TRUONG BH SLT PHAM KY THU AT TPHCM
KHOA CO KHI MAY
BO MON: CONG NGHE CHE TAO MAY
DE THI CUOI KY HOC KY 2
•
NAM HOC 2019-2020
Mon: CAD/CAM CNC Ca ban
Ma mon hoc: CAC C 320224
De s6/Ma d6: 01 . De thi co 5 trang.
Thai gian: 70 phut.
KHONG su- dung tai lieu
SV lam bai tryc tiep tren de thi va nop lai de
Chu ky giam thi 1
V
Chu' ky giam thj 2
Diem chu- ky
CB cham thi thu nhat CB cham thi thur hai
Ho va ten:
.................................................................
Ma so S V :.....................................................................
So TT:
.....................
Phong thi:...............................
Cau 1 (3 diem): hay giai thich tung tir va cac dia chi trong cac cau lenh s a u ja p trinh phay
Cau lenh Y nghia
N10G21 G17G90 G54 G94
N10:..................................................................................................
T01 M06
G43 H01
SI000 M03 M08
l l P , :• v
S6 hieu: BM3/QT-PBBCL-RBTV
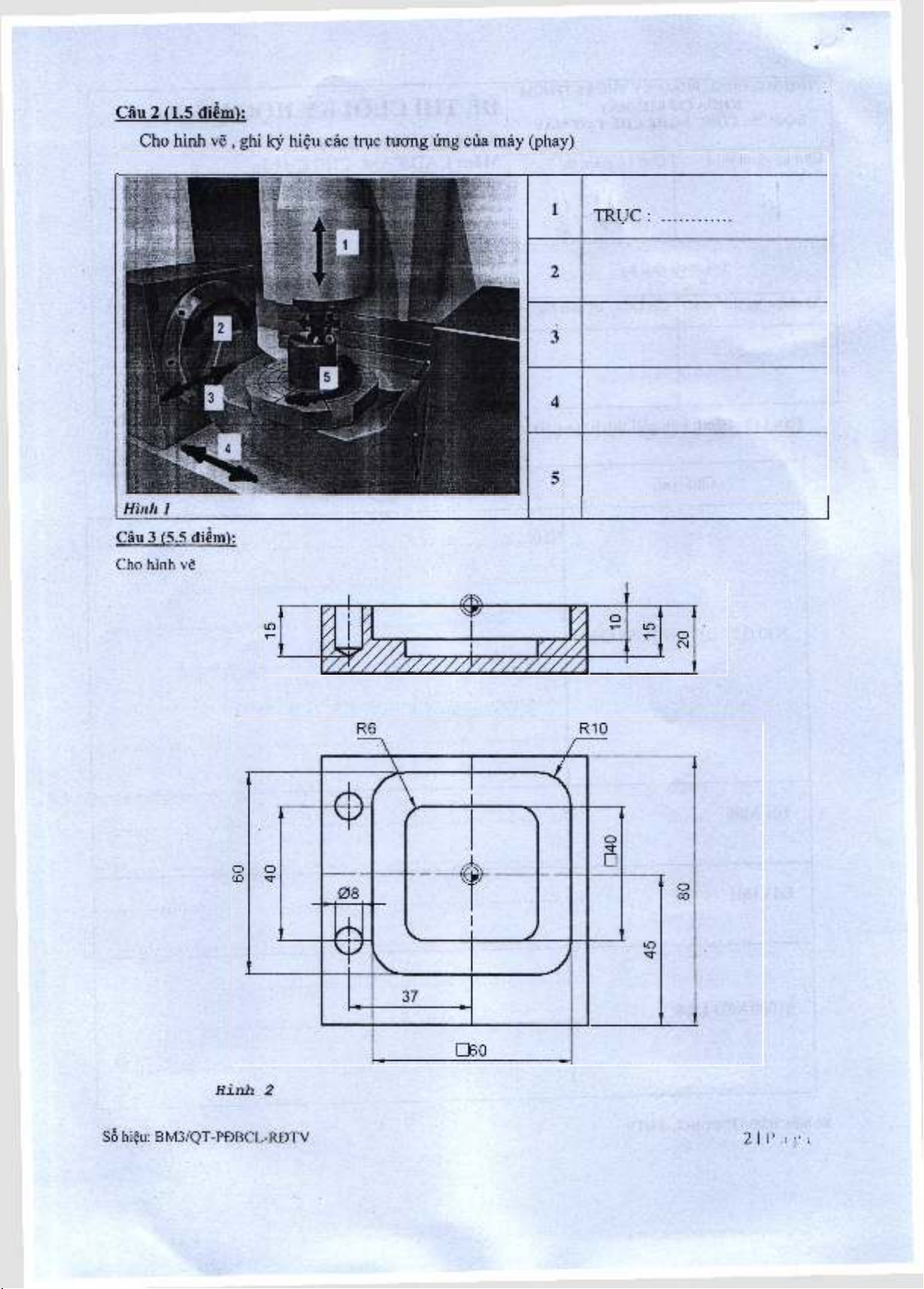
Cau 2 (1.5 diem):
Cho hinh ve , ghi ky hieu cac true tuang ung cua may (phay)
Hinh 1
Cau 3 (5.5 diem):
Cho hinh v§
Hinh 2
2 I P
So hieu: BM3/QT-PBBCL-RBTV ! i . ' I .
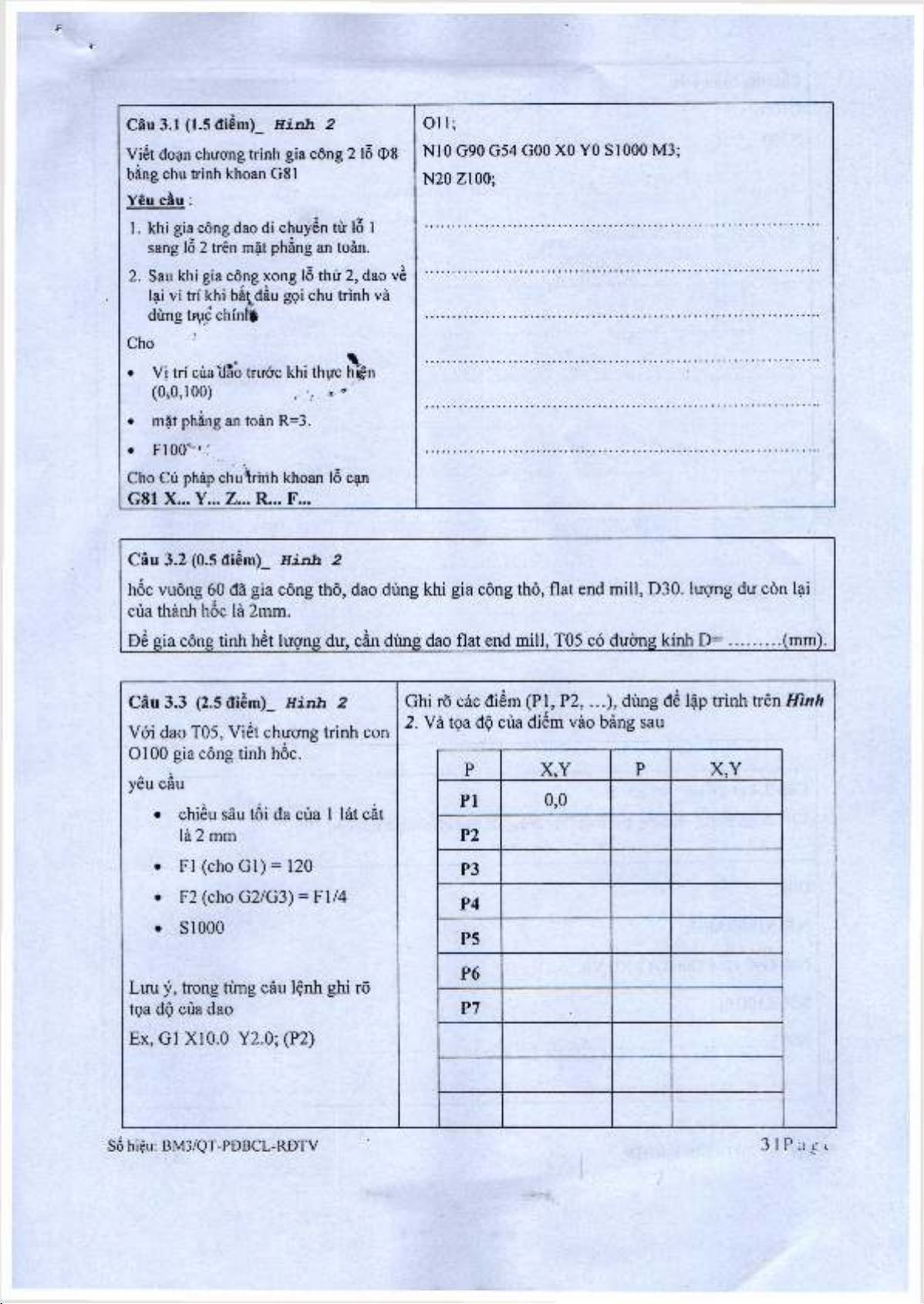
Cau 3.1 (1.5 diem)_ Hinh 2
Viet doan chirang trinh gia cong 2 16 08
bang chu trinh khoan G81
Yeu cau :
1. khi gia cong dao di chuyen tir 16 1
sang 16 2 tren mat phang an toan.
2. Sau khi gia cong xong 16 thir 2, dao ve
lai vi tri khi ba^dau goi chu trinh va
dung true ch inf'll
Cho :f
• Vj tri cua dao truac khi thuc hign
(0,0,100) . •, * *
• mat phang an toan R=3.
• Fi oo
Cho Cu phap chu^rinh khoan 16 can
G81 X... Y... Z... R... F...
Oil;
N 10 G90 G54 GOO X0 YO S1000 M3;
N20Z100;
Cau 3.2 (0.5 diem)_ H inh 2
hoc vuong 60 da gia cong tho, dao dung khi gia cong tho, flat end mill, D30. lugng du con lai
cua thanh hoc la 2mm.
Be gia cong tinh het luong du, can dung dao flat end mill, T05 co duong kinh D =
...........
(mm).
Cau 3.3 (2.5 diem)_ Hinh 2
Voi dao T05, Viet chucmg trinh con
0100 gia cong tinh hoc.
yeu cau
• chieu sau toi da cua 1 lat cat
la 2 mm
• FI (c h o G l)= 120
• F2 (cho G2/G3) = F l/4
• S1000
Luu y, trong tung cau lenh ghi ro
toa do cua dao
Ex, G1 X10.0 Y2.0; (P2)
Ghi ro cac diem (PI, P2, ...), dung de lap trinh tren Hinh
2. Va toa do cua diem vao bang sau
pX,Y P X,Y
PI 0,0
P2
P3
P4
P5
P6
P7
S6 hieu: BM3/QT-PDBCL-RDTV 3 I P a c i
Call 3.4 (1 diem)_ H i n h 2
Viet doan trong chuang trinh chinh. dung de goi chuang trinh con 100
OOl;
N30S1000 M03;
N40 G90 G54 GOO G17 X0 Y0;
N50 Z100.0;
N 6 0 .................................................................................................................
4 11'.!
S6 hieu: BM3/QT-PDBCL-RDTV
#
Ghichu: Can bo coi thi khong giai thtch de thi.
^ ^ X X A
Chuan dau ra cua hoc phan (ve kien thirc) N§i dung kiem
tra
[G1.2]: Trinh bay dirge each xac dinh phuang, chieu cac true tren may phay CNC Cau 2
[G2.2]: Giai thich dirge cac tap lenh G,M ca ban de lap trinh gia cong chi tiet Cau 1,3
[G4.1]: Lap trinh gia cong dirge nhung chi tiet dien hinh cua cong nghe CNC dira
vao cac tap lenh G,M Cau 3
Ngay 15 thang 7 nam 2020
S6 hieu: BM3/QT-PDBCL-RDTV 5 I







![Đề thi Vẽ kỹ thuật cơ khí học kì 1 năm 2024-2025 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250401/lakim0906/135x160/6001743476336.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)