
CH NG VIIƯƠ
Đ GÁỒ
7.1.Khái ni m và phân lo i đ gá.ệ ạ ồ
7.1.1.Khái ni m ệ
a. Khái ni mệ
Trên các máy công c đ th c hi n c t g t đ c đ u ph i ti n hành m tụ ể ự ệ ắ ọ ượ ề ả ế ộ
quá trình gá l p chi ti t. Quá trình này đ c th c hi n qua hai ắ ế ượ ự ệ giai đo n:ạ
- Đ nh v : Là xác đ nh v trí c a chi ti t trong h th ng công nghị ị ị ị ủ ế ệ ố ệ
- K p ch t: Là c đ nh v trí c a chi ti t sau khi đ nh vẹ ặ ố ị ị ủ ế ị ị
Tuỳ theo t ng ph ng pháp gia công mà nó bi u hi n, đ c thù gá l p khácừ ươ ể ệ ặ ắ
nhau đ c bi u th thông qua đ gá c a t ng ph ng pháp.ượ ể ị ồ ủ ừ ươ Đ gá là m t trang bồ ộ ị
công ngh không th thi u đ c trong quá trình gia công trên máy c t kim lo i.ệ ể ế ượ ắ ạ
Đ gá là nh ng trang thi t b công ngh nh m vào vi c s d ng gá đăt chiồ ữ ế ị ệ ằ ệ ử ụ
ti t (đ nh v và k p ch t). Đ ng th i t o đi u ki n thu n l i đ m r ng khế ị ị ẹ ặ ồ ờ ạ ề ệ ậ ợ ể ở ộ ả
năng công ngh cho máy, n đ nh v đ nh mệ ổ ị ề ị c lao đ ng, tăng đ chính xác giaứ ộ ộ
công chi ti t.ế
b. Vai trò c a đ gá trong s n xu tủ ồ ả ấ
- Nâng cao đ chính xác gia công ộ
- Nâng cao năng su t lao đ ngấ ộ
- Gi m nh s c lao đ ngả ẹ ứ ộ
- M r ng kh năng công ngh c a máyở ộ ả ệ ủ
c. Yêu c u c a đ gá:ầ ủ ồ
- K t c u đ n gi n d s d ngế ấ ươ ả ễ ử ụ
- Đ l c k p và đ c ng v ngủ ự ẹ ộ ứ ữ
- Đ m b o nâng cao đ chính xác và năng su t cho nguyên côngả ả ộ ấ
- An toàn cho công nhân
7.1.2. Phân lo i đ gáạ ồ
1.Theo m c đ chuyên môn hóaứ ộ
a. Đ gá v n năngồ ạ
Đ gá v n năng nh : ê tô, mâm c p, … nó đ c s d ng đ gá đ t r t nhi uồ ạ ư ặ ượ ử ụ ể ặ ấ ề
lo i chi ti t khác nhau trong nhóm này chia thành hai lo i :ạ ế ạ
- Đ gá v n năng m c đ th p đ n gi nồ ạ ở ứ ộ ấ ơ ả
- Đ gá v n năng m c đ caoồ ạ ở ứ ộ
Đ c đi m: ặ ể
- Đ gá nhóm này đ c dùng đ gá k p nhi u d ng chi ti t khác nhau v hìnhồ ở ượ ể ẹ ề ạ ế ề
dáng và kích th c.ướ
- Đ chính th p và th i gian gá đ t chi ti t ộ ấ ờ ặ ế l nớ
b. Đ gá chuyên dùng:ồ
Đưc dùng ch y u trên các máy t đ ng ho c bán t đ ng ho c trên các dâyợ ủ ế ự ộ ặ ự ộ ặ
chuy n s n xu t n đ nhề ả ấ ổ ị

Đ c đi m :ặ ể
- Nó ch đáp ng cho vi c gá l p m t chi ti t g n gi ng nhau v hình dáng vàỉ ứ ệ ắ ộ ế ầ ố ề
kích th c ho c d ng chi ti t g n gi ng nhau v hình dáng và kích th c. ướ ặ ạ ế ầ ố ề ướ
-Ph m vi đi u ch nh c a nhóm đ gá này r t nh , ạ ề ỉ ủ ồ ấ ỏ
- Đ m b o gá đ t nhanh và cho đ chính xác cao. ả ả ặ ộ
- Th ng dùng trong s n xu t lo t l n và hàng kh iườ ả ấ ạ ớ ố
c. Đ gá v n v n năng l p ráp (hay còn g i là đ gá hi u ch nh)ồ ạ ạ ắ ọ ồ ệ ỉ
Đ gá lo i này c u t o g m các t m và thân gá đ c s n xu t theo tiêu chu nồ ạ ấ ạ ồ ấ ượ ả ấ ẩ
hoá, khi c n ng i ta có th l p ghép l i đ đáp ng cho vi c gá l p m t d ngầ ườ ể ắ ạ ể ứ ệ ắ ộ ạ
chi ti t nào đóế
2. Phân lo i theo công d ng:ạ ụ
Theo ph ng pháp này có các d ng đ gá sau:ươ ạ ồ
- Đ gá dùồng trong l p rápắ
- Đ gá dùng đ t o phôiồ ể ạ
- Đ gá dùng trên máy c t kim lo i: Đ gá chi ti t và đ gá daoồ ắ ạ ồ ế ồ
7.2. C u t o chung c a đ gáấ ạ ủ ồ
7.2.1 Các b ph n c a đ gáộ ậ ủ ồ
M i đ gá có k t c u c th khác nhau, song c b n g m các b ph n sau:ỗ ồ ế ấ ụ ể ơ ả ồ ộ ậ
1. Thân gá
2. Các chi ti t đ nh vế ị ị
3. Các chi ti t k p ch tế ẹ ặ
4. C c u truy n l c k pơ ấ ề ự ẹ
5. Các chi ti t d n h ng ho c gi i h n d ng c c tế ẫ ướ ặ ớ ạ ụ ụ ắ
6. Các chi ti t ph : Tayế ụ g t, bàn đ p, phanh, đ i tr ng, lò xo…ạ ạ ố ọ
7.2.2. Các chi ti t đ nh v :ế ị ị
Các chi ti t đ nh v trong đ gá làm nhi m v các đi m tỳ, đi m t a c aế ị ị ồ ệ ụ ể ể ự ủ
phôi đ xác đ nh v trí c a phôi m t cách chính xác. ể ị ị ủ ộ
Yêu c u k thu t đ i v i chi ti t đ nh v là:ầ ỹ ậ ố ớ ế ị ị
- B o đ m đ chính xác theo ph ng c n thi tả ả ộ ươ ầ ế
- Có đ đ c ng (không b bi n d ng rung đ ng d i tác d ng c a l c k p, l củ ộ ứ ị ế ạ ộ ướ ụ ủ ự ẹ ự
c t)ắ
- Có tính ch ng mòn caoố
- Có hình dáng k t c u đáp ng đ c yêu c u đ nh v c a t ng b m t đ nh v ,ế ấ ứ ượ ầ ị ị ủ ừ ề ặ ị ị
t ng đ gá khác nhauừ ồ
Theo hình d ng k t c u chia thành hai lo i : Chi ti t đ nh v m t ph ng vàạ ế ấ ạ ế ị ị ặ ẳ
chi ti t đ nh v m t trế ị ị ặ ụ
* Chi ti t đ nh v m t ph ng g m: ế ị ị ặ ẳ ồ
a. Ch t tỳố
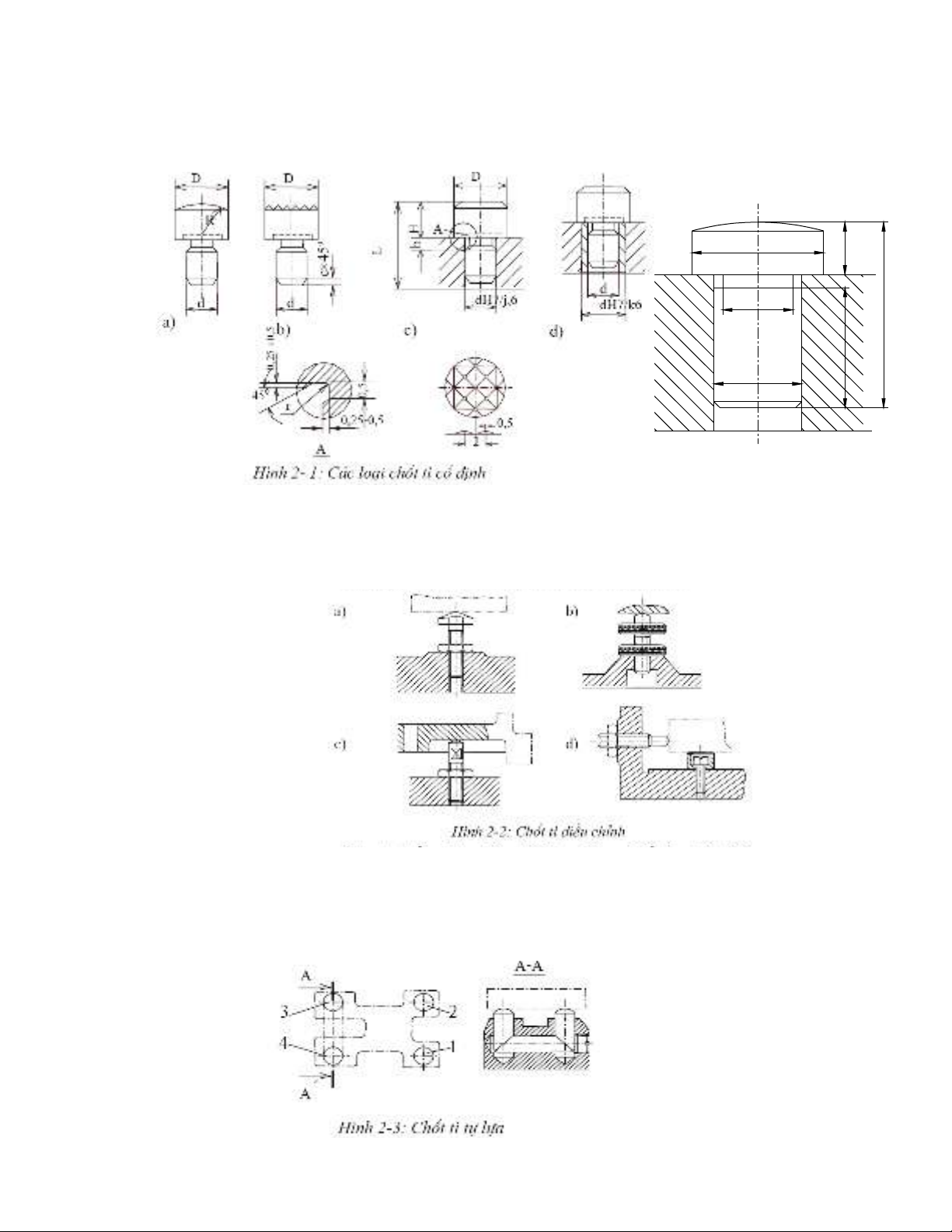
G m 3 lo i:ồ ạ
- Ch t tỳ c đ nh: D ng tr có đ u khác nhau: đ u ph ng, đ u nh n, đ u cóố ố ị ạ ụ ầ ầ ẳ ầ ọ ầ
khía nhám dùng đ đ nh v vào các m t ph ng ể ị ị ặ ẳ
- Ch t tỳ đi u ch nh: Dùng đ đi u ch nh khi phôi không thăng b ng v ng vàngố ề ỉ ể ề ỉ ằ ữ
m c dù đã có đ đi m đ nh v chínhặ ủ ể ị ị
- Ch t tỳ tuỳ đ ng:Dùng đ nh v trên các b m t r ng. Th ng áp d ng trongố ộ ị ị ề ặ ộ ườ ụ
tr ng h p m t chu n thô và hình dáng phôi không cân đ i thăng b ngườ ợ ặ ẩ ố ằ
H
h1 h
D1
D
d
Chèt tú
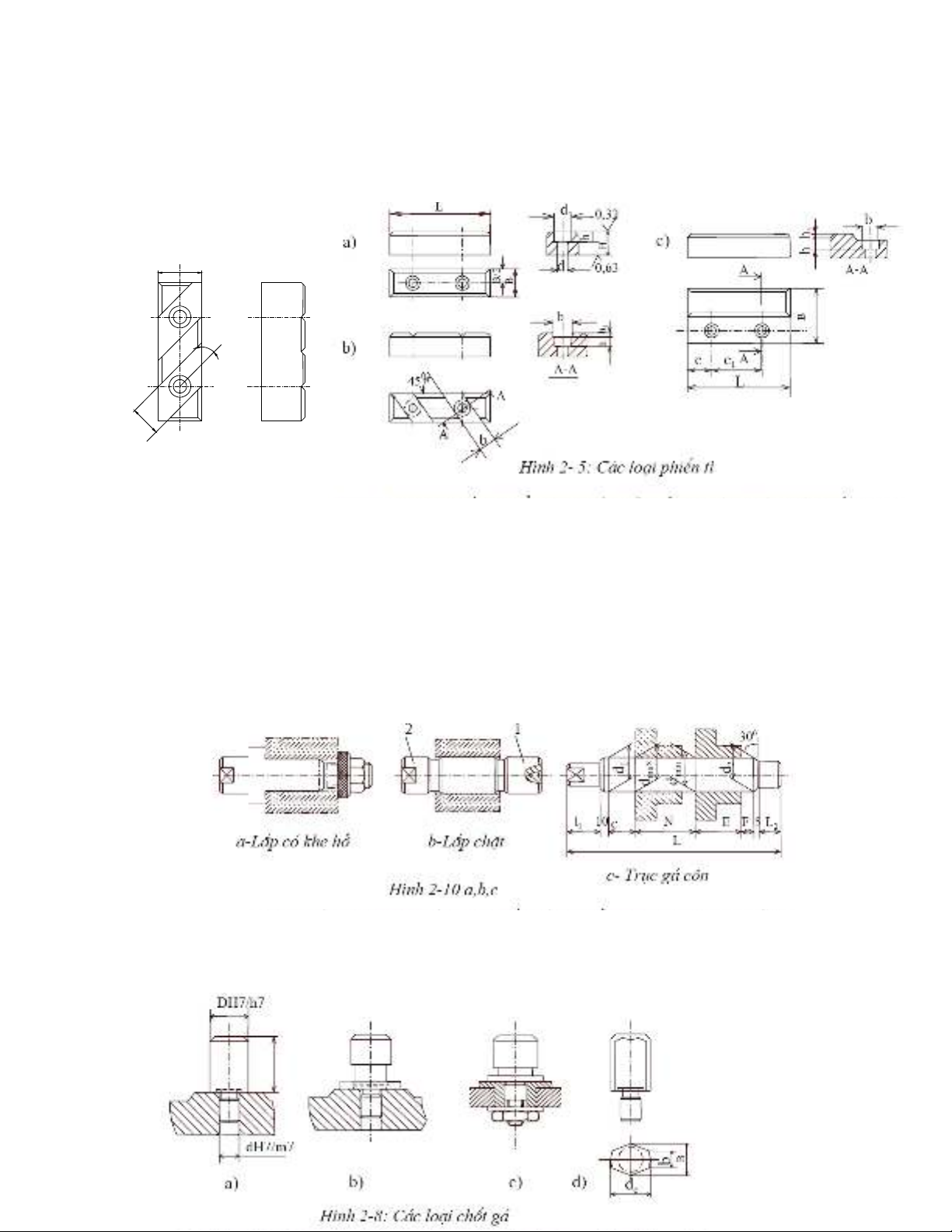
b. Phi n tỳ: Có d ng hình ch nh t d t, đ c c đ nh vào thân gá b ng các vítế ạ ữ ậ ẹ ượ ố ị ằ
đ u chìm, trên b m t có x rãnh khía nhám, tránh k t b i, phoi. Dùng đ đ nh vầ ề ặ ẻ ẹ ụ ể ị ị
vào m t chu n l n, chi ti t n ng.ặ ẩ ớ ế ặ
B
b
45°
* Chi ti t đ nh vế ị ị
m t tr g m:ặ ụ ồ
- Kh i V có góc làm vi c : 60ố ệ 0,900, 1200(Th ng dùng góc 90ườ 0, góc càng l n saiớ
s càng l n) Kh i V ng n coi là đ nh v 2 đi m, kh i V dài coi là đ nh v 4 đi m.ố ớ ố ắ ị ị ể ố ị ị ể
- Tr c gá l p khít vào l chu n c a phôi: có hai lo i tr c gá c ng và tr c đànụ ắ ỗ ẩ ủ ạ ụ ứ ụ
h i. Lo i c ng đ t đ đ ng tâm cao h n nh ng đòi h i l chu n có dung saiồ ạ ứ ạ ộ ồ ơ ư ỏ ỗ ẩ
ch t ch . Lo i đàn h i có th gá chi ti t có dung sai kích th c l chu n t ngặ ẽ ạ ồ ể ế ướ ỗ ẩ ươ
đ i r ng rãi, thao tác nhanhố ộ
- Ch t: Có hai lo i ch t tr ho c ch t trámố ạ ố ụ ặ ố đ c đ nh v khít vào l chu n trênượ ị ị ỗ ẩ
phôi, ch t ng n đ nh v hai đi m, ch t dài đ nh v 4 đi m. Ch t trám đ nh v 1ố ắ ị ị ể ố ị ị ể ố ị ị
đi m, nó có tác d ng ch ng hi n t ng siêu đ nh v ể ụ ố ệ ượ ị ị
7.2.3. Các chi ti t k p ch tế ẹ ặ
C c u k p ch t c a đ gá có nhi m v gi ch t phôi v trí đã đ nh v khôngơ ấ ẹ ặ ủ ồ ệ ụ ữ ặ ở ị ị ị
cho xê d ch ho c rung đ ng khi gia công. Do đó c c u k p ch t ph i có nh ngị ặ ộ ơ ấ ẹ ặ ả ữ
yêu c u sau:ầ
1. V ng ch c, truy n đ l c k p t i phôiữ ắ ề ủ ự ẹ ớ
2. C c u đ n gi n g n gàngơ ấ ơ ả ọ
3. Đi u khi n thu n ti n, nh nhàng và nhanhề ể ậ ệ ẹ
4. Không b n i l ng có nghĩa là t hãm t tị ớ ỏ ự ố
5. Lâu h ngỏ
Đ n gi n nh t là c c u k p ch t d ng c khí nh ng có nh c không kh ngơ ả ấ ơ ấ ẹ ặ ạ ơ ư ượ ố
ch đ c l c k p, t n s c lao đ ng và c ng k nh, thao tác ch m. C c u k pế ượ ự ẹ ố ứ ộ ồ ề ậ ơ ấ ẹ
ch t lo i này th ng là : Vít, chèm,tay đ n, cam l ch tâm, lò xo, ng k p…ặ ạ ườ ồ ệ ố ẹ
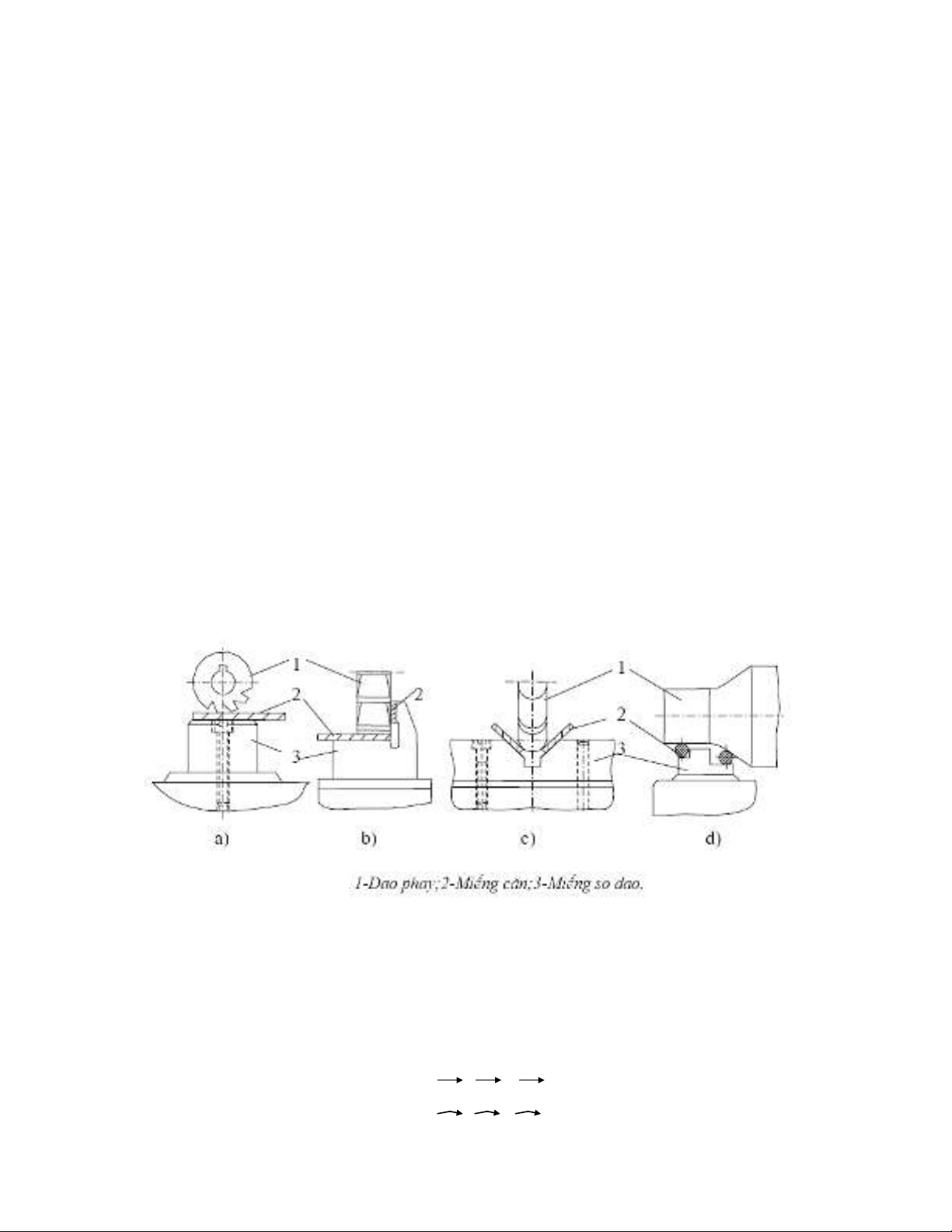
7.2.4 C so daoữ
C c u so dao là 1 b ph n c a đ gá nh m xác đ nh chính xác v trí c a d ngơ ấ ộ ậ ủ ồ ằ ị ị ủ ụ
c c tụ ắ so v i bàn máy và đ gá, th ng đ c dùng đ gá phay, bào, ti n,ớ ồ ườ ượ ở ồ ệ
chu t m t ngoàiố ặ
C c u so daơ ấ o giúp quá trình gá đ t dao đ c nhanh chóng nh t lá khi gia côngặ ượ ấ
nh ng b m t ph c t p nguyên công phayữ ề ặ ứ ạ ở
V k t c u c a c so dao ph thu c hình dángề ế ấ ủ ữ ụ ộ b m t chi ti t gia công. Đ i v iề ặ ế ố ớ
đò gá phay th ng bao g m mi ng gá dao và căn đ mườ ồ ế ệ
7.3. Nguyên t c đ nh v 6 đi mắ ị ị ể
7.3.1. Nguyên t cắ
Theo ph ng pháp lý thuy t ta bi t r ng m t v t r n tuy t đ i đ t trongươ ế ế ằ ộ ậ ắ ệ ố ặ
không gian 3 chi u Oxyz, có 6 kh năng chuy n đ ng t do đó là :ề ả ể ộ ự
+ 3 chuy n đ ng t nh ti n : OX, OY, OZể ộ ị ế
+ 3 chuy n đ ng quay : OX, OY, OZể ộ


![Trang bị công nghệ: Chương 10 [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110506/saodem123m/135x160/chuong_2010_6487.jpg)
![Trang bị công nghệ: Chương 9 [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110506/saodem123m/135x160/chuong_209_319.jpg)

![Trang bị công nghệ: Chương 7 [Hướng dẫn, Kinh nghiệm, Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110506/saodem123m/135x160/chuong_207_5854.jpg)
![Trang bị công nghệ: Chương 6 [Mới nhất 2024]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110506/saodem123m/135x160/chuong_206_0035.jpg)
![Trang bị công nghệ chương 5: [Thông tin chi tiết về nội dung chương]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110506/saodem123m/135x160/chuong_205_3147.jpg)
![Trang Bị Công Nghệ Chương 4: [Thêm từ khóa liên quan đến nội dung chương 4]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110506/saodem123m/135x160/chuong_204_474.jpg)






![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)