TRƯ
ỜNG ĐẠI HỌC BÁCH KHOA H
À N
ỘI
SME.EDU
-
M
ẫu
6.a
rev1
VIỆN CƠ KHÍ Học kỳ: 2
Đơn vị chuyên môn: Gia công vật liệu & DCCN
Năm học: 2020-2021
ĐỀ THI KT HP: CÔNG NGHỆ TẠO HÌNH DỤNG CỤ. Mã HP: ME4242
Thời gian làm bài: 90 phút Mã đề thi: 02………. Ngày thi:
Họ và tên sv:…………….………………… MSSV: ………… Mã lớp: ………… Chữ ký sv: ……….
Ngày ……/……/……..
ĐƠN VỊ CHUYÊN MÔN
(ký, ghi rõ họ tên)
PGS.TS. Bùi Ngọc Tuyên
NGƯỜI RA ĐỀ
(ký, ghi rõ họ tên)
PGS.TS. Bùi Ngọc Tuyên
Phần 1-Lý thuyết ( trắc nghiệm) (2,5đ)
Chọn phương án trả lời đúng nhất:
1.1
. Mặt khởi thủy K của dụng cụ là:
a) Bề mặt bao của họ bề mặt dụng cụ khi cố
định bề mặt chi tiết cho dụng cụ chuyển
động tạo hình
b) Bề mặt chứa lưỡi cắt dụng cụ và là bề mặt
phoi thoát ra từ đó trong quá trình cắt
c) Bề mặt ảo của dụng cụ có chứa các lưỡi cắt,
luôn tiếp xúc với bề mặt gia công trong quá
trình gia công tạo hình, là mặt bao của họ
bề mặt chi tiết khi cố định dụng cụ cho chi
tiết chuyển động tạo hình
d) Bề mặt thật của dụng cụ có chứa các lưỡi
cắt là giao tuyến của mặt trước và mặt sau
1.2.
Phương pháp động học xác định mặt khởi thủy dụng cụ
dựa trên:
a) Phương trình 0. VN ( với N là vec tơ pháp tuyến
của bề mặt C, V là véc tơ chuyển động tương đối của bề
mặt chi tiết ).
b) Phương trình 0. VN ; Với N là vec tơ pháp tuyến
của đường cong profin chi tiết , V là vec tơ chuyển động
tương đối của đường cong profin chi tiết
c) Hệ phương trình:
0.
0),,,(
VN
tzyxF
Với F (x,y,z, t)= 0 là phương trình của họ bề mặt chi tiết, t là
tham số chuyển động; N là vec tơ pháp tuyến của bề mặt
chi tiết; V là véc tơ chuyển động tương đối của bề mặt chi
tiết
d) Hệ phương trình
0
),,,(
0 C)z,y,F(x,
C
CzyxF
Với F (x,y,z, C)= 0 là phương trình của họ bề mặt chi tiết, C
là tham số chuyển động
1.3
. Đư
ờng đặc tính E của dụng cụ l
à:
a) Đường bao của họ đường cong tiết diện phẳng
chi tiết khi cố định dụng cụ cho chi tiết chuyển
động tạo hình
b) Giao tuyến của mặt trước và mặt sau
c) Đường tiếp xúc của bề mặt khởi thủy và bề
mặt gia công tại mỗi thời điểm trong quá trình tạo
hình
d) Giao tuyến của mặt trước và bề mặt khởi thủy
1.4.
Đi
ều kiện cần thiết để có thể tạo
hình
đư
ợc bề mặt bằng
dụng cụ cắt là:
a) Khi cố định chi tiết cho dụng cụ chuyển động tạo hình, phải
tồn tại bề mặt bao của họ bề mặt dụng cụ
b) Bề mặt khởi thủy dụng cụ không cắt lem vào bề mặt chi tiết
c) Hệ phương trình sau phải tồn tại nghiệm thực:
0
),,,(
0 C)z,y,F(x,
C
CzyxF
Với F (x,y,z, C)= 0 là phương trình của họ bề mặt chi tiết, C
là tham số chuyển động
d) Bán kính cong của bề mặt khởi thủy ρK ≤ Bán kính cong
của bề mặt chi tiết ρC & bề mặt chi tiết không tồn tại điểm đặc
biệt
1.5
. M
ặt khởi thủy
c
ủa dao phay lăn răng l
à
a) bề mặt trụ đường kính ngoài De
b) Trục vít cơ sở thân khai
c) Bề mặt vít Helicoit
1.6.
Khi phay rãnh thoát phoi,t
ạo h
ình m
ặt tr
ư
ớc dao phay trụ
răng nghiêng cần dựa trên các thông số nào
a) Số răng dao Z, đường kính ngoài dao De, góc sau α, góc
profin rãnh răng η.
TAILIEUHUST.COM
TAILIEUHUST.COM
TAILIEUHUST.COM TAILIEUHUST.COM TAILIEUHUST.COM
TAILIEUHUST.COM TAILIEUHUST.COM TAILIEUHUST.COM TAILIEUHUST.COM
TAILIEUHUST.COM TAILIEUHUST.COM
TAILIEUHUST.COM
d) Trục vít cơ sở Acsimet hoặc trục vit Convolut
b) Số răng dao Z, đường kính ngoài dao De, góc trước γ, góc
profin rãnh răng, chiều cao rãnh đo theo mặt trước, bán kính
đáy rãnh r, góc nghiêng răng ω
c) Số răng dao Z, đường kính ngoài dao De, góc trước γ, góc
profin rãnh răng η, góc nghiêng răng ω
d) Số răng dao Z, đường kính ngoài dao De, góc sau α, góc
profin rãnh răng η, góc nghiêng răng ω
1.7.
Khi phay rãnh thoát phoi, tạo hình mặt trước dao
phay góc cần xác định các thông số nào:
a) Lượng điều chỉnh vị trí của dụng cụ bậc 2 so với
phôi theo phương đứng H và theo phương ngang ε
b) Các thông số hình học đặc trưng cho profin dụng
cụ bậc 2
c) Góc hợp bởi trục phôi và phương ngang φi và
lượng điều chỉnh vị trí của dụng cụ bậc 2 so với phôi
theo phương đứng H
d) Cả a và b
e) Cả b và c
1.8.
Các bước gia công tạo hình kết cấu dụng cụ cắt trước nhiệt
luyên theo trình tự nào:
a) Gia công bề mặt chuẩn Tạo hình mặt khởi thủy tạo hình
bề mặt kết cấutạo hình mặt sau-tạo hình mặt trước
b) Gia công bề mặt chuẩn tạo hình bề mặt kết cấu Tạo
hình mặt khởi thủy tạo hình mặt sau-tạo hình mặt trước
c) Gia công bề mặt chuẩn tạo hình bề mặt kết cấuTạo hình
mặt khởi thủy -tạo hình mặt trước tạo hình mặt sau
d) Gia công bề mặt chuẩn Tạo hình mặt khởi thủy tạo hình
bề mặt kết cấu -tạo hình mặt trướctạo hình mặt sau
1.9.
Mài hớt lưng dao phay định hình nhằm mục đích
chính là:
a) Không tạo ra mặt sau ở dạng yên ngựa hay mài
lẹm vào răng kế tiếp
b) Giảm ma sát của mặt sau với bề mặt gia công
c) Tạo lưỡi cắt sắc, giảm lực cắt
d) Tạo hình mặt sau, tăng độ chính xác của profin
lưỡi cắt
1.10.
Sai số khi mài mặt trước dao phay lăn răng bằng đá mài
côn tăng lên khi:
a) Tăng đường kính đá hoặc giảm góc profin đá
b) Giảm đường kính đá hoặc giảm góc profin đá
c) Giảm đường kính đá hoặc tăng góc profin đá
d)Tăng đường kính đá hoặc tăng góc profin đá
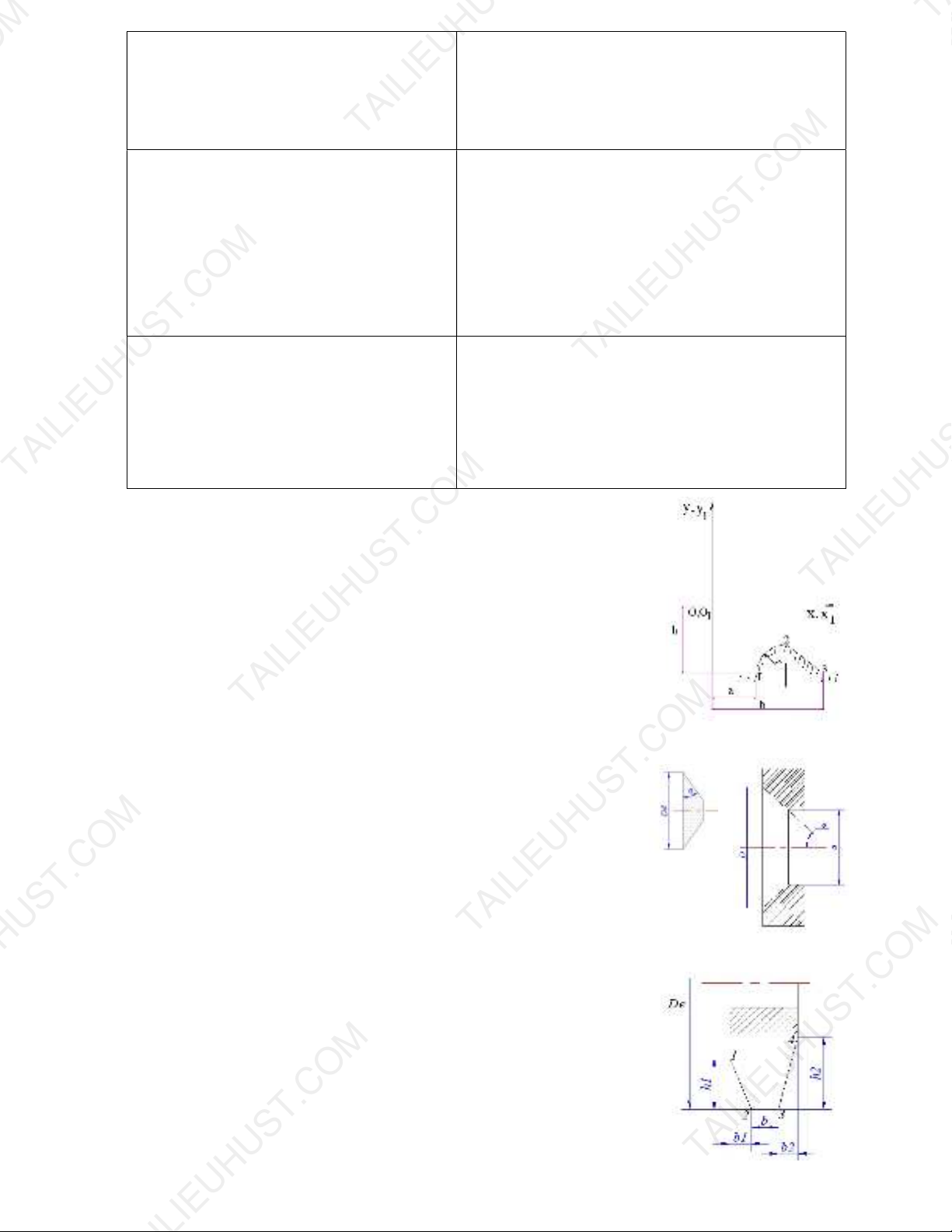
Câu 2 (2,5 đ)) Hãy thiết lập công thức xác định đường kính đá
mài côn Dđ lớn nhất để mài lỗ côn (hình 2) không xảy ra cắt
lẹm theo các số liệu ban đầu: D, d, α, η. Áp dụng tính đường
kính đá mài côn Dđ lớn nhất cho trường hợp D= 72 mm, α=720,
d=62 mm, η=250
Câu 3 (2 đ) Xác định phương pháp hớt lưng và lượng hớt lưng
khi tiện hớt lưng bằng một cam hớt lưng để tạo hình mặt sau
cho các lưỡi cắt của dao phay định hình hớt lưng có profin
chiều trục 1234 như trên hình 3 sao cho góc sau trong tiết diện
pháp tuyến của lưỡi cắt [αN] > 50.
Cho biết đường kính ngoài dao De= 100 mm , số răng z=10,
góc sau lưỡi cắt đỉnh αe =100 ; h1=9,5 mm; b1= 2,5 mm; b=3,5
mm; h2=12,5 mm; b2=4,5 mm
Hình 3
Hình 2
Hình 1
Phần 2-Bài tập (tự luận)
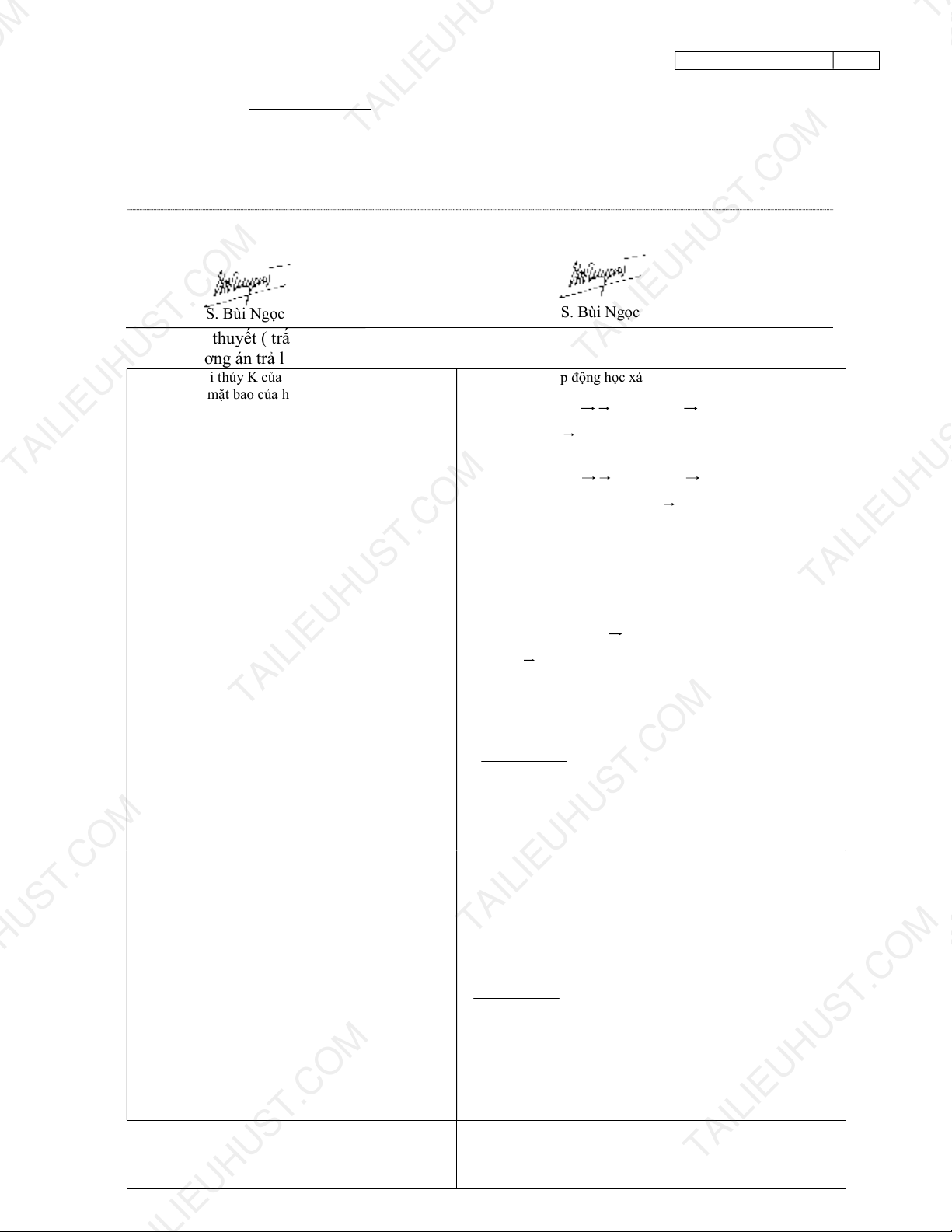
Câu 1 (3 đ) Xác định phương trình mặt khởi thuỷ K của dụng cụ
khi tạo hình bề mặt chi tiết định hình có tiết diện thẳng như hình
1 với các điều kiện cho trước như sau:
- Profin tiết diện thẳng bề mặt chi tiết (123) cho như hình vẽ với
a,b,h, r là các tham số dương chỉ kích thước và vị trí của tiết
diện
- Dụng cụ quay quanh trục ox o1x1 với tham số là góc quay
- Chi tiết chuyển động tịnh tiến theo phương oz
TAILIEUHUST.COM
TAILIEUHUST.COM
TAILIEUHUST.COM TAILIEUHUST.COM TAILIEUHUST.COM
TAILIEUHUST.COM TAILIEUHUST.COM TAILIEUHUST.COM TAILIEUHUST.COM
TAILIEUHUST.COM TAILIEUHUST.COM
TAILIEUHUST.COM








![Giáo trình Gá lắp kết cấu hàn (Ngành Hàn - Cao đẳng) - Trường Cao đẳng nghề Ninh Thuận [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2024/20240603/gaupanda035/135x160/8751717397467.jpg)
![Giáo trình Gá lắp kết cấu hàn (Ngành Hàn - Trung cấp) - Trường Cao đẳng nghề Ninh Thuận [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2024/20240603/gaupanda035/135x160/4841717397474.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)