33
BÀI TẬP THỰC HÀNH HÀN HỒ QUANG
BÀI TẬP 1. VẬN HÀNH MÁY HÀN,
TẬP GÂY VÀ DUY TRÌ HỒ QUANG HÀN
1. Mục đích
- Hình thành kỹ năng vận hành máy hàn hồ quang xoay chiều.
- Biết cách sử dụng các trang bị bảo hộ lao động.
- Hình thành kỹ năng gây hồ quang và chuyển động của que hàn.
- Thực hành an toàn và vệ sinh công nghiệp.
2. Thiết bị và dụng cụ
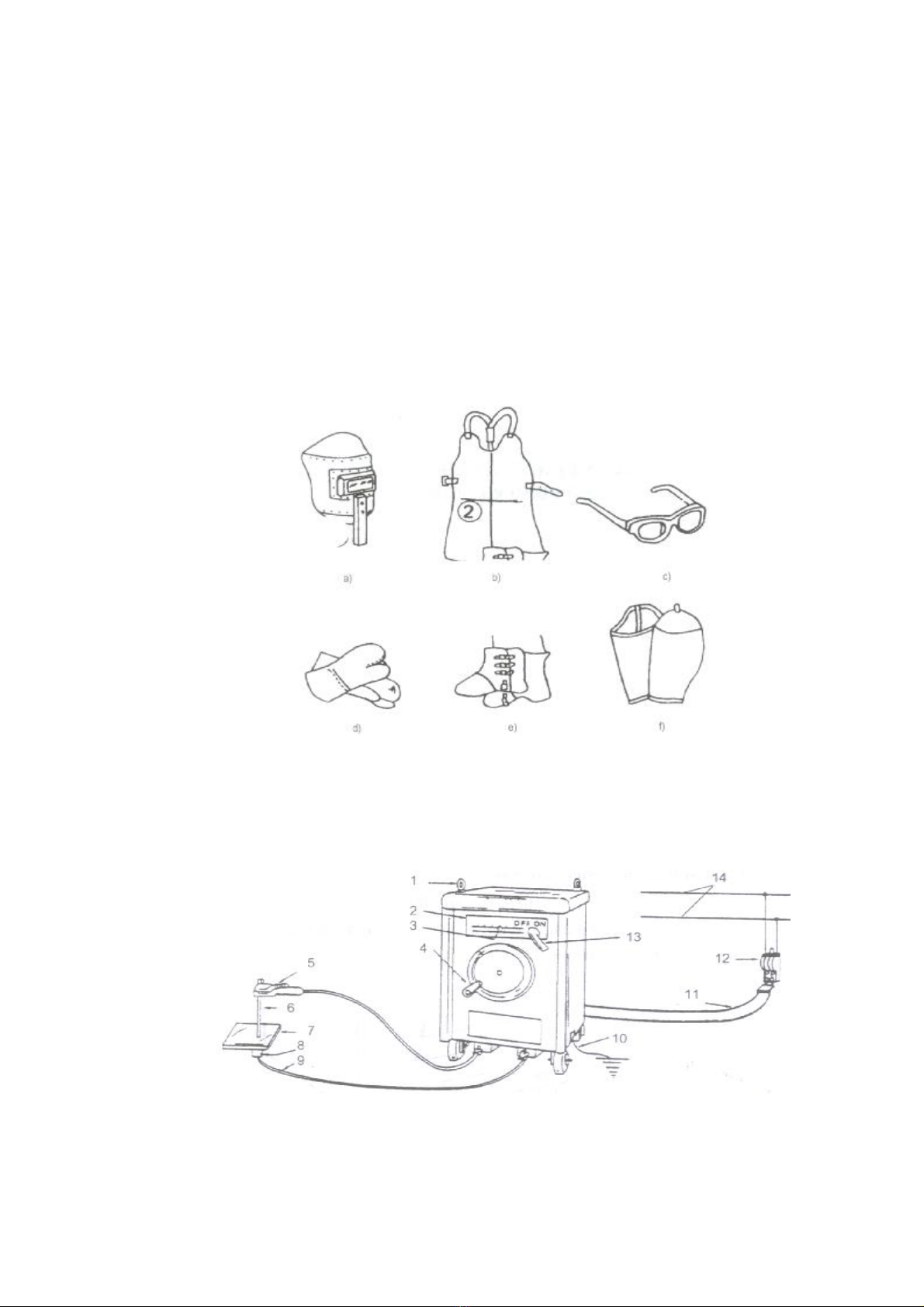
2.1. Trang bị bảo hộ lao động cho hàn (Hình 1.1)
Hình 1.1. Các loại trang bị bảo hộ cho hàn
a. Mặt nạ hàn cầm tay; b. Tạp dề; c. Kính bảo hộ;
d. Găng tay da bảo vệ; e. Giày bảo hộ; g. Che tay
2.2. Lắp đặt và vận hành máy hàn (Hình 1.2)
Hình 1.2. Sơ đồ cấu tạo và lắp đặt máy hàn
1. Bu lông vòng; 2. Vạch điều chỉnh Ih; 3. Giá trị cần đặt; 4. Tay quay điều chỉnh Ih;
5. Mỏ hàn; 6. Que hàn; 7. Vật hàn; 8. Nam châm; 9. Cáp nối mát; 10. Dây tiếp đất;
11. Cấp điện nguồn; 12. Cầu dao điện; 13. Công tắc máy hàn; 14. Nguồn điện.
34
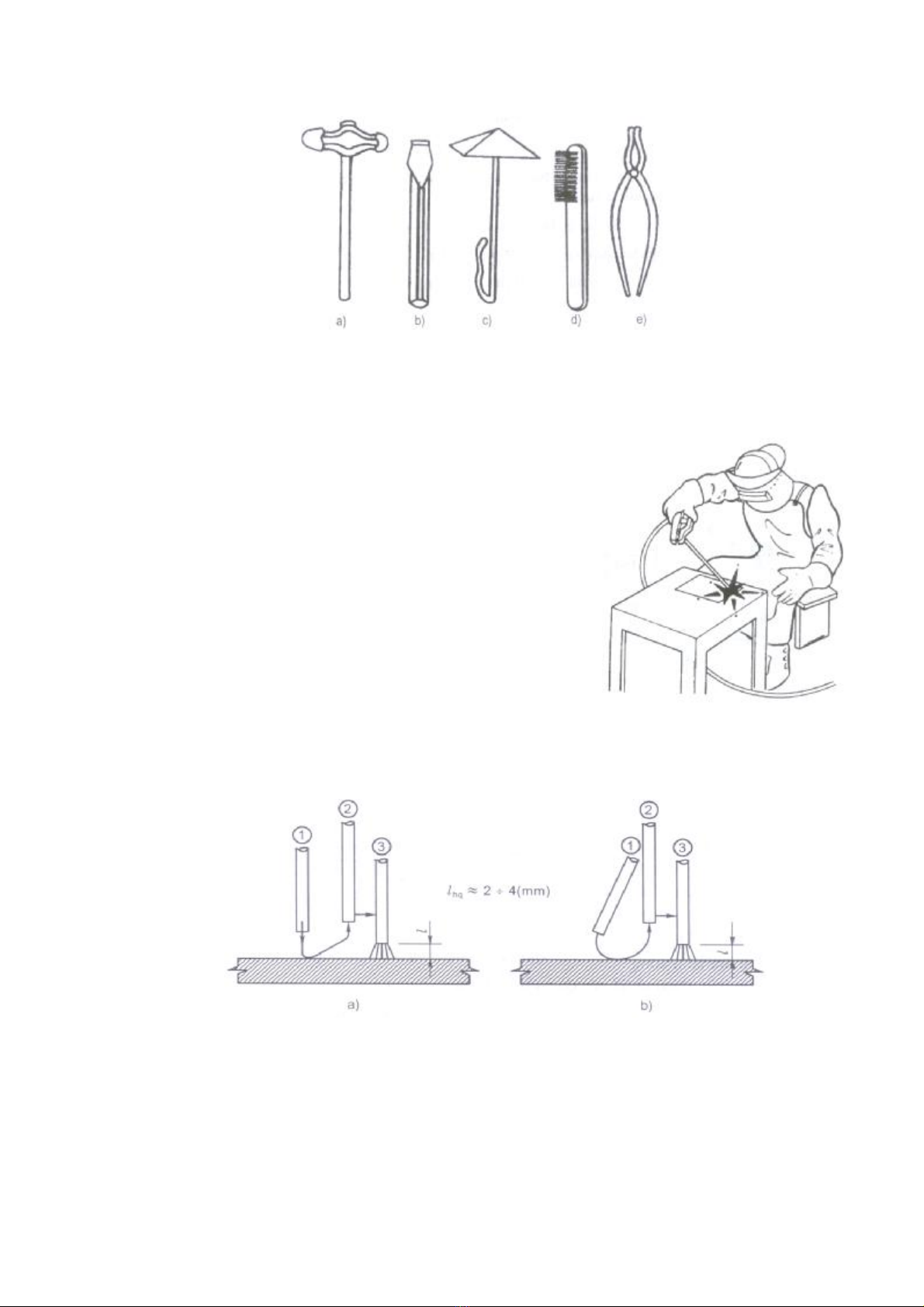
2.3. Chuẩn bị dụng cụ làm sạch (Hình 1.3)
Hình 1.3. Các loại dụng cụ làm sạch
a) Búa tay; b) Đục bằng; c) Búa gõ xỉ; d) Bàn chải sắt; e) Kìm cặp phôi.
3. Vật liệu
- Thép tấm (150 x 100 x 5)mm.
- Que hàn D4301, đường kính Φ3.2
4. Tập gây và duy trì hồ quang hàn
- Lắp que hàn vào kìm hàn (vuông góc với nhau).
- Đưa que hàn đến gần vị trí gây hồ quang.
- Đưa mặt nạ hàn che mặt.
- Tư thế ngồi hàn như hình 1.4.
Hình 1.4. Tư thế khi hàn
- Gây hồ quang: 2 phương pháp (Hình 1.5):
Hình 1.5. Các phương pháp gây và duy trì hồ quang hàn
a) Phương pháp mổ thẳng; b) Phương pháp ma sát
- Thực hiện các đoạn hàn có chiều dài khoảng 25mm, chiều rộng 6 ÷ 8mm.
- Ngắt hồ quang.
- Làm sạch mối hàn: làm sạch xỉ và kim loại bắn tóe bằng búa gõ xỉ và đục bằng.
- Tiếp tục thực hiện các đoạn hàn để hoàn thành bài tập.
- Ngắt cầu dao. Thu dọn dụng cụ. Vệ sinh nơi làm việc.

35
BÀI TẬP 2. HÀN BẰNG TRÊN MẶT PHẲNG
1. Mục đích
Hình thành kỹ năng hàn đắp mối hàn trên mặt phẳng ở vị trí sấp với phương pháp
chuyển động ngang đầu que hàn.
2. Vật liệu, thiết bị và dụng cụ
- Thép tấm (150 x 150 x 5)mm.
- Que hàn D4301, đường kính Φ3.2 hoặc Φ4.0.
- Bảo hộ lao động.
- Máy hàn hồ quang xoay chiều 1HX-230.
- Bộ dụng cụ làm sạch.
3. Nội dung bài tập
1) Chuẩn bị
- Làm sạch bề mặt vật hàn và vạch dấu (Hình 2.1).
- Điều chỉnh dòng điện hàn ở mức (130 ÷ 140) A.
Hình 2.1. Làm sạch và vạch dấu
2) Tiến hành hàn
- Gây hồ quang cách đầu mối hàn (10 ÷ 20) mm, sau đó đưa que hàn quay lại điểm
bắt đầu hàn để hàn (Hình 2.2).
Hình 2.2. Gây hồ quang
1. Vị trí gây hồ quang; 2. Điểm bắt đầu hàn.
- Hướng đầu que hàn vào đúng đường vạch dấu.
- Góc độ que hàn như hình 2.3.
Hình 2.3. Góc độ que hàn

36
- Di chuyển que hàn sang 2 bên cạnh đường hàn và dừng lại một chút phía mép ngoài:
+ Chuyển động ngang que hàn bằng khoảng 3 lần đường kính que hàn (Hình 2.4).
+ Di chuyển que hàn bằng cả cánh tay với khoảng cách bước không đổi (Hình 2.5).
Hình 2.4. Sơ đồ di chuyển que hàn Hình 2.5. Chuyển động ngang que hàn
- Ngắt hồ quang (Hình 2.6):
Rút ngắn chiều dài hồ quang rồi ngắt nhanh sau khi thực hiện xong mối hàn.
Hình 2.6. Ngắt hồ quang
3) Nối mối hàn (Hình 2.7)
- Làm sạch xỉ hàn tại chỗ nối.
- Gây hồ quang cách chỗ nối khoảng 20mm, sau đó đưa lại điểm nối.
- Cho kim loại điền đầy rãnh hồ quang sau đó di chuyển que hàn theo hướng hàn.
Hình 2.7. Hàn nối tiếp mối hàn Hình 2.8. Trạng thái mối nối hàn
4) Lấp rãnh hồ quang (Hình 2.9)
Dùng phương pháp ngắt hồ quang để điền
đầy rãnh hồ quang ở cuối đường hàn
Hình 2.9. Lấp rãnh hồ quang
37
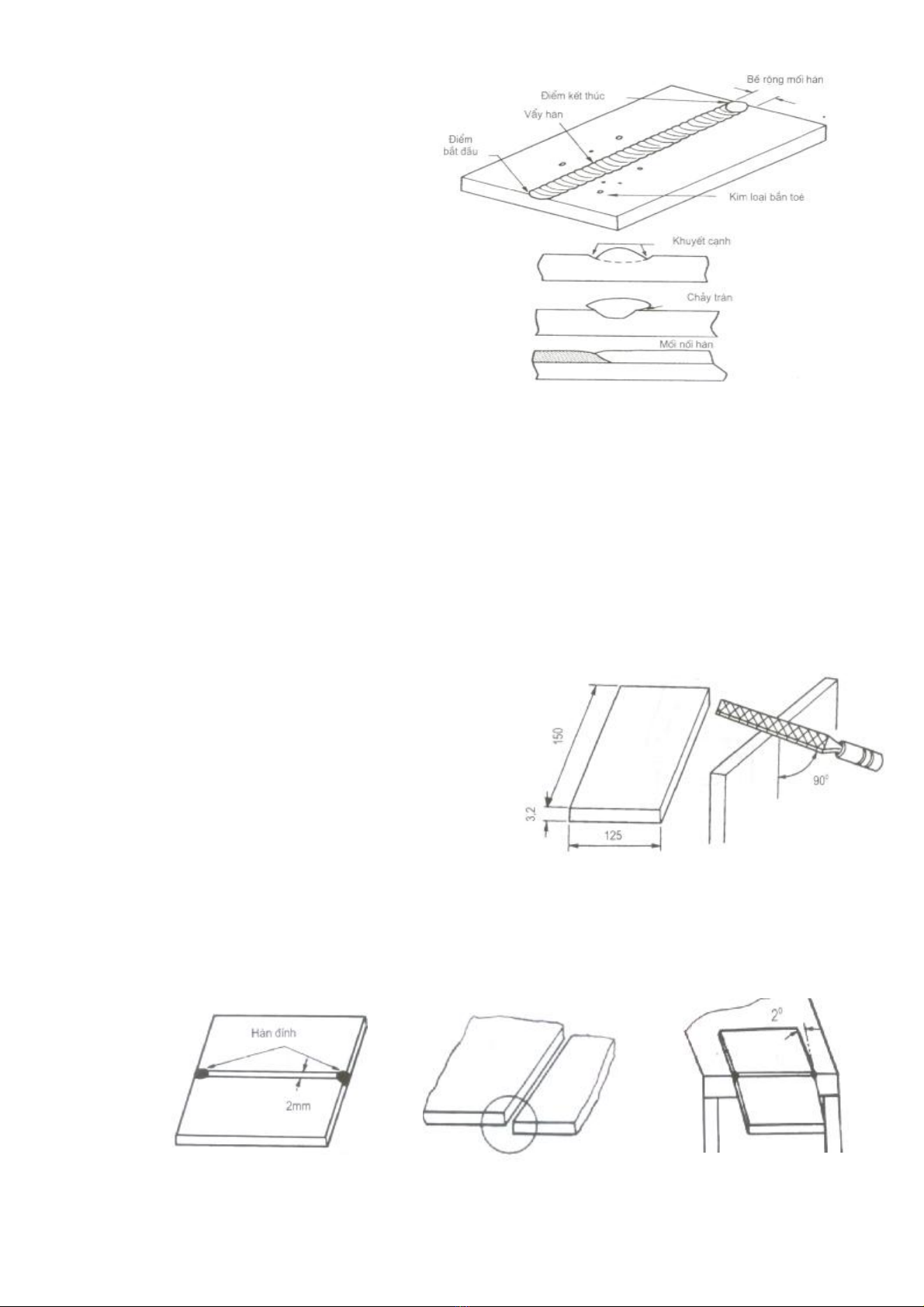
5) Kiểm tra (Hình 2.10)
- Điểm đầu và điểm cuối đường
hàn.
- Hình dạng mối hàn.
- Khuyết cạnh và chảy tràn.
- Chỗ nối mối hàn.
- Kim loại bắn tóe, xỉ hàn.
Hình 2.10. Kiểm tra mối hàn
BÀI TẬP 3. HÀN BẰNG GIÁP MỐI
1. Mục đích
Hình thành kỹ năng hàn giáp mối không vát cạnh, có khe hở ở vị trí sấp.
2. Vật liệu, thiết bị và dụng cụ
- Thép tấm (150 x 125 x 3.2)mm.
- Que hàn D4301, đường kính Φ3.2.
- Bảo hộ lao động.
- Máy hàn hồ quang xoay chiều 1HX-230.
- Bộ dụng cụ làm sạch.
3. Nội dung bài tập
1) Chuẩn bị
- Nắn phẳng phôi.
- Làm sạch mép vật hàn bằng giũa
- Điều chỉnh dòng điện hàn ở mức (110 ÷ 120) A. Hình 3.1. Làm sạch bằng giũa
2) Hàn đính
- Hàn đính ở mặt sau, tại mép ngoài cùng của đường hàn (Hình 3.2a).
- Hai tấm hàn đính phải phẳng mặt, không được lệch nhau (Hình 3.2b).
- Tạo biến dạng ngược một góc khoảng 2o để bù biến dạng khi hàn (Hình 3.2c).
a) b) c)
Hình 3.2. Hàn đính vật hàn
![Giáo trình Hàn TIG cơ bản (Ngành Hàn - CĐ) - Trường Cao đẳng Công nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/97451778728709.jpg)
![Giáo trình Hàn MIG/MAG, FCAW cơ bản (Ngành Hàn - CĐ) - Trường Cao đẳng Công nghiệp Thanh Hóa [PDF]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/63851778728711.jpg)





![Giáo trình Kiểm tra đánh giá chất lượng mối hàn và quy trình hàn (Ngành Hàn - CĐ/TC) - Trường Cao đẳng Công nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/71281778732236.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)