
Trang 2
LỜI MỞ ĐẦU
Hướng tới mục tiêu nâng cao chất lượng đào tạo nghề, nhằm đáp ứng yêu
cầu của thị trường lao động kỹ thuật và hội nhập.
Là một Trường đào tạo nghề đã có bề dày hơn 40 năm của Tỉnh Bình
Định, khu vực Miền trung và Tây nguyên; với quy mô trang thiết bị luôn được đầu
tư mới, năng lực đội ngũ giáo viên ngày càng được tăng cường. Việc biên soạn giáo
trình phục vụ công tác đào tạo của nhà Trường, đáp ứng yêu cầu mục tiêu của
chương trình khung do Bộ nông nghiệp và phát triễn nông thôn ban hành cũng
nhằm đáp ứng các yêu cầu sau đây:
Yêu cầu của người học.
Nhu cầu về chất lượng nguồn nhân lực nghề Cắt gọt kim loại.
Cung cấp lao động kỹ thuật cho Doanh nghiệp và xuất khẩu lao động.
Dưới sự chỉ đạo của Ban Giám Hiệu nhà trường trong thời gian qua các
giáo viên trong khoa kỉ thuật sắt đã dành thời gian tập trung biên soạn giáo trình,
cải tiến phương pháp giảng dạy nhằm tạo điều kiện cho học sinh hiểu biết kiến thức
và rèn luyện kỹ năng nghề.
Nhóm biên soạn đã vận dụng sáng tạo vào việc biên soạn giáo trình các mô
đun chuyên môn nguội cơ bản. Nội dung giáo trình có thể đáp ứng để đào tạo cho
từng cấp trình độ và có tính liên thông cho 3 cấp trình độ ( Sơ cấp nghề, Trung cấp
nghề, Cao đẳng nghề).
Mặt khác nội dung của mô đun phải đạt được các tiêu chí quan trọng theo
mục tiêu, hướng tới đạt chuẩn quốc tế cho ngành Cắt gọt kim loại. Vì thế giáo trình
mô đun đã bao gồm các nội dung như sau:
Trình độ kiến thức
Kỹ năng thực hành
Tính quy trình trong công nghiệp
Năng lực người học và tư duy về mô đun được đào tạo ứng dụng trong
thực tiễn.
Phẩm chất văn hóa nghề được đào tạo.
Trong quá trình biên soạn giáo trình, Khoa đã tham khảo ý kiến từ các
Doanh nghệp trong nước, giáo trình của các trường Đại học, học viện... Nhóm biên
soạn đã hết sức cố gắng để giáo trình đạt được chất lượng tốt nhất. Trong quá trình
biên soạn không thể tránh khỏi thiếu sót, rất mong nhận được ý kiến đóng góp từ
các đồng nghiệp, các bạn đọc để giáo trình được hoàn thiện hơn.
Trân trọng cảm ơn!
Trang 3
CHƯƠNG TRÌNH MÔ ĐUN
Tên mô đun: Thực hành Nguội – Hàn cơ bản
Mã mô đun: MĐ 14
Thời gian thực hiện mô đun: 45 giờ; (Lý thuyết: 8 giờ; Thực hành, thí
nghiệm, thảo luận, bài tập: 35 giờ; Kiểm tra 2 giờ)
I. Vị trí, tính chất của mô đun:
- Vị trí: Môn học được bố trí giảng dạy sau môn Vẽ kỹ thuật, Vật liệu cơ khí,
trước các môn học chuyên môn.
- Tính chất: Mô đun cơ sở nghề bắt buộc.
II. Mục tiêu mô đun:
-Về kiến thức
+Trình bày được các phương pháp dũa mặp phẳng, khoan lỗ, cắt ren
+Trình bày được phương pháp tính toán các chế độ hàn, phương pháp điều
chỉnh máy trước khi hàn
-Về kỹ năng
+ Dũa được các mặt phẳng, khoan lỗ, cắt ren đúng yêu cầu kỹ thuật
+ Thực hiện được các kỹ năng Hàn điện hồ quang, Hàn hơi, Hàn thiếc cơ
bản.
-Về năng lực tự chủ và trách nhiệm
+ Chấp hành đúng quy trình, quy phạm trong thực hành hàn - nguội cơ
bản
+ Rèn luyện tính kỷ luật, cẩn thận, chính xác của học viên
III. Nội dung mô đun:
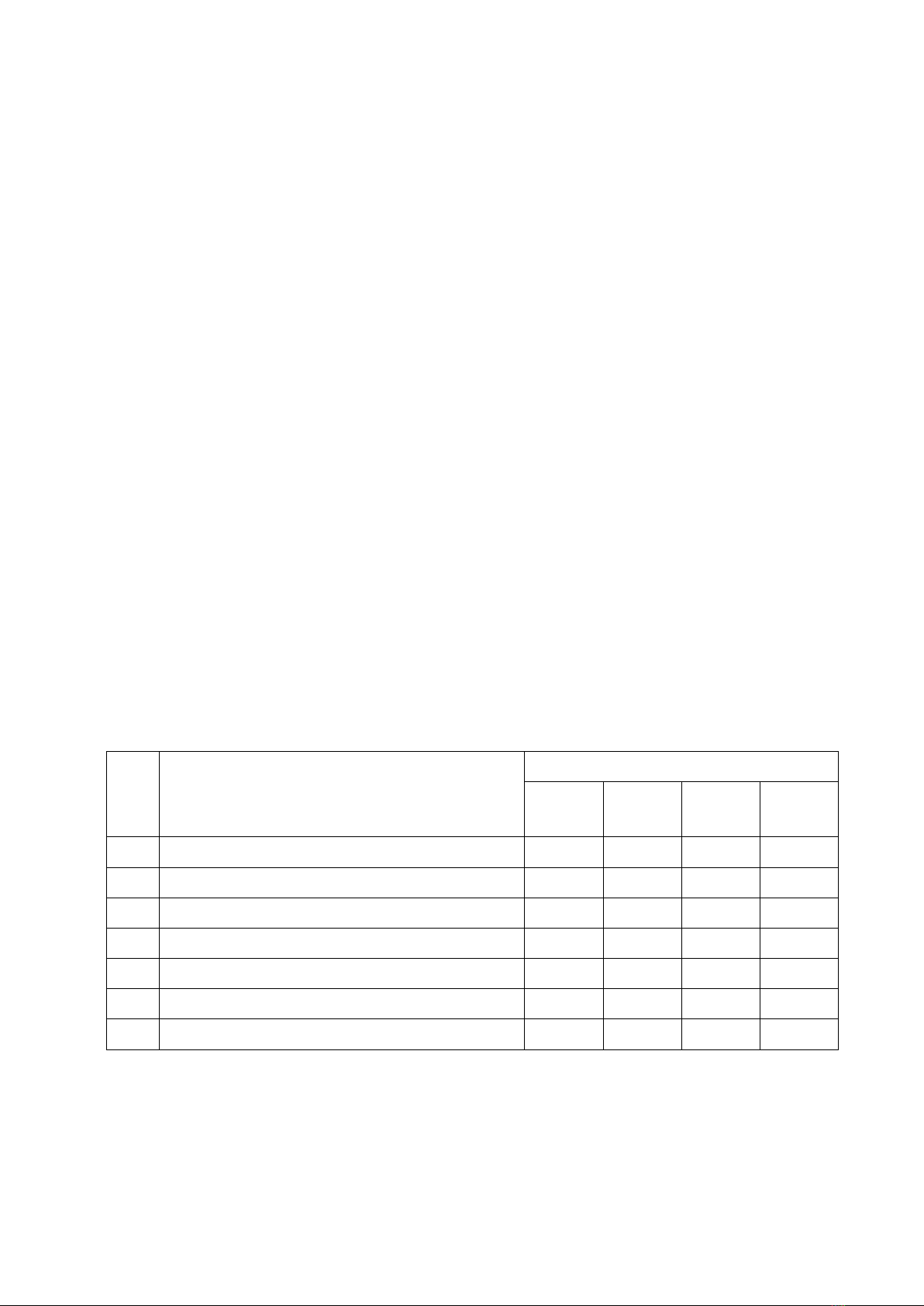
1. Nội dung tổng quát và phân phối thời gian:
Số
TT
Tên các bài trong mô đun
Thời gian
Tổng
số
Lý
thuyết
Thực
hành
Kiểm
tra*
1
Bài 1: Giũa mặt phẳng
12
2
10
0
2
Bài 2: Khoan lỗ
4
1
3
0
3
Bài 3: Cắt ren
4
1
2
1
4
Bài 4: Hàn điện hồ quang
12
2
10
0
5
Bài 5: Hàn hơi
8
1
7
0
6
Bài 6: Hàn thiếc
5
1
3
1
Cộng:
45
8
35
2
Trang 4
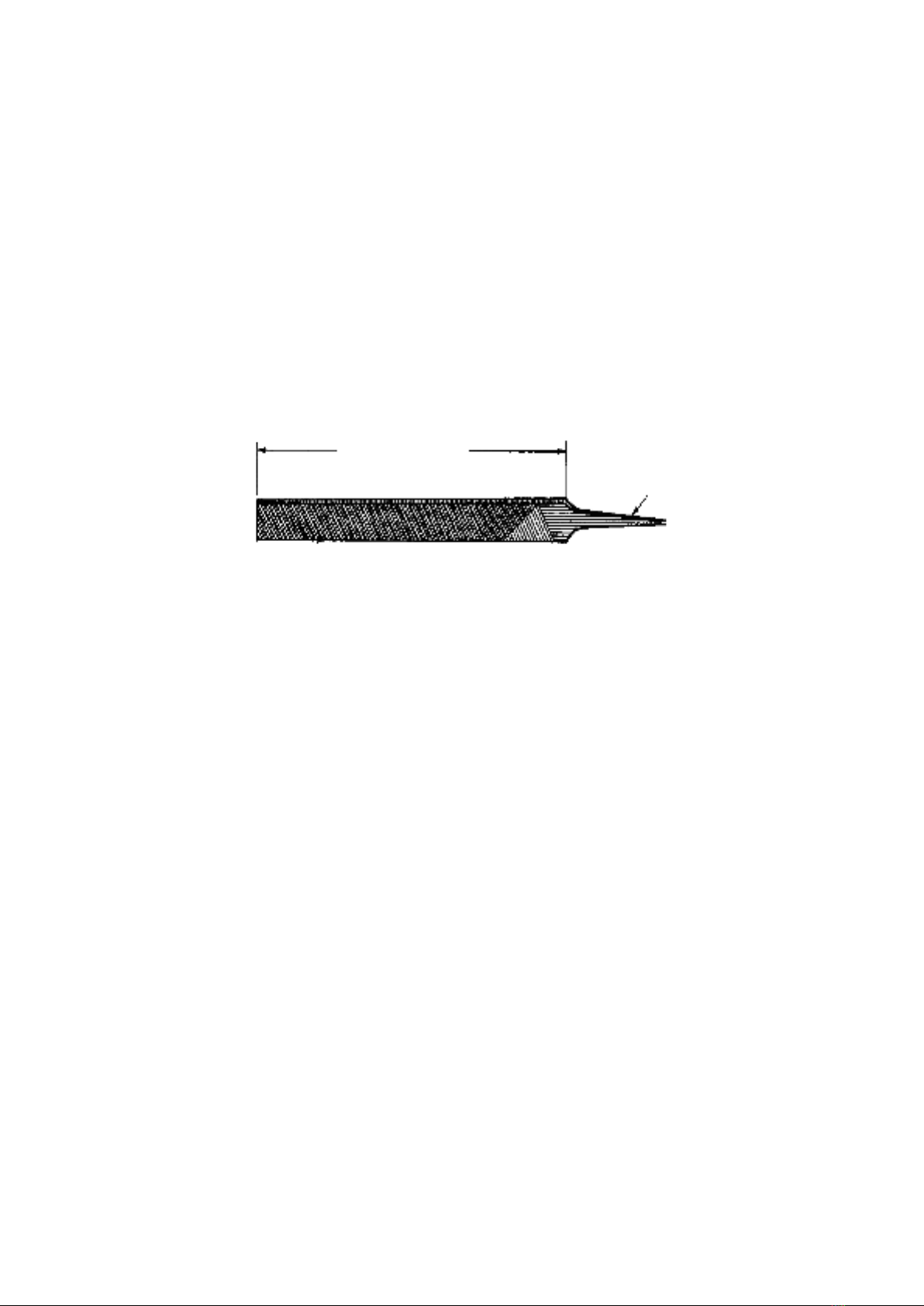
Thân giũa
Chuôi giũa
Hình 4.1: Giũa nguội
BÀI 1: GIŨA MẶT PHẲNG
I. Khái niệm chung:
Giũa kim loại là một phương pháp gia công cơ bản của nghề Nguội, bằng
cách dùng dụng cụ là giũa dùng để hớt đi một lượng dư mỏng trên phôi, tạo cho chi
tiết có hình dáng, kích thước, độ bóng và độ chính xác bề mặt theo yêu cầu.
Trong nghề Nguội, nếu đục là phương pháp gia công thô thì giũa là phương
pháp gia công nguội bán tinh hoặc tinh, độ chính xác và kích thước có thể đạt tới
0,05mm khi giũa bán tinh và 0,01mm khi giũa tinh.
Giũa chỉ gia công được các kim loại mềm chưa qua nhiệt luyện, các bề mặt
chai cứng hoặc đã qua tôi không thể gia công được bằng phương pháp giũa.
II. Cấu tạo, công dụng và phân loại giũa:
1. Cấu tạo:
Gồm có 2 phần: Chuôi giũa và thân giũa.
- Chuôi giũa: có chiều dài bằng 1/4 – 1/5 chiều dài toàn bộ của giũa. Chuôi
giũa nhỏ thon dần về một phía, cuối phần chuôi giũa được làm nhọn để cắm vào cán
gỗ. Tiết diện phần chuôi giũa là hình nhiều cạnh để giũa không bị xoay tròn trong lỗ
của cán gỗ.
- Thân giũa: có chiều dài gấp 3 – 4 lần chiều dài chuôi. Thân thường có tiết
diện dẹt, vuông, tròn, tam giác, …với các kích thước khác nhau tùy theo kích thước
và hình dạng của chi tiết gia công.
Trên các bề mặt bao quanh thân giũa người ta tạo các đường răng theo một
quy luật nhất định, mỗi răng là một lưỡi cắt.
Giũa được chế tạo bằng thép cácbon dụng cụ. Sau khi đã tạo nên được các
đường răng, người ta đem nhiệt luyện phần thân để răng có độ cứng nhất định.
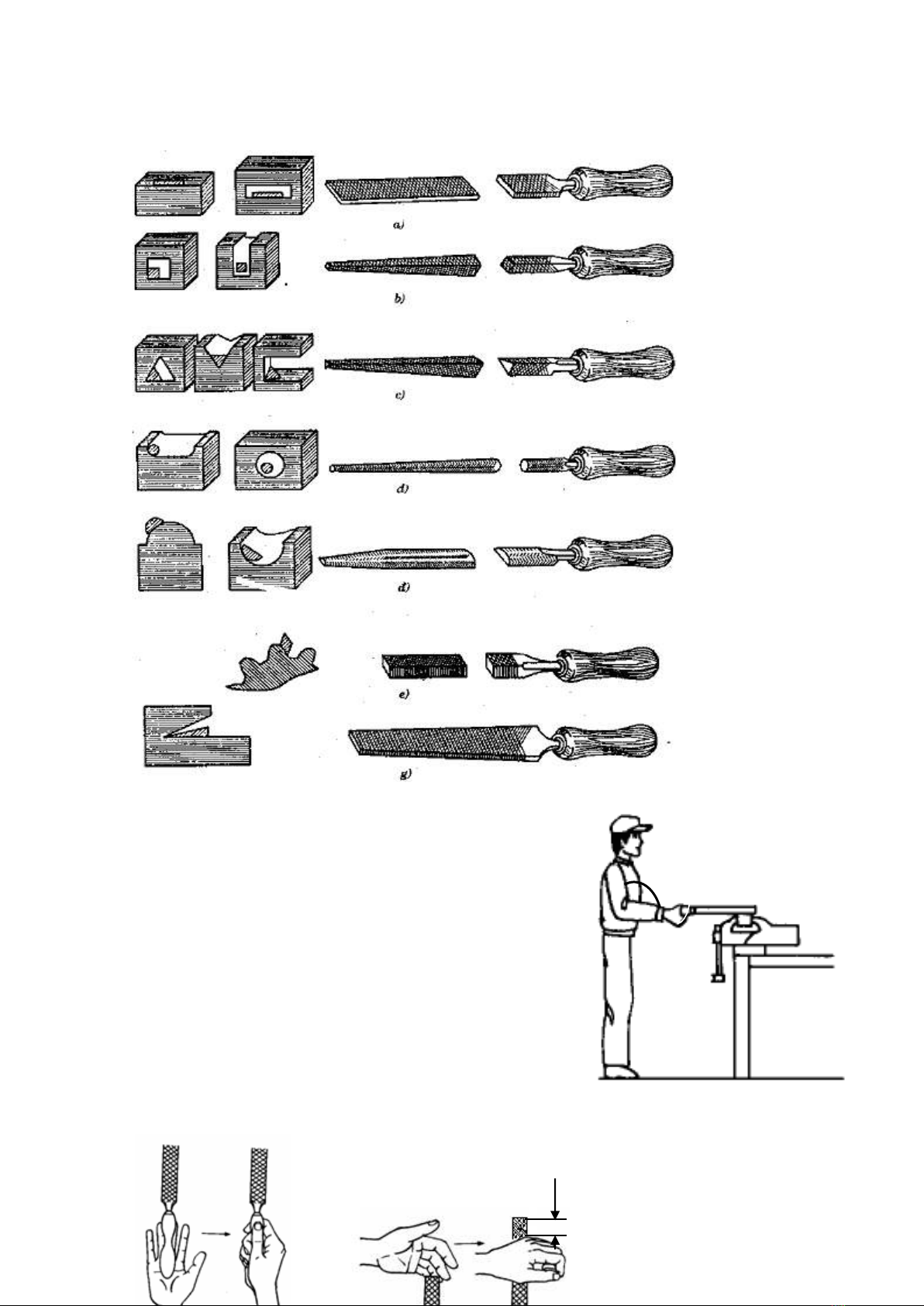
2. Phân loại giũa:
Phân loại thép tính chất công nghệ: căn cứ vào hình dạng tiết diện thân giũa,
nó quyết định tính chất công nghệ gia công của từng loại giũa.
- Giũa dẹt: có tiết diện hình chữ nhật, dùng để gia công các mặt phẳng ngoài,
các mặt phẳng trong lỗ có góc 900.
- Giũa vuông: có tiết diện hình vuông, dùng để gia công các lỗ hình vuông
hoặc các chi tiết có rãnh vuông.
- Giũa tam giác: có tiết diện là tam giác đều, dùng để gia công các lỗ tam
giác đều, các rãnh có góc 600.
- Giũa bán nguyệt (giũa lòng mo): có tiết diện là một phần hình tròn, có một
mặt phẳng một mặt cong, dùng để gia công các mặt cong có bán kính cong lớn.
- Giũa tròn: có tiết diện hình tròn, toàn bộ thân giũa là hình nón cụt góc công
nhỏ; dùng để gia công các lỗ tròn, các rãnh có đáy là ½ hình tròn.
Trang 5
Hình 4.2: Các loại giũa
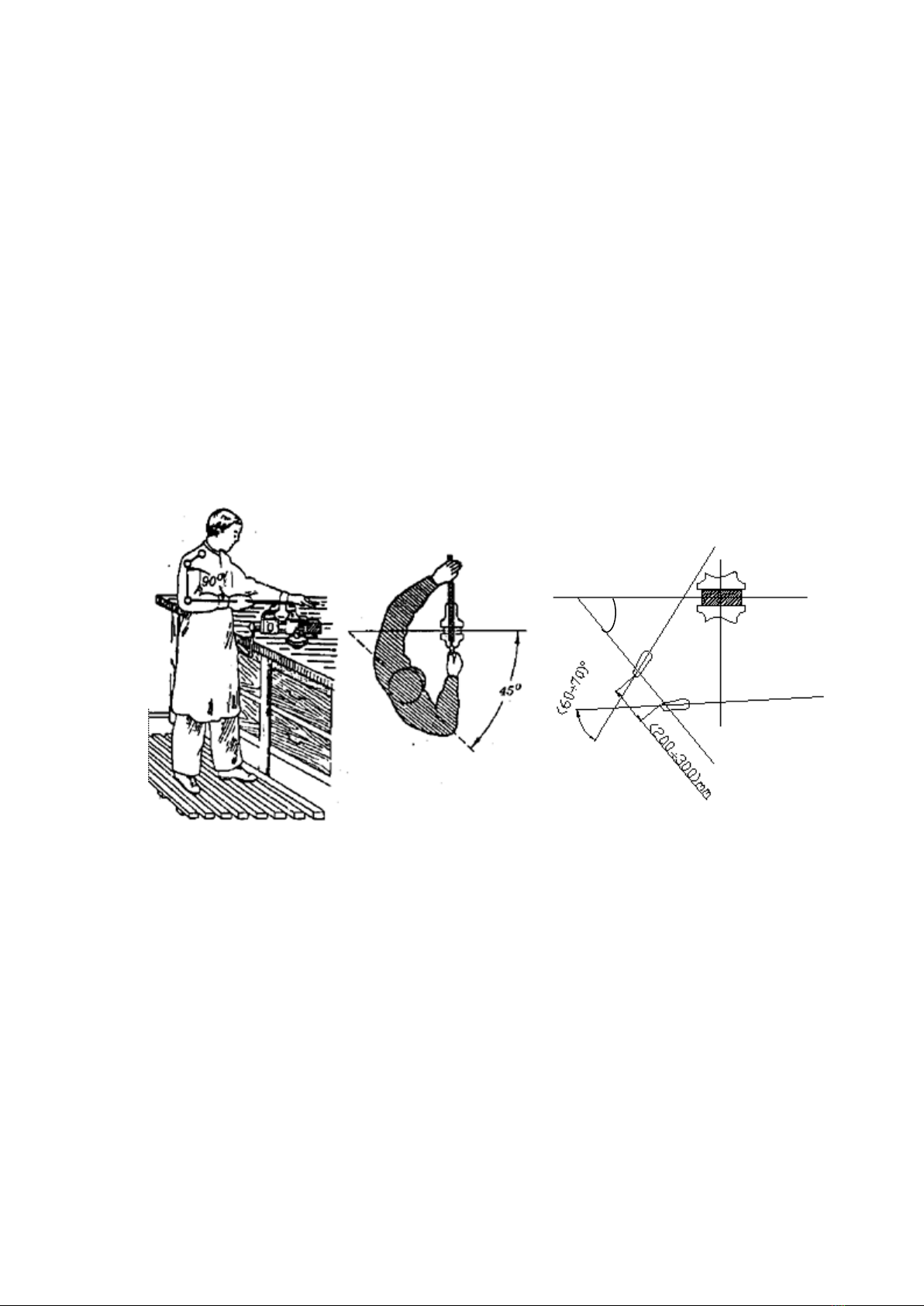
Hình 4.3: Chọn chiều cao êtô
- Giũa hình thoi: có tiết diện hình thoi, dùng để giũa các rãnh răng, các góc
hẹp góc nhọn.
III. Phương pháp giũa kim loại:
1. Chọn chiều cao êtô:
Chọn chiều cao của êtô dựa trên nguyên tắc khi
người thợ đặt giũa lên mặt vật gia công, giũa ở vị trí
nằm ngang thì cánh tay trên và dưới hợp với nhau 1
góc 900.
2. Cách cầm giũa:
Giũa dẹt
Giũa vuông
Giũa tam giác
Giũa hình thoi
Giũa bán nguyệt
(giũa lòng mo)
Giũa hình lưỡi
dao
Giũa tròn
900
20 – 30mm
Trang 6
Hình 4.4: Cách cầm giũa
a) Tay phải.
b) Tay trái.
a)
b)
- Tay phải cầm lấy đầu mút của cán giũa sao cho phần ô van của cán tựa vào
lòng bàn tay, ngón tay cái đặt dọc theo đường trục của cán, các ngón tay còn lại ôm
chặt lấy cán giũa vào lòng bàn tay. (hình 4.4a)
- Đặt lòng bàn tay trái ngang qua giũa và cách đầu mút giũa một khoảng
20–30mm, các đầu ngón tay hơi cong nhưng không được bỏ thỏng xuống. Cách đặt
tay trái như trên là dùng khi giũa phá, khi cần gia công tinh hoặc sử dụng giũa nhỏ,
ngắn thì các ngón tay trái nắm lấy mũi giũa(ngón tay cái nằm trên, các ngón tay còn
lại ôm lấy mặt dười của giũa).
3. Vị trí và tư thế đứng giũa:
Hinh 4.5: Vị trí và tư thế đứng giũa.
Khi giũa, người thợ đứng trước êtô, lệch về phía bên trái (với người thợ
thuận tay trái thì đứng ngược lại). Đứng thẳng và ổn định, người quay vào êtô để
tạo thành 1 góc 450 so với đường trục của êtô. Vị trí của 2 bàn chân được xác định
như sau
- Bàn chân trái hợp với êtô 1 góc 450.
- Bàn chân phải hợp với bàn chân trái 1 góc khoảng 60 – 700.
- Đường thẳng đi qua tâm 2 gót chân hợp với tâm dọc êtô 1 góc 450.
- Khoảng cách giữa 2 gót chân khoảng 200 – 300 mm.
4. Điều khiển lực ấn khi giũa:
Khi giũa ta cho giũa chuyển động đều ở vị trí nằm ngang. Khi chiều dài thân
giũa đã lướt hết bề mặt vật gia công, kéo giũa về vị trí ban đầu rồi sau đó lai đẩy
giũa. Mỗi lần đẩy giũa đi và kéo lùi giũa về chỉ thực hiện 1 lần cắt nên ta gọi là một
450
![Giáo trình Hàn TIG cơ bản (Ngành Hàn - CĐ) - Trường Cao đẳng Công nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/97451778728709.jpg)
![Giáo trình Hàn MIG/MAG, FCAW cơ bản (Ngành Hàn - CĐ) - Trường Cao đẳng Công nghiệp Thanh Hóa [PDF]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/63851778728711.jpg)





![Giáo trình Kiểm tra đánh giá chất lượng mối hàn và quy trình hàn (Ngành Hàn - CĐ/TC) - Trường Cao đẳng Công nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/71281778732236.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)






