo hình kéo.
Câu 4/ So sánh tổ chức mối hàn nóng chảy và tổ chức của vật đúc. Vì sao phải bảo vệ mối
hàn?VÌ sao cơ tính của moi hàn không cao (phân tích vùng ảnh hưởng nhiệt khi hàn nóng
chảy)?Tại sao không sử dụng hàn nóng chảy cho các kết cấu trong ngành hàng không vũ
trụ?
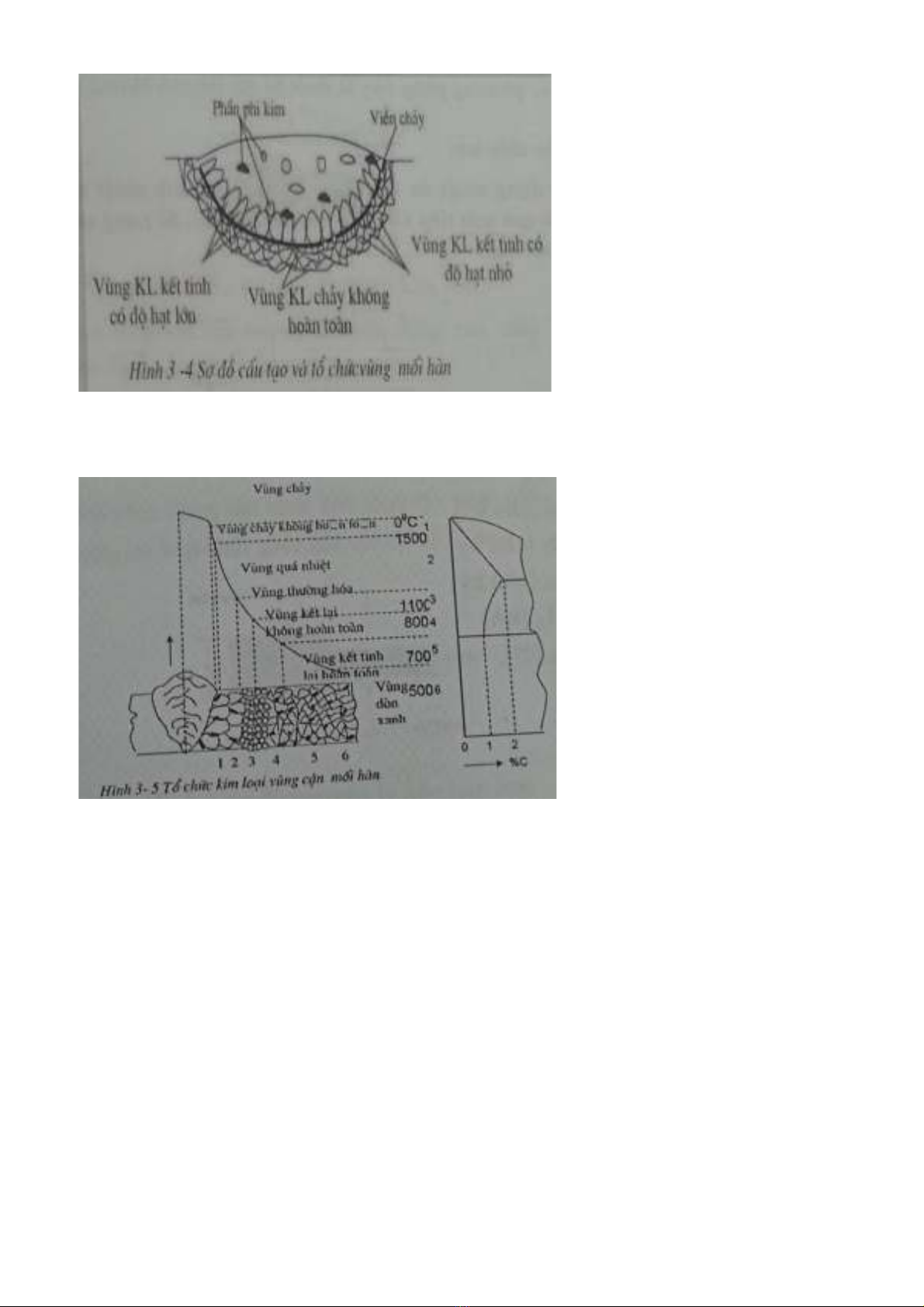
- Tổ chức kim loại của mối hàn nóng chảy về cơ bản giống tổ chức đúc.
* Tổ chức gồm vùng vùng nóng chày hoàn toàn, vùng viền chảy và vùng ảnh hưởng nhiệt.
Vùng nóng chảy hoàn toàn giống tổ chức vật đúc gồm lớp biên có hạt nhỏ mịn, tiếp theo là
dạng nhánh cây kéo dài theo hương tâm, trong cùng là lớp hạt to đẳng hướng, trong tô chức
mối hàn có thể có lẫn khí và xỉ thâm nhập.
* Trong quá trình hàn nóng chảy, kim loại có thể tương tác với không khí gây oxy hóa làm
nhiễm bẩn kim loại, ngoài ra ở nhiệt độ cao, khí dễ hòa tan vào kim loại lòng làm giảm cơ tính
vật liệu, vì vậy ta phải bảo vệ mối hàn bằng thuốc hàn, khí trơ...
- Khác với tổ chức đúc, tổ chức của mối hàn còn có vùng ảnh hưởng nhiệt
- Chính do ảnh hưởng nhiệt mà cơ tính của mối hàn không cao. Trong các ngành hành không,
vũ trụ, không bao giờ sử dụng các mối hàn nóng chày cho các kết câu quan trọng.trong điều
kiện làm việc khắc nghiệt như thế (tải trọng động lơn, giao đọng nhiẹt lớn...) sẽ dễ gây phá
hủy mối hàn.
Câu 5/ So sánh đặc điểm của hàn ở trạng thái nóng chảy và hản ở trạng thái rắn,
Phân tích khả năng ứng dụng cùa từng phương pháp.Bản chất cùa han diện trở.Các thông
số công nghệ nào cần dc quan tâm trong hàn điện trở.
Hàn ở trạng thái nóng chảy: kim loại nền và kim loại thêm vào dược gia nhiệt đến trạng thái
nóng chảy hoàn toàn, khi nguội & đông rắn lại sẽ tạo thảnh mối hản. Tổ chức vũng mối hán
không đồng nhất với tồ chức của kim loại nền vả có thể chứa tạp chất (xỉ, khí,..). Ngoải ra
trong hàn nóng chảy còn có vùng ảnh hưởng nhiệt, đây lả vùng có cơ tính thấp, hạn chế khả
năng làm việc của kết cấu.Hàn nóng chảy có tính linh hoạt cao, thiết bị đơn giản vả rẻ tiền.
Hàn ở trạng thái rắn: kim loại cần hàn đc gia nhiệt đến trạng thái dẻo, kết dính nhờ áp lực. tổ
chức kim loại của mối hàn tốt, giống kim loại nèn, không có vùng ảnh hưởng nhiệt nên cơ tính
tốt. Hạn chế của các phương pháp này là thiết bị đắt tiền và không linh hoạt trong thi công.
Bản chất của hàn điện trở:
Là dạng hàn áp lực,sử dụng nhiệt do biến dổi điộn năng thành nhiệt năng bằng cách cho dòng
điện có cường độ lớn đi qua mặt tiếp xúc cùa hai chi tiết hàn đẻ nung nóng kim loại.Dùng áp

lực ép các chi tiết lại, tạo mối hàn.
Dòng điện có cường độ lớn chảy qua chi tiết hàn
Vị trí tx có dtro lướn sẽ bị nung nấu kl vật hàn đến trạng thái hàn (trạng thái lỏng hoặc trạng
thái dẻo)
Nhờ tác dựng của. Lực cơ học, các vật hàn sẽ dính chặt với nhau
Nhiệt lượng Q sinh ra tuân theo đl Jun Lense Q=I2RT
Trong đó: Q lg nhiệt sinh ra (J); I cg độ dòng điện (A); R dtro điểm làm việc; t tgian dòng điện
chạy qua
Hàn dtro cũng có thể là hàn ở trạng thái nóng chảy nếu nhiệt độ nung lên quá ndo nóng chảy
của vật hàn. Hàn dtro cso thể ở trạng thái rắn nếu nhiệt độ nung kl đến trạng thái dẻo (dứoi
nhiệt độ nóng chảy)
♦Các thông số công nghệ cần quan tâm trong quá trình hàn điện trở theo trình tự bao gồm các
tham số sau:
» Thời gian ép tv [chu kỳ]
» Thời gian hàn ts [chu kỳ]
» Thời gian giữ tN [chu kỳ]
» Dòng điện hàn Is [kA]
» Lực điện cực Fe [N]
Trường ĐHBK TP. HCM
Khoa Cơ Khí
Bộ môn TB & CNVL Cơ Khí
ĐÁP ÁN THI HỌC KỲ I NẲM HỌC 2012 - 2013
Môn thi: KỸ THUẬT CHẾ TẠO I
Câu 1: - Trình bày nguyên lý ép kim loại. Vẽ hình phương pháp ép thuận, ẻp nghich.
(1đ) .Nguyên lý kéo kim loại. Giải thích giới hạn lực khi kéo. (1đ)
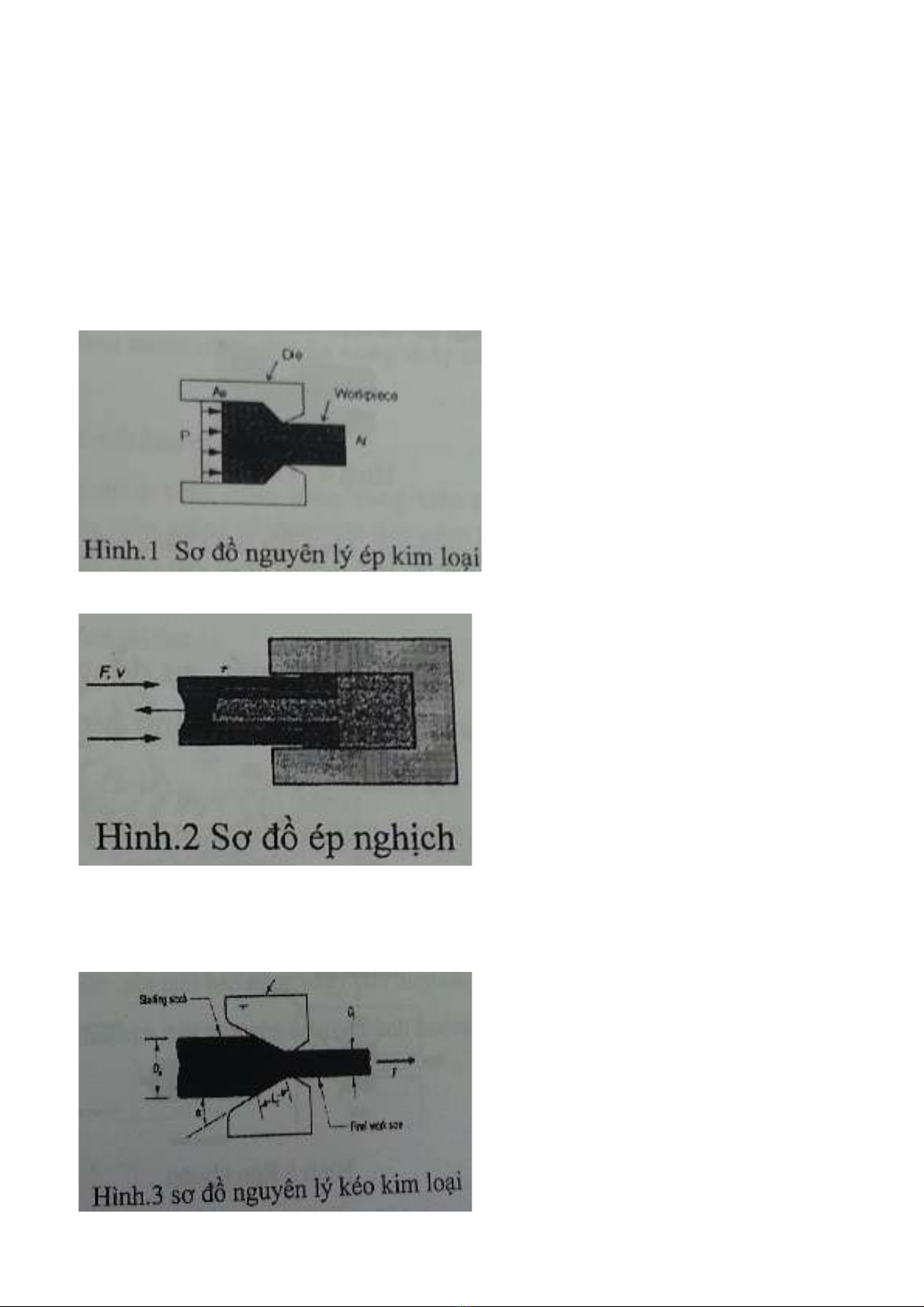
Ép là quá trình biến dạng tạo hình bằng cách dùng chày ép tác động lên phôi chứa trong
buồng ép, làm cho kim loại chảy qua khuôn định hình sẵn, sản phẩm sẽ có hình dạng và kích
thước của khuôn.
» Ép thuận là quá trình ép mà hướng chuyển động của chày ép cùng chiều với hướng ra của
sản phẩm. H. 1
» Ép nghịch là quá trình ép mà hướng chuyển động của chày ép ngược chiều với hướng ra
của sản phấm H.2
Kéo là quá trình biến dạng tạo hình kim loại mà phôi (ống hoặc thanh) được kẻo qua khuôn
nhờ một dụng cụ kẹp chặt phôi nối với cơ cấu kéo.
»Khi kéo, lực kéo 0 thể có độ lớn tuỳ ý mà phụ thuộc vào giới hạn bền của vlieu. Kéo – cũng
giống như TH thử kéo vật liệu, nghĩa là vượt quá ghạn bền thì vlieu sẽ bị phá huỷ, vì vậy khi

kéo phải tuân thủ đk
Với Kk: ứng suất kéo; Fk : lực kéo ; Ak : dtich mặt cắt ngang của phôi kéo; Sb ghạn bền vlieu
kéo
Câu 2. - Nêu đặc điểm của các quá trình rèn tự do và rèn khuôn (1đ)
Rèn tự do: là phưomg phốp rèn mà kim loại được bién dạng không bị khống chế bởi bề mặt
nào khác ngoài mặt đỡ và diện tỉch tiếp xúc trực tiếp của dụng cụ gia ráng.
Hình 4 : Rèn tự do
Ưu điểm :
- Dụng cụ đon giản; cỏ thể rèn tự do bằng tay hoặc bằng máy nên rèn tự do sớm được phát
triển và dễ dàng sử dụng rộng rãi. Không phải thiết kể khuôn phức tạp, giá thành sản phẩm
thấp, linh hoạt trong sản xuất
Nhược điểm:
a Sự chính xác về kích thước, độ bỏng bề mặt, sự đồng đều hoá trong sàn phẩm thấp.
Chỉ gia công chi tiết đom giản, bề mặt không định hình.Yêu cầu lượng dư gia công , dung sai
chế tạo, thời gian phục vụ lớn.
Phụ thuộc nhiều vào tay nghề công nhân. Năng suất thấp.
Phạm vi ứng dụng:
Dùng để sản xuất đơn chiếc hay hàng loạt nhỏ, dùng cho sửa chữa thay thế.
Hình.5 Rèn khuôn
> Rèn khuôn: là phương pháp biến dạng dẻo kim loại trong lòng khuôn dưới tác dụng của lực
rèn. Kim loại biến dạng bị hạn chế trong lòng khuôn dưới áp lực ở nhiệt độ cao họặc nhiệt độ
bình thường để tạo hình dạng và kích thước sản phẩm theo yêu cầu. Lực biến dạng có thể là
lực động hay lực tĩnh. Phôi bị biến dạng ở giữa hai nửa khuôn tạo thành hình dạng mong
muốn của vật rèn. Phôi điền đầy khuôn đến khe hở cuối cùng dưới áp lực cao.
* ưu điểm:
Độ chính xác về kích thước hình học cao. Chất lượng bề mặt cao
Lượng dư cho gia công cắt gọt nhỏ, tiết kiệm vật liệu hơn.
không phụ thuộc vào tay nghề công nhân.
Dê cơ khí hóa và tự động hóa. ,
Năng suất cao
Nhược điểm:
Không gia công được các chi tiết phức tạp
Giá thành bộ khuôn đắt
ứng dụng:
Sản xuất loạt lớn. Đòi hỏi độ chính xácchi tiết cao.
Câu 4. - Cách dịch chuyển kim loại vào mối hàn trong hàn hồ quang, (1đ)
- Hãy nêu các yếu tố ảnh hưởng đến quá trình dịch chuyển kim loại vào mối hàn trong hàn sấp
và hàn trần bằng phương pháp hàn hồ quang tay. (1đ)
> Cách dịch chuyển kim. loại vào mối hàn trong phương pháp hàn hồ quang:
Sự dịch chuyễn kim loại vào mối hàn chịu ảnh hưởng các yếu tố sau:
+Trọng lực : kim loại lỏng tự dịch chuyển vào mối hàn nhờ trọng lực.
+ Sức căng bề mặt: Giọt kim loại lỏng có sức căng bề mặt nên có xu hướng tạo giọt hình cầu
và bám vào mối hàn.
+ Áp lực khí: Thuốc hàn tham gia phàn ứng, sinh khí, tạo áp lực đẩy giọt kim loại lỏng vào mối
hàn.
+Áp lực hơi kim loại lỏng : Ở nhiệt độ cao kim loại bốc thành hơi, tạo áp lực đầy giọt kim loại
đi vào mối hàn.
> Các yếu tố ảnh hưởng đến quá trình dịch chuyển kim loại vào mối hàn trong hàn sáp và hàn















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)