C7 CLCTGC CGKL 1 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC
VIỆT
Ch ng 7ươ
CH T L NG CHI TI T GIA CÔNG CẤ ƯỢ Ế Ơ
7.1. CH T L NG CHI TI T GIA CÔNG. Ấ ƯỢ Ế
Quá trình gia công kim lo i th ng ph i đáp ng các yêu c u sau:ạ ườ ả ứ ầ
* Ch tiêu v ch t l ng: đ m b o ch t l ng chi ti t theo yêu c u.ỉ ề ấ ượ ả ả ấ ượ ế ầ
* Ch tiêu v năng su t: đ m b o năng su t gia công l n nh t hay th iỉ ề ấ ả ả ấ ớ ấ ờ
gian
gia công chi ti t là nh nh t.ế ỏ ấ
* Ch tiêu v kinh t : đ m b o chi phí gia công nh nh t.ỉ ề ế ả ả ỏ ấ
Quá trình gia công là quá trình c lý ph c t p ch u nh h ng c a nhi u y u t vàơ ứ ạ ị ả ưở ủ ề ế ố
đi u ki n c t g t, liên quan đ n nhi u trang thi t b và tính ch t s n xu t. Các yêu c uề ệ ắ ọ ế ề ế ị ấ ả ấ ầ
trên khó có th đáp ng đ ng th i, nhi u khi mâu thu n nhau, tuy nhiên tuỳ theo tính ch tể ứ ồ ờ ề ẩ ấ
s n ph m và yêu c u c th mà ta tính toán cân đ i các ch tiêu cho phù h p.ả ẩ ầ ụ ể ố ỉ ợ
Trong đó ch t l ng chi ti t gia công luôn là ch tiêu quan tr ng có nh h ng r tấ ượ ế ỉ ọ ả ưở ấ
l n đ n kh năng làm vi c và tu i th c a chi ti t máy.ớ ế ả ệ ổ ọ ủ ế
7.1.1. Đ chính xác gia công.ộ
1. Khái quát.
N u so sánh chi ti t th c và chi ti t trên b n v chúng ta có th kh ng đ nh r ngế ế ự ế ả ẽ ể ẳ ị ằ
chúng khác nhau. S khác nhau đó xác đ nh b i m c đ không hoàn thi n khi ch t o chiự ị ở ứ ộ ệ ế ạ
ti t th c.ế ự
Đ chính xác gia công c a các chi ti t máy là m c đ gi ng nhau v m t hình h c,ộ ủ ế ứ ộ ố ề ặ ọ
v tính ch t c lý l p b m t c a chi ti t đ c gia công so v i chi ti t máy lý t ng trênề ấ ơ ớ ề ặ ủ ế ượ ớ ế ưở
b n v c a ng i thi t k . ả ẽ ủ ườ ế ế
Nói chung, đ chính xác c a chi ti t máy đ c gia công là ch tiêu khó đ t nh t và gây t n kémộ ủ ế ượ ỉ ạ ấ ố
nh t trong quá trình xác l p cũng nh trong quá trình ch t o. Trong th c t không th chấ ậ ư ế ạ ự ế ể ế
t o đ c các chi ti t máy tuy t đ i chính xác, do v y ng i ta dùng giá tr sai l ch c a nóạ ượ ế ệ ố ậ ườ ị ệ ủ
đ đánh giá đ chính xác gia công c a chi ti t máy, giá tr sai l ch đó càng l n thì đ chínhể ộ ủ ế ị ệ ớ ộ
xác gia công càng th p.ấ
Đ chính xác gia công bao g m hai khái ni m: đ chính xác c a m t chi ti t và đ chính xác c aộ ồ ệ ộ ủ ộ ế ộ ủ
lo t chi ti t.ạ ế
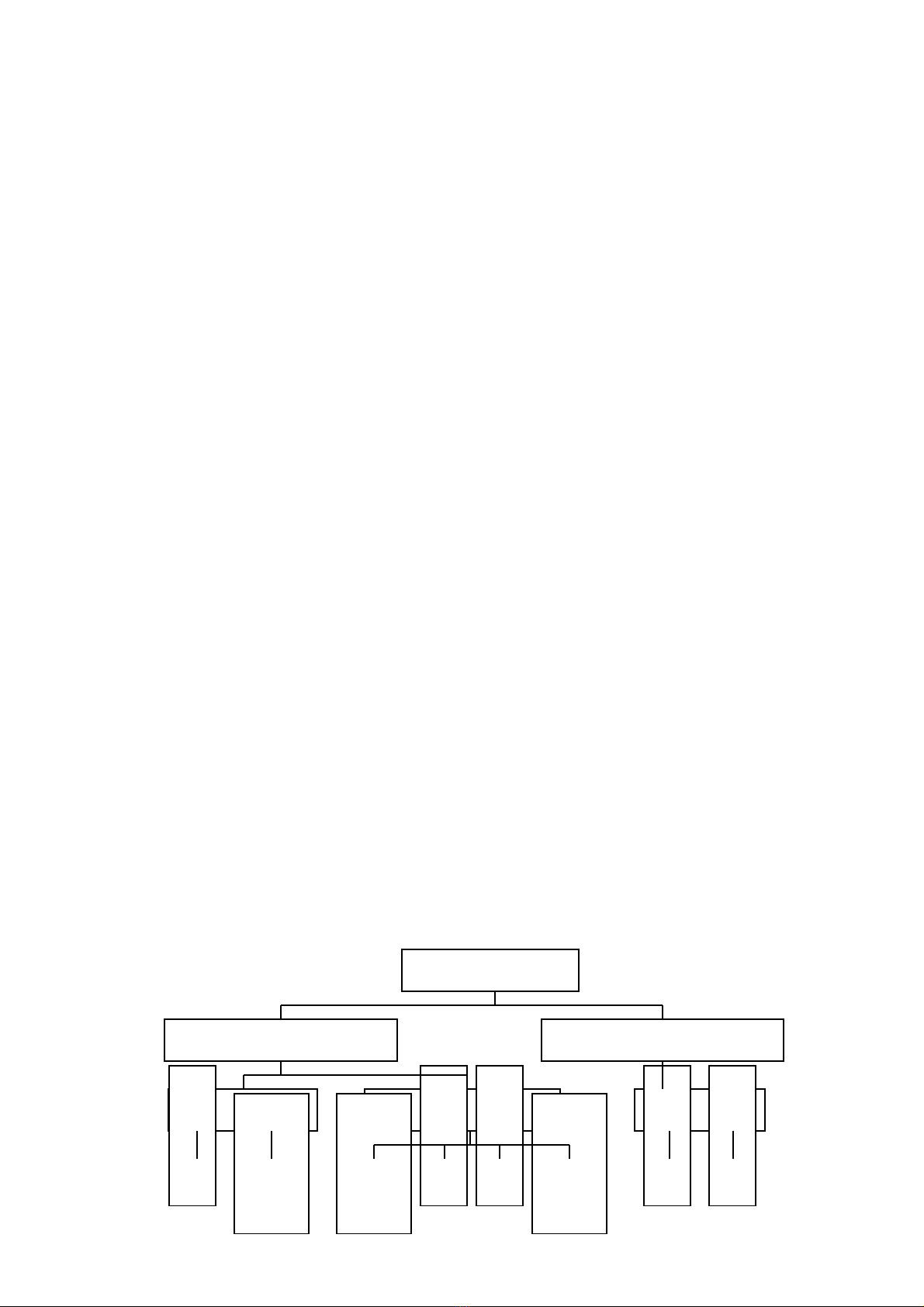
Đ chính xác gia côngộ
Đ chính xác c a m t chi ti tộ ủ ộ ế Đ chính xác c a lo t chi ti tộ ủ ạ ế
Sai l ch kích th cệ ướ Sai l ch b m t chi ệ ề ặ
ti tế
T ng sai sổ ố
Sai s kích th cố ướ
Sai s v tríố ị
t ng quanươ
Sai số hình dáng
hình học đại quan
Đ sóngộ
Đ nhám b m tộ ề ặ
Tính ch t c lýấ ơ
l p b m tớ ề ặ
Sai s h th ngố ệ ố
Sai s ng u nhiênố ẫ
C7 CLCTGC CGKL 2 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC
VIỆT
Trong n n s n xu t t đ ng, khi toàn b quá trình thi t k và ch t o đ c th cề ả ấ ự ộ ộ ế ế ế ạ ượ ự
hi n nh tr giúp c a máy đi n t , ng i thi t k ph i đ m nh n luôn công vi c c aệ ờ ợ ủ ệ ử ườ ế ế ả ả ậ ệ ủ
ng i công ngh . Đ chính xác c a chi ti t gia công c n ph i đánh giá theo các ch tiêu sauườ ệ ộ ủ ế ầ ả ỉ
đây:
•Đ chính xác v kích th c c a m t gia công (kích th c th ng, kích th c góc), ộ ề ướ ủ ặ ướ ẳ ướ
•Đ chính xác v hình d ng hình h c đ i quan c a b m t gia công (đ côn, đ ô van,ộ ề ạ ọ ạ ủ ề ặ ộ ộ
hình tr ng, hình yên ng a...) là m c đ phù h p l n nh t c a chúng so v i hình d ngố ự ứ ộ ợ ớ ấ ủ ớ ạ
hình h c lý t ng.ọ ưở
•Đ chính xác v v trí t ng quan gi a các b m t gia công v i nhau (đ đ ng tâm, độ ề ị ươ ữ ề ặ ớ ộ ồ ộ
song song, đ vuông góc...) th c ch t là s xoay đi m t góc c a b m t này so v i bộ ự ấ ự ộ ủ ề ặ ớ ề
m t kia.ặ
•Đ sóng c a b m t đ c quan sát trong m t ph m vi nh .ộ ủ ề ặ ượ ộ ạ ỏ
•Sai l ch hình h c t vi (đ nh p nhô t vi) còn g i là đ nhám b m t.ệ ọ ế ộ ấ ế ọ ộ ề ặ
•Tính ch t c lý l p b m t chi ti t gia công.ấ ơ ớ ề ặ ế
Thông th ng đ nhám b m t và tính ch t c lý l p b m t là nh ng ch tiêu quanườ ộ ề ặ ấ ơ ớ ề ặ ữ ỉ
tr ng đ đánh giá ch t l ng b m t gia công.ọ ể ấ ượ ề ặ
Khi xét đ n đ chính xác gia công c a m t lo t chi ti t chúng ta còn quan tâm đ n saiế ộ ủ ộ ạ ế ế
s h th ng và sai s ng u nhiên, th c t kích th c th c c a m i chi ti t trong m t lo tố ệ ố ố ẫ ự ế ướ ự ủ ỗ ế ộ ạ
đ u khác nhau, khác c v i kích th c đi u ch nh, dao đ ng trong m t gi i h n nào đó.ề ả ớ ướ ề ỉ ộ ộ ớ ạ
Tính ch t phân b , đ ng cong phân b , ph ng sai v.v..c a kích th c th c trong m iấ ố ườ ố ươ ủ ướ ự ỗ
lo t chi ti t gia công đ c đ c p trong khái ni m dung sai.ạ ế ượ ề ậ ệ
Có nhi u nguyên nhân gây ra sai s :ề ố
a. Sai s h th ng:ố ệ ố
•Các nguyên nhân sinh ra sai s h th ng không đ i:ố ệ ố ổ
- Sai s lý thuy t c a ph ng pháp c t.ố ế ủ ươ ắ
- Sai s ch t o c a máy, đ gá, d ng c c t.ố ế ạ ủ ồ ụ ụ ắ
- Đ bi n d ng c a chi ti t gia công.ộ ế ạ ủ ế
•Các nguyên nhân sinh ra sai s h th ng thay đ i:ố ệ ố ổ
- D ng c c t b mòn theo th i gian c t.ụ ụ ắ ị ờ ắ
- Bi n d ng vì nhi t c a máy, dao, đ gá.ế ạ ệ ủ ồ
b. Sai s ng u nhiênố ẫ : sinh ra do các nguyên nhân sau:
- Tính ch t v t li u không đ ng đ u.ấ ậ ệ ồ ề
- L ng d gia công không đ u.ượ ư ề
- V trí c a phôi trong đ gá thay đ i.ị ủ ồ ổ
- S thay đ i c a ng su t d .ự ổ ủ ứ ấ ư
- Do gá dao, mài dao, thay đ i máy nhi u l n.ổ ề ầ
- Do hi n t ng dao đ ng nhi t.ệ ượ ộ ệ
2. Đi u ch nh đ t đ chính xác yêu c u.ề ỉ ạ ộ ầ
Đ đ m b o d chính xác c a t ng nguyên công c n ph i ti n hành đi u ch nhể ả ả ộ ủ ừ ầ ả ế ề ỉ
máy. Đây là quá trình xác đ nh v trí t ng đ i gi a d ng c và m t c n gia công nh mị ị ươ ố ữ ụ ụ ặ ầ ằ
gi m b t các sai s gia công, đ t đ c các yêu c u đã cho trên b n v .ả ớ ố ạ ượ ầ ả ẽ
Trong s n xu t đ n chi c và lo t nh , đ chính xác yêu c u có th đ t đ c b ngả ấ ơ ế ạ ỏ ộ ầ ể ạ ượ ằ
ph ng pháp c t th .ươ ắ ử
Trong s n xu t hàng lo t l n và hàng kh i, đ chính xác gia công nh n đ c b ngả ấ ạ ớ ố ộ ậ ượ ằ
ph ng pháp t đ ng đ t kích th c trên máy đã đi u ch nh s n.ươ ự ộ ạ ướ ề ỉ ẵ
Hi n nay các ph ng pháp đi u ch nh hay dùng nh t là :ệ ươ ề ỉ ấ
- Đi u ch nh tĩnh,ề ỉ
Hình 7.1 – S đ v đ chính xác gia côngơ ồ ề ộ
C7 CLCTGC CGKL 3 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC
VIỆT
- Đi u ch nh theo chi ti t c t th b ng Calíp,ề ỉ ế ắ ử ằ
- Đi u ch nh theo chi ti t c t th b ng d ng c đo v n năng,ề ỉ ế ắ ử ằ ụ ụ ạ
- Đi u ch nh t đ ng,ề ỉ ự ộ
- Đi u ch nh nh k thu t đi u khi n s ( máy NC và CNC).ề ỉ ờ ỹ ậ ề ể ố
Ngày nay, nh s phát tri n m nh m c a lĩnh v c t đ ng hoá, ch t l ng gia côngờ ự ể ạ ẽ ủ ự ự ộ ấ ượ
còn có th đ m b o nh có s d ng b đi u ch nh t đ ng h i ti p.ể ả ả ờ ử ụ ộ ề ỉ ự ộ ồ ế
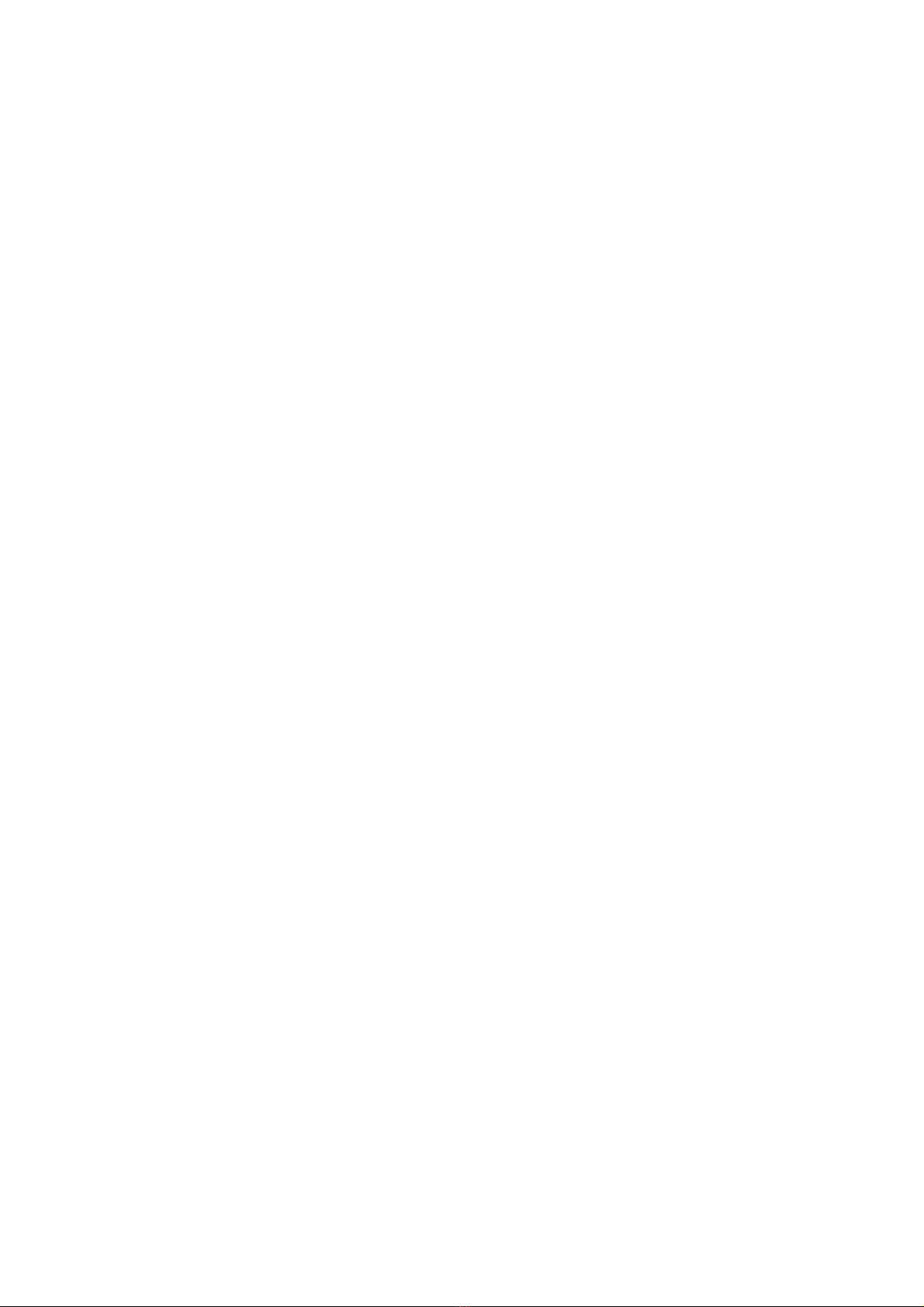
V nguyên t c, s đ kh i c a b t đ ng đi u ch nh có h i ti p nh trên hình 7.2.ề ắ ơ ồ ố ủ ộ ự ộ ề ỉ ồ ế ư
Trên các máy công c đi u khi n theo ch ng trình s , quá trình gia công đ cụ ề ể ươ ố ượ
th c hi n m t cách t đ ng nh đ a vào h th ng m t ch ng trình gia công l p s n. Hự ệ ộ ự ộ ờ ư ệ ố ộ ươ ậ ẵ ệ
th ng đi u khi n s cho kh năng th c hi n các l nh này và ki m tra chúng nh m t hố ề ể ố ả ự ệ ệ ể ờ ộ ệ
th ng đo d ch chuy n c a các bàn tr t c a máy.ố ị ể ủ ượ ủ
đây máy công c t đ ng đ c l p trình đ th c hi n m t lo t các ho t đ ng Ở ụ ự ộ ượ ậ ể ự ệ ộ ạ ạ ộ ở
m t ch đ xác đ nh tr c nh m t o ra chi ti t có các kích th c và các thông s v t lýộ ế ộ ị ướ ằ ạ ế ướ ố ậ
hoàn toàn có th d đoán tr c, do v y đ t đ c đ chính xác cao.ể ự ướ ậ ạ ượ ộ
Đ chính xác là ch tiêu r t quan tr ng c a ch t l ng máy móc, quy t đ nh khộ ỉ ấ ọ ủ ấ ượ ế ị ả
năng làm vi c, đ tin c y, tu i th , năng su t và các tính ch t khác c a máy. Vi c tăng t cệ ộ ậ ổ ọ ấ ấ ủ ệ ố
đ , t i tr ng c a máy ch th c hi n đ c b ng cách nâng cao đ chính xác gia công chiộ ả ọ ủ ỉ ự ệ ượ ằ ộ
ti t. Do v y nâng cao đ chính xác chi ti t gia công có nh ng ý nghĩa sau đây:ế ậ ộ ế ữ
•Tăng đ tin c y, tu i b n c a máy, gi m chi phí ph c v s a ch a máy. ộ ậ ổ ề ủ ả ụ ụ ử ữ
•Gi m kh i l ng gia công chi ti t, gi m hao phí nguyên v t li u do gi m l ng d ,ả ố ượ ế ả ậ ệ ả ượ ư
gi m th i gian l p ráp vì không ph i t n th i gian đ l p s a, cho phép l p ráp theoả ờ ắ ả ố ờ ể ắ ử ắ
dây chuy n.ề
Khi gi i quy t v n đ đ chính xác c n ph i đ nh ra đ chính xác ch t o s nả ế ấ ề ộ ầ ả ị ộ ế ạ ả
ph m xu t phát t yêu c u, ch c năng làm vi c và c n ph i xác đ nh ph ng pháp cũngẩ ấ ừ ầ ứ ệ ầ ả ị ươ
nh thi t b th c hi n và ki m tra.ư ế ị ự ệ ể
7.1.2. Ch t l ng b m t.ấ ượ ề ặ
Ch t l ng c a chi ti t máy không nh ng ph thu c vào đ chính xác gia công màấ ượ ủ ế ữ ụ ộ ộ
còn ph thu c vào ch t l ng l p kim lo i b m t ngoài c a nó.ụ ộ ấ ượ ớ ạ ề ặ ủ
T yêu c u th c t v ch c năng và đi u ki n làm vi c c a máy móc mà thi t bừ ầ ự ế ề ứ ề ệ ệ ủ ế ị
ngày càng đòi h i r t cao v ch t l ng b m t c a chi ti t máy. Nh ng yêu c u đó là:ỏ ấ ề ấ ượ ề ặ ủ ế ữ ầ
• T c đ làm vi c cao.ố ộ ệ
• T i l n.ả ớ
• Công su t l n.ấ ớ
• Áp su t và nhi t đ cao.ấ ệ ộ
2
3
5
4
6
1
7
8
Hình 7-2 : S đ kh i b t đ ng đi u ch nh có h i ơ ồ ố ộ ự ộ ề ỉ ồ
ti pế
C7 CLCTGC CGKL 4 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC
VIỆT
• Tu i th và đ tin c y cao.ổ ọ ộ ậ
• Đ chính xác làm vi c cao.ộ ệ
• Tr ng l ng t ng đ i bé.ọ ượ ươ ố
Kh năng làm vi c c a chi ti t máy ph thu c r t nhi u vào ch t l ng l p bả ệ ủ ế ụ ộ ấ ề ấ ượ ớ ề
m t. ặ
Ch t l ng b m t c a chi ti t máy là t p h p nhi u tính ch t quan tr ng hình h cấ ượ ề ặ ủ ế ậ ợ ề ấ ọ ọ
và c lý c a l p b m t, c th là:ơ ủ ớ ề ặ ụ ể
- Hình dáng l p b m t ( đ sóng, đ nhám.. .).ớ ề ặ ộ ộ
- Tr ng thái và tính ch t c lý c a l p b m t ( đ c ng, chi u sâu bi n c ng, ngạ ấ ơ ủ ớ ề ặ ộ ứ ề ế ứ ứ
su t d .. .).ấ ư
- Ph n ng c a l p b m t đ i v i môi tr ng làm vi c (tính ch ng mòn, kh năngả ứ ủ ớ ề ặ ố ớ ườ ệ ố ả
ch ng xâm th c hóa h c, đ b n mõi .. .).ố ự ọ ộ ề
Ch t l ng b m t chi ti t máy ph thu c vào ph ng pháp và đi u ki n gia côngấ ượ ề ặ ế ụ ộ ươ ề ệ
c th . Ch t l ng b m t là m c tiêu ch y u c n đ t b c gia công tinh các b m tụ ể ấ ượ ề ặ ụ ủ ế ầ ạ ở ướ ề ặ
chi ti t máy.ế
Khác v i b m t lý thuy t c a chi ti t trên b n v , b m t th c bao gi cũng có đớ ề ặ ế ủ ế ả ẽ ề ặ ự ờ ộ
nh p nhô v i hình dáng và chi u cao r t khác nhau. Chi u cao, hình dáng, đ c đi m phânấ ớ ề ấ ề ặ ể
b và h ng nh p nhô b m t ph thu c vào r t nhi u y u t nh :ố ướ ấ ề ặ ụ ộ ấ ề ế ố ư
•Ch đ c t.ế ộ ắ
•Ch đ bôi tr n, làm ngu i.ế ộ ơ ộ
•V t li u gia công.ậ ệ
•V t li u làm dao.ậ ệ
•K t c u, hình h c c a dao.ế ấ ọ ủ
•Lo i máy, đ c ng v ng c a h th ng công ngh .ạ ộ ứ ữ ủ ệ ố ệ
•D ng c ph và đ gá.ụ ụ ụ ồ
7.2. CÁC THÔNG S ĐÁNH GIÁ CH T L NG B M TỐ Ấ ƯỢ Ề Ặ
7.2.1. Tính ch t hình h c c a b m t gia công:ấ ọ ủ ề ặ
Tính ch t hình h c c a b m t gia công đ c đánh giá b ng đ nh p nhô t vi vàấ ọ ủ ề ặ ượ ằ ộ ấ ế
đ sóng b m t. ộ ề ặ
•Đ nh p nhô t vi.ộ ấ ế
Trong quá trình c t, l i c t c a d ng c c t và s hình thành phoi t o ra nh ngắ ưỡ ắ ủ ụ ụ ắ ự ạ ữ
v t x c c c nh trên b m t gia công đ c đ c tr ng b ng khái ni m đ nhám hay đế ướ ự ỏ ề ặ ượ ặ ư ằ ệ ộ ộ
nh p nhô t vi c a b m t.ấ ế ủ ề ặ
Nhám b m t là t p h p các nh p nhô c a profil b m t, v i b c t ng đ i nhề ặ ậ ợ ấ ủ ề ặ ớ ướ ươ ố ỏ
đ c xét trong m t chi u dài gi i h n g i là chi u dài chu n hay c s . ượ ộ ề ớ ạ ọ ề ẩ ơ ở
Đ nh p nhô t vi đ c đánh giá b ng nhi u thông s :ộ ấ ế ượ ằ ề ố
-Chi u cao nh p nhô Rề ấ Z: là tr s trung bình c a 5 kho ng cách t 5 đ nh cao nh tị ố ủ ả ừ ỉ ấ
đ n 5 đáy th p nh t c a nh p nhô b m t t vi trong ph m vi chi u dài chu n l. ế ấ ấ ủ ấ ề ặ ế ạ ề ẩ
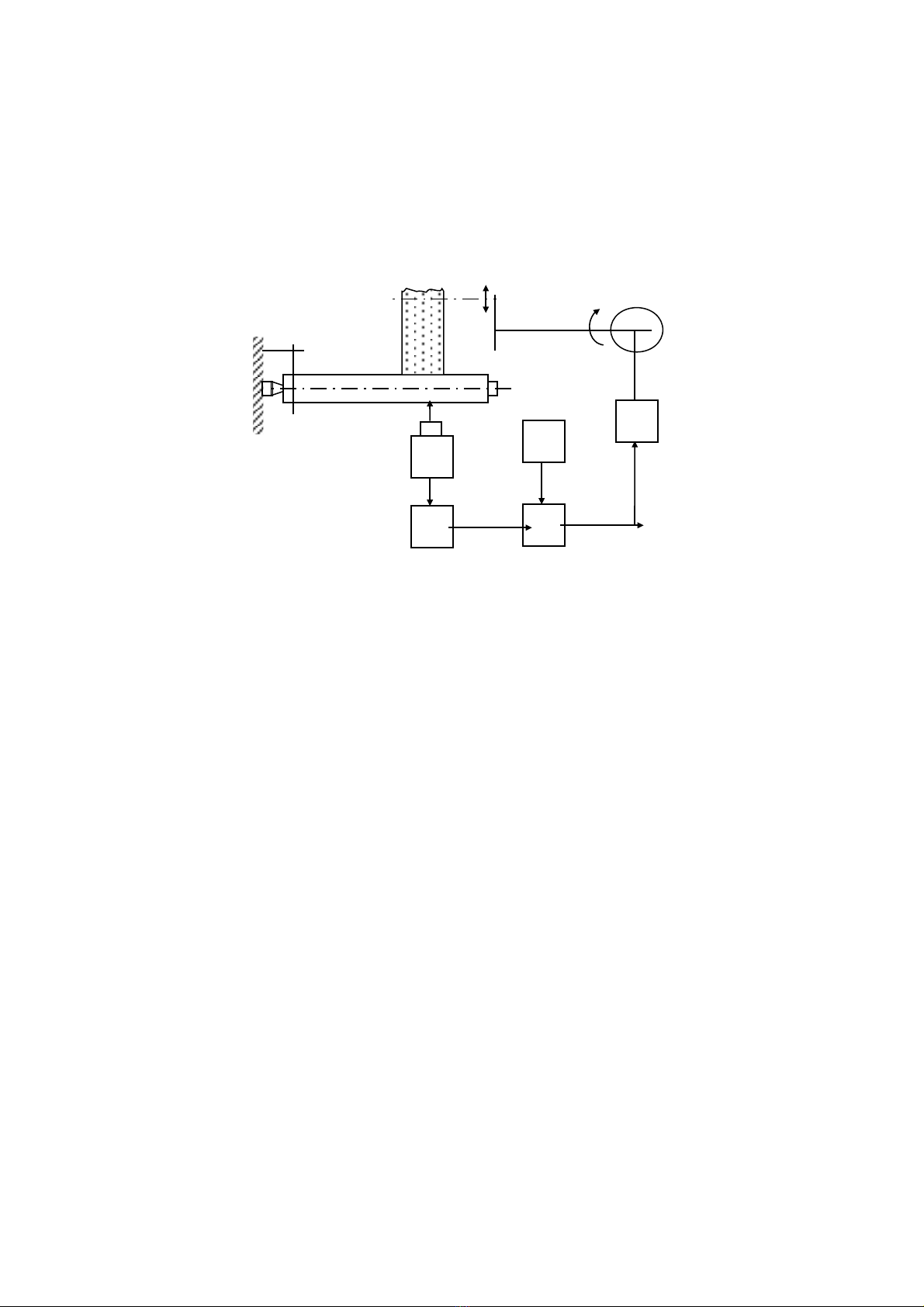
Hình 7.3 - Đ sóng b m tộ ề ặ
C7 CLCTGC CGKL 5 GVC NGUYỄN THẾ TRANH - TRẦN QUỐC
VIỆT
Wz: Là giá tr trung bình s h c c a 5 giá tr chi u cao nh p nhô, đo trong ph m viị ố ọ ủ ị ề ấ ạ
chi u dài chu n.ề ẩ
Wmax: Là kho ng cách c a đi m cao nh t và th p nh t c a prophin sóng, đo trênả ủ ể ấ ấ ấ ủ
m t b c sóng đ y đ trong gi i h n chi u dài chu n Ln.ộ ướ ầ ủ ớ ạ ề ẩ
Sw: là giá tr trung bình s h c c a các kho ng cách Swi gi a các sóng k ti p nhauị ố ọ ủ ả ữ ế ế
cùng đo theo đ ng trung bình trong gi i h n chi u dài chu n.ườ ớ ạ ề ẩ
∑
=
=n
i
WiW S
n
S
1
1
Đ sóng có th là d c (vuông góc v i chi u chuy n đ ng dao) có đ l n nh . Sóngộ ể ọ ớ ề ể ộ ộ ớ ỏ
ngang (trùng v i chuy n đ ng c a d ng c c t) có đ l n h n.ớ ể ộ ủ ụ ụ ắ ộ ớ ơ
- Đ nhám b m t.ộ ề ặ (S/H< 50).
Là t p h p các nh p nhô c a prôphin b m t v i b c t ng đ i nh , đ c xétậ ợ ấ ủ ề ặ ớ ướ ươ ố ỏ ượ
trong chi u dài gi i h n b ng chi u dài chu n.ề ớ ạ ằ ề ẩ
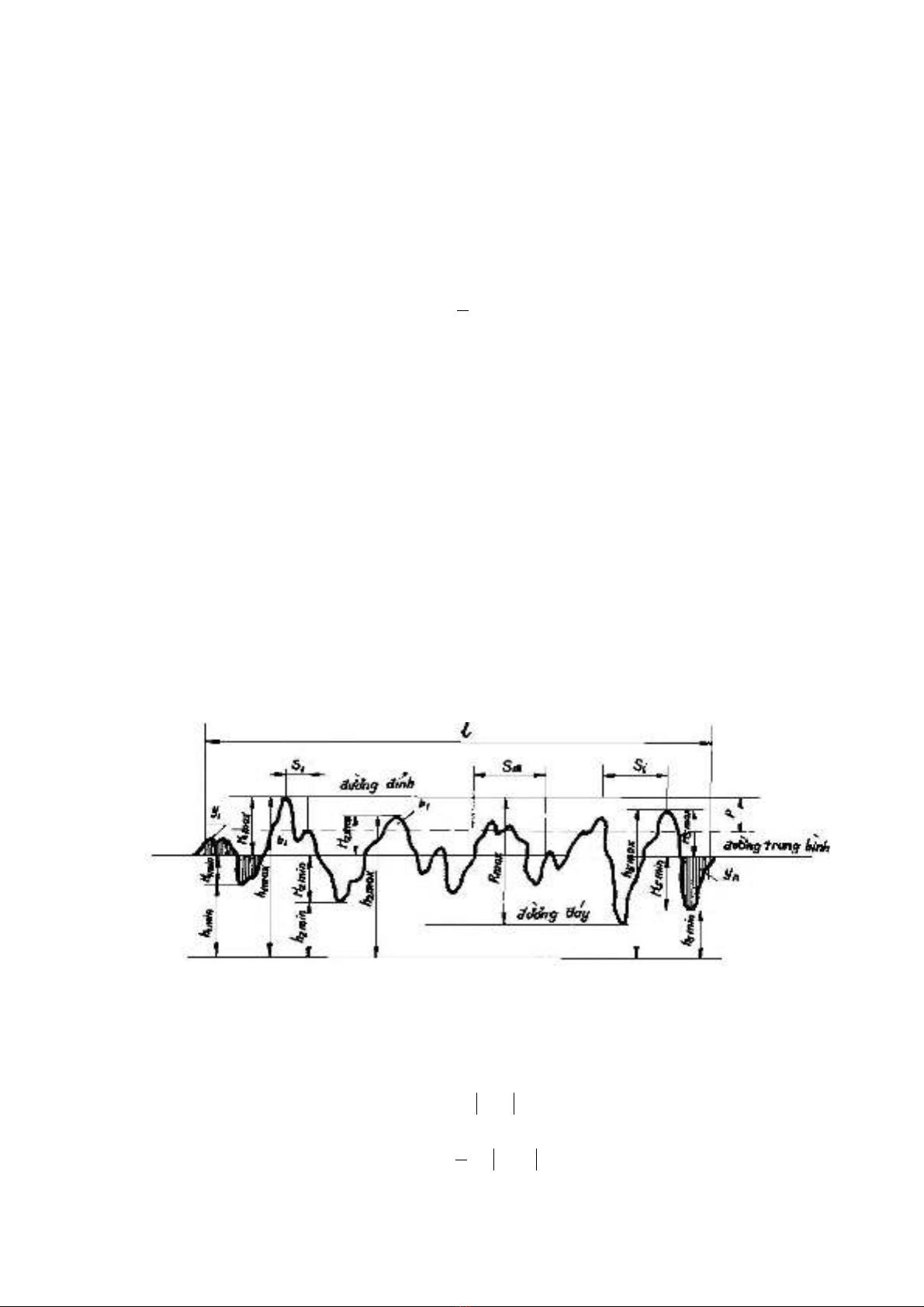
Khi đánh giá ch t l ng b m t gia công th ng ph i dùng đ n khái ni m đ ngấ ượ ề ặ ườ ả ế ệ ườ
trung bình.
Đ ng trung bình c a prôphin là đ ng th ng chu n, có hình d ng c a prôphinườ ủ ườ ẳ ẩ ạ ủ
danh nghĩa và có tr s sai l ch bình ph ng trung bình đ n prôphin trong gi i h n chi uị ố ệ ươ ế ớ ạ ề
dài chu n là nh nh t.ẩ ỏ ấ
Khi xác đ nh v trí đ ng trung bình trên prôphinlogramcho phép dùng qui c làị ị ườ ướ
đ ng th ng mà chia b m t trong gi i h n chi u dài chu n sao cho t ng di n tích ph nườ ẳ ề ặ ớ ạ ề ẩ ổ ệ ầ
l i b ng t ng di n tích ph n lõm.ồ ẳ ổ ệ ầ
F1+F3+F5+...+F2n-1 = F2+F4+F6+...+F2n
Hình 7.4 - Prophin b m t chi ti t gia côngề ặ ế
•Sai l ch trung bình s h c Ra.ệ ố ọ
Là tr s trung bình s h c tuy t đ i c a prôphin trong gi i h n chi u dài chu n.ị ố ố ọ ệ ố ủ ớ ạ ề ẩ
Đ c xác đ nh theo công th c:ượ ị ứ
dxxyRa∫
=
1
0
)(
hay theo công th c g n đúng:ứ ầ
∑
=
=n
i
ia xy
n
R
1
1)(
•Chi u cao nh p nhô trung bình theo 10 đi m Rzề ấ ể .
Là t ng sai l ch trung bình s h c tuy t đ i kho ng cách t 5 đ nh cao nh t và 5 đáyổ ệ ố ọ ệ ố ả ừ ỉ ấ
th p nh t trong gi i h n chi u dài chu n.ấ ấ ớ ạ ề ẩ




![Giáo trình mô hình hóa - Chương 5: [Nội dung cụ thể của chương 5 để tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20111009/hoathietmoclan/135x160/pages_from_mo_hinh_hoa_he_truyen_dong_dien_8031_6_3594.jpg)


![Giáo trình mô hình hóa - Chương 2: [Mô tả cụ thể nội dung chương để tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20111009/hoathietmoclan/135x160/pages_from_mo_hinh_hoa_he_truyen_dong_dien_8031_3_0247.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)