P&Q SOLUTIONS CO., LTD.
Giới thiệu Hệ thống sản xuất tinh gọn – Lean Manufacturing
P & Q SOLUTIONS CO., LTD.
Unit 902, Building 45 Nguyen Son, Long Bien, Hanoi, Vietnam
T. (04) 3 793 06 96 F. (04) 3 793 06 95 W. http://www.pnq.com.vn
1 TỔNG QUAN VỀ LEAN MANUFACTURING
1.1 Dẫn giải
Trong bối cảnh nền kinh tế ngày càng minh bạch
hóa theo xu hướng thị trường và hội nhập quốc tế
ngày càng sâu rộng, áp lực cạnh tranh đối với các
doanh nghiệp ngày càng mạnh mẽ và sâu rộng. Sự
cạnh tranh sâu rộng này đặt các doanh nghiệp
trước thách thức phải đồng thời thỏa mãn một cách
bền vững (thông qua chất lượng, tiến độ, chi phí),
nhà đầu tư (hiệu quả sử dụng vốn), nhân viên (giá
trị gia tăng của sức lao động), và các bên liên
quan khác. Áp lực cạnh tranh và các thách thức
trong vận hành đã và đang thúc đẩy doanh nghiệp tìm kiếm cho mình những giải pháp cải tiến mọi
phương diện hoạt động của mình. Trong gần 20 năm qua, ở phương diện quản lý tác nghiệp
(operational management), Lean Manufacturing - Sản xuất tinh gọn – đã và đang được phát triển,
ứng dụng trên toàn thế giới như là một tiếp cận đột phá nhằm đảm bảo doanh nghiệp vận hành tác
nghiệp một cách hiệu quả và bền vững.
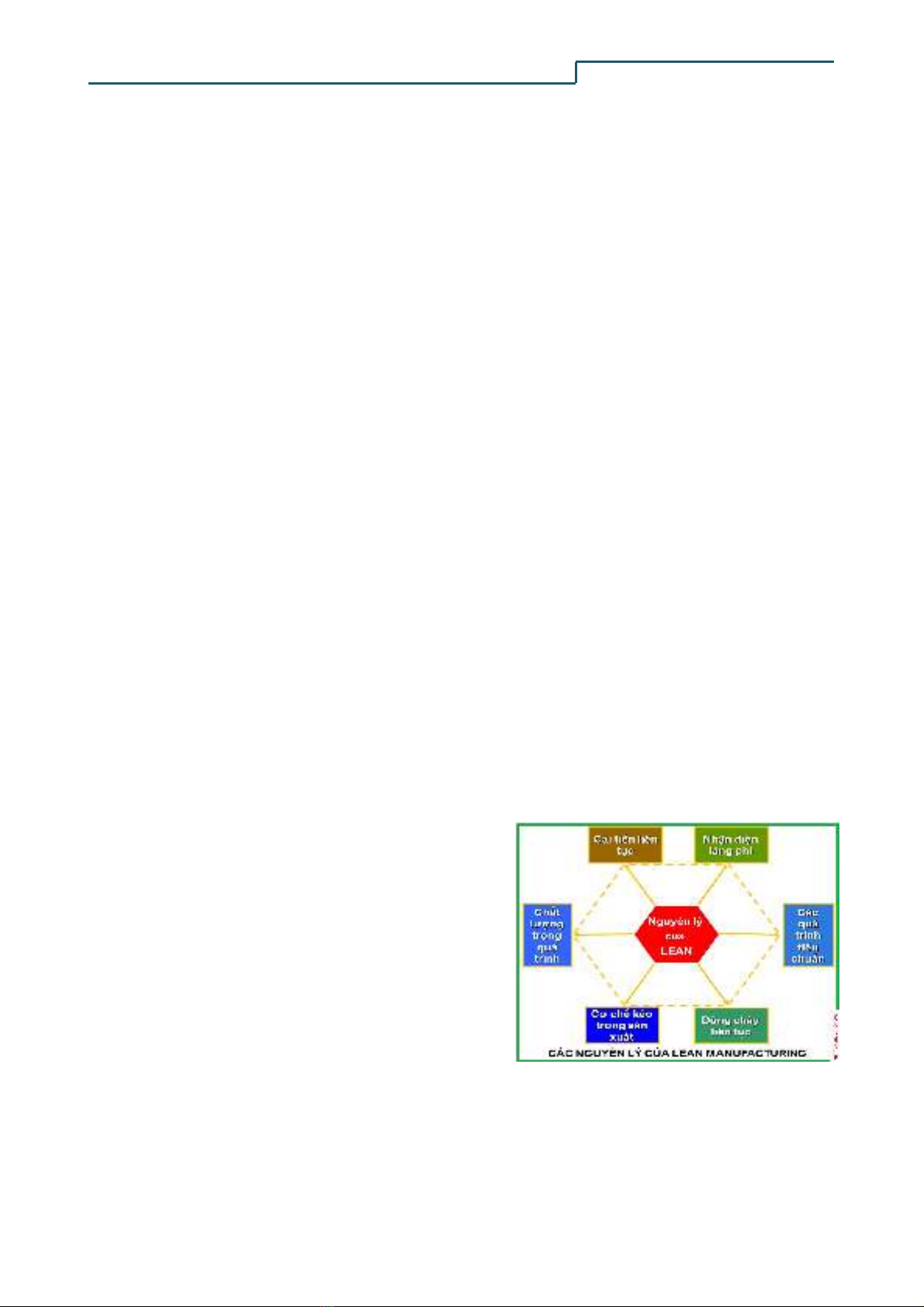
1.2 Mục tiêu của Lean Manufacturing
Lean Manufacturing một tiếp cận chiến lược với
hệ thống các phương pháp và công cụ nhằm liên
tục loại bỏ các lãng phí trong hoạt động sản xuất,
kinh doanh của doanh nghiệp thông qua tăng
năng suất, giảm chi phí và rút ngắn thời gian sản
xuất/cung cấp dịch vụ (Lead time/cycle time).
Với phương châm “Sản xuất đúng những gì
khách hàng yêu cầu, với số lượng và thời điểm
khách hàng yêu cầu, với chi phí thấp nhất có
thể”, một số mục tiêu cơ bản của Lean
Manufacturing bao gồm:
a) Giảm sai lỗi và lãng phí
Giảm thiểu sai lỗi và các lãng phí vật chất trong quá trình sản xuất/cung cấp dịch vụ của doanh
nghiệp, bao gồm giảm mức sử dụng nguyên liệu, các sai lỗi có thể phòng ngừa được, chi phí xử lý
sản phẩm lỗi, hình thành các đặc tính của sản phẩm mà
khách hàng không yêu cầu.
b) Rút ngắn thời gian sản xuất
Rút ngắn thời gian chờ đặt hàng (từ khi đặt hàng đến khi
giao hàng), thời gian một chu trình sản xuất (từ nguyên
liệu đến thành phẩm). Điều này được thực hiện thông
qua rút ngắn thời gian chờ giữa các công đoạn sản xuất,
thời gian chuẩn bị sản xuất, thời gian chuyển đổi giữa
P&Q SOLUTIONS CO., LTD.
Giới thiệu Hệ thống sản xuất tinh gọn – Lean Manufacturing
Page 2 of 10
các đơn hàng/sản phẩm.
c) Giảm mức tồn kho
Giảm thiểu mức tồn kho tại mọi công đoạn sản xuất, đặc biệt là tồn kho bán thành phẩm giữa các
công đoạn sản xuất. Giảm mức tồn kho sẽ có đóng góp đáng kể đến việc giảm nhu cầu và tăng hiệu
quả sử dụng vốn lưu động.
d) Nâng cao năng suất lao động
Nâng cao năng suất lao động thông qua việc giảm thiểu thời gian chờ đợi, tối ưu hóa thao tác (loại
bỏ các công đoạn thừa và thao tác thừa). Đây là động lực quan trọng trong nâng cao giá trị sức lao
động, vì vậy, khả năng tạo thu nhập của người lao động.
e) Sử dụng hiệu quả cơ sở hạ tầng
Sử dụng hiệu quả hơn nguồn lực thiết bị và không gian nhà xưởng thông qua việc loại bỏ các điểm
“thắt cổ chai” về năng lực, tối ưu hóa hiệu suất sử dụng của các thiết bị hiện tại và giảm thời gian
dừng máy. Điều này một mặt nâng cao năng lực sản xuất, mặt khác góp phần giảm chi phí khấu hao
thiết bị, nhà xưởng trên một đơn vị sản phẩm.
f) Tăng cường sự linh hoạt
Nâng cao khả năng linh hoạt trong điều chỉnh để sản xuất các sản phẩm khác nhau với chi phí và
thời gian thấp nhất cho chuyển đổi giữa các đơn hàng/sản phẩm. Kết quả này cho phép doanh
nghiệp có khả năng đáp ứng một cách tốt hơn xu hướng đa dạng chủng loại sản phẩm và quy mô
đơn hàng ngày càng nhỏ của khách hàng.
g) Tăng năng suất chung
Thông qua việc đạt được các mục tiêu ở trên, doanh nghiệp có thể nâng cao một cách đáng kể năng
suất chung trên cơ sở các nguồn lực hiện có.
1.3 Các nguyên lý cơ bản của Lean Manufacturing
a) Nhận diện các lãng phí
Bước khởi đầu với Lean Manufacturing là việc nhận
biết các công đoạn/thao tác tạo giá trị và không tạo giá
trí dưới góc nhìn của khách hàng. Từ đó, tất cả các
nguyên liệu, quá trình, đặc tính không cần thiết cho
việc tạo ra giá trị với khách hàng cần được giảm thiểu
và loại bỏ.
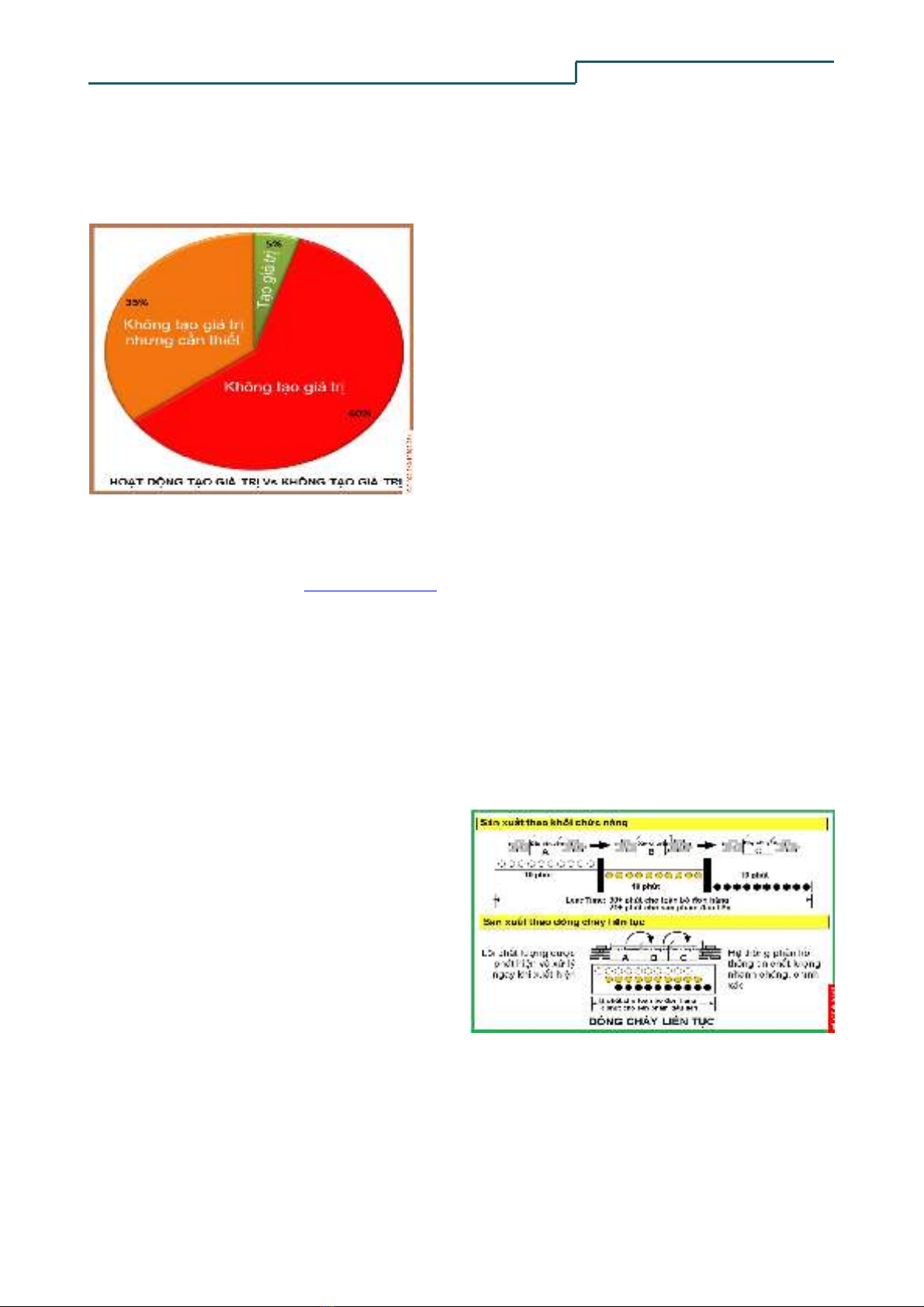
Ở góc độ tạo giá trị, các hoạt động của doanh nghiệp
có thể được chia thành ba nhóm, bao gồm:
Các hoạt động tạo giá trị: là các hoạt động trực tiếp
biến đổi nguyên liệu và các yếu tố đầu vào khác để tạo ra đúng sản phẩm mà khách hàng yêu cầu.
Các hoạt động không tạo giá trị: là các hoạt động không được yêu cầu đển biến đổi nguyên liệu để
tạo ra đúng sản phẩm mà khách hàng yêu cầu. Nói một cách khác, bất kỳ hoạt động nào mà khách
hàng không sẵn lòng trả tiền thì được coi là không tạo giá trị. Các hoạt động không tạo giá trị được
đều được coi là lãng phí và là đối tượng cần được giảm thiểu và loại bỏ.
P&Q SOLUTIONS CO., LTD.
Giới thiệu Hệ thống sản xuất tinh gọn – Lean Manufacturing
Page 3 of 10
Các hoạt động không tạo giá trị nhưng cần thiết: là các hoạt động không tạp giá trị dưới góc nhìn
của khách hàng nhưng cần thiết để tạo sản phẩm, trừ khi quá trình sản xuất kinh doanh có sự thay
đổi cơ bản. Những lãng phí thuộc nhóm này thường khó có thể loại bỏ trong ngắn hạn, nhưng có thể
được loại bỏ trong một kế hoạch dài hạn.
Theo kết quả nghiên cứu của Trung tâm nghiên cứu
doanh nghiệp Lean (LERC) của Vương Quốc Anh thì
tỷ lệ thông thường của ba loại hoạt động này trong
doanh nghiệp sản xuất là 5% - 60% - 35%. Như vậy,
một doanh nghiệp sản xuất thông thường có thể loại bỏ
lên đến 60% các hoạt động của mình mà vẫn đảm bảo
đáp ứng được các yêu cầu của khách hàng.
Trong hệ thống sản xuất của Toyota (TPS), các lãng
phí trong hoạt động của doanh nghiệp được chia thành
7 nhóm cơ bản là Lãng phí sản xuất thừa, Lãng phí sai
lỗi, Lãng phí tồn kho, Lãng phí vận chuyển, Lãng phí
chờ đợi, Lãng phí thao tác và Lãng phí gia công. Một số nghiên cứu về Lean Manufacturing hiện
nay bổ sung thêm hai nhóm lãng phí là Lãng phí làm lại và Lãng phí thiếu liên kết tri thức. Các
thông tin chi tiết hơn về các lãng phí này có thể được tham khảo trên mục LEAN SIX SIGMA trên
website của P&Q Solutions (www.pnq.com.vn ).
b) Các quá trình tiêu chuẩn
Việc triển khai Lean Manufacturing yêu cầu thiết lập và áp dụng các hướng dẫn sản xuất có độ chi
tiết cao. Các hướng dẫn này, thường được gọi là Công việc tiêu chuẩn, có các nội dung chính bao
gồm nội dung, trình tự, thời gian (định mức) thực hiện công việc và các đầu ra từ hoạt động của
công nhân/nhân viên. Công việc tiêu chuẩn giúp giảm thiểu sự biến động trong cách thức công việc
được thực hiện, và vì vậy giảm thiểu sự biến động trong kết quả đạt được.
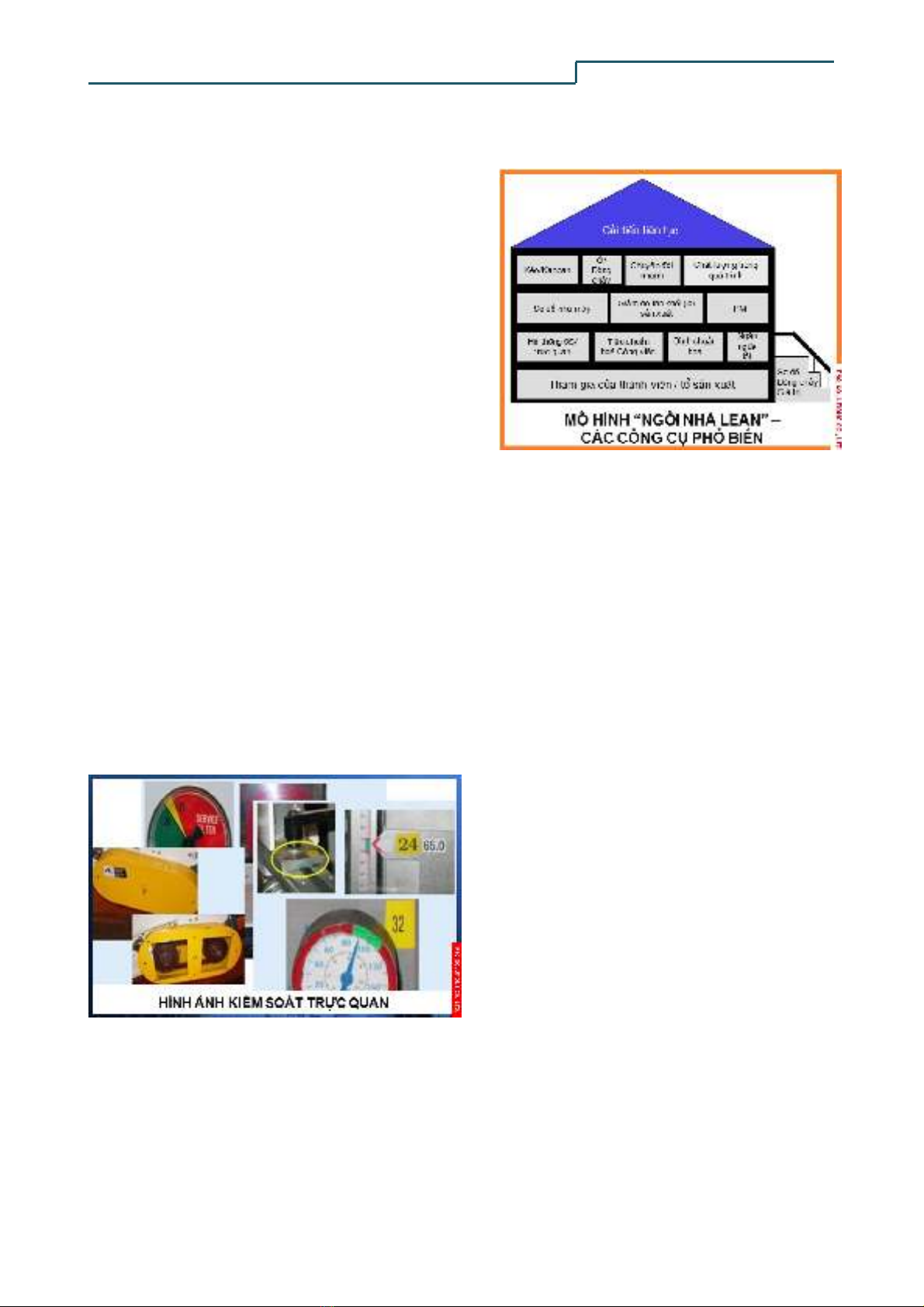
c) Dòng chảy liên tục
Một nguyên lý cơ bản của Lean Manufacturing
là triển khai một dòng chảy liên tục của công
việc, loại bỏ các điểm “thắt cổ chai”, sự gián
đoạn, sự quay lại hoặc chờ đợi xảy ra trong thực
hiện các công đoạn. Điều này đạt được trên cơ sở
kết hợp một cách hài hòa các công đoạn thủ công
và thao tác của thiết bị nhằm đảm bảo, ở điều
kiện lý tưởng, các bán thành phẩm luôn luôn
được thao tác ở hình thức nào đó mà không bị
dừng, chờ. Với điều kiện sản xuất theo dòng
chảy liên tục, về mặt lý thuyết, thời gian gian sản xuất có thể rút ngắn xuống chỉ còn tương đương
10% thời gian sản xuất ban đầu và các lãng phí chờ đợi của người, thiết bị và bán thành phẩm sẽ
được loại bỏ.
d) Cơ chế kéo trong sản xuất
Cơ chế kéo trong sản xuất, còn được gọi với tên khác là Sản xuất kịp thời (JIT), hướng đến mục
đích chỉ sản xuất những sản phẩm được yêu cầu và khi được yêu cầu. Mỗi công đoạn sản xuất đều

P&Q SOLUTIONS CO., LTD.
Giới thiệu Hệ thống sản xuất tinh gọn – Lean Manufacturing
Page 4 of 10
được “kéo” bởi công đoạn sau, và vì vậy chỉ sản xuất khi được yêu cầu bởi công đoạn sau. Cơ chế
kéo trong sản xuất có vai trò quyết định trong việc loại bỏ tồn kho không cần thiết của bán thành
phẩm giữa các công đoạn sản xuất, và nhờ đó giảm một cách đáng kể sai lỗi và lãng phí.
e) Chất lượng trong quá trình
Lean manufacturing theo đuổi nguyên tắc phát hiện và loại bỏ các sai lỗi ngay tại nguồn/điểm phát
sinh và việc kiểm tra chất lượng được thực hiện bởi công nhân thao tác như là một phần của quá
trình sản xuất.
f) Cải tiến liên tục
Nỗ lực cho sự hoàn hảo là một phần trong yêu cầu của Lean manufacturing. Cùng với quá trình
triển khai các công cụ và phương pháp, lãng phí ở các khía cạnh và lớp khác nhau lần lượt được
phát hiện và loại bỏ. Điều này được đảm bảo thông qua một cơ chế cải tiến liên tục/kaizen với sự
tham gia chủ động và đầy đủ của những người trực tiếp thực hiện công việc.
1.4 Lịch sử phát triển và ứng dụng Lean Manufacturing
Từ những năm 1950’s, người sáng lập Toyota –
Kiichiro Toyoda – đã bắt đầu phát triển Hệ thống sản
xuất của Tyota (Toyota Production System – TPS) với
nhiều nguyên lý và phương pháp mà Lean
Manufacturing kế thừa sau này. Cùng với Taiichi
Ohno, TPS đã được triển khai rộng khắp trong toàn hệ
thống của Toyota và mang lại những thành tích kỳ diều
cho hãng xe này về năng suất và chất lượng.
Ở quy mô toàn cầu, khái niệm Lean Manufacturing –
và cùng với nó là hệ thống nguyên lý và phương pháp – thực sự được thừa nhận một cách rộng rãi
khi giáo sự James Wommack viết và cho xuất bản cuốn sách “LEAN – The Machine That Changed
The World” (tạm dịch là “LEAN – Cỗ máy làm thay đổi thế giới”) vào năm 1990. Từ đó đến nay,
Lean Manufacturing đã được ứng dụng rộng rãi, cùng với phương pháp Six Sigma, trên toàn thế
giới như là một chiến lược cơ bản giúp các doanh nghiệp cải thiện năng lực tác nghiệp để hướng
đến mô hình hoàn hảo (Operational Excellence). Các điển hình về theo đuổi Lean Manufacturing
với các thành công và bài học kinh nghiệm đã được ghi nhận có thể kể đến General Electric,
Boeing, Lockheed Martin, Intel, ABB, …
Ở Việt Nam, cùng với quá trình hội nhập sâu vào chuỗi cung ứng toàn cầu, các nguyên lý và
phương pháp của Lean Manufacturing cũng đang được theo đuổi và triển khai tại các doanh nghiệp
như May 10, Toyota Bến Thành, Bệnh Viện Việt Pháp và một số doanh nghiệp tham gia chuỗi cung
ứng lớn trong lĩnh vực ô tô, xe máy, điện – điện tử, và may mặc.
Một cách truyền thống, Lean Manufacturing được ứng dụng chủ yếu ở các doanh nghiệp hoạt động
theo mô hình lắp ráp với đặc điểm nhiều công đoạn và tỷ trọng thao tác thủ công cao như ô tô – xe
máy, điện – điện tử, đồ gỗ, may mặc, …. Tuy nhiên, kinh nghiệm thành công trong các lĩnh vực này
cùng với việc nghiên cứu sâu về các nguyên lý của Lean Manufacturing đã giúp cho việc ứng dụng
Lean Manufacturing dần được mở rộng và phát huy hiệu quả ở nhiều lĩnh vực sản xuất và dịch vụ
khác như khách sạn, y tế, tài chính – ngân hàng.
P&Q SOLUTIONS CO., LTD.
Giới thiệu Hệ thống sản xuất tinh gọn – Lean Manufacturing
Page 5 of 10
2 CÁC CÔNG CỤ VÀ PHƯƠNG PHÁP CƠ BẢN CỦA LEAN MANUFACTURING
2.1 Công việc tiêu chuẩn
Công việc tiêu chuẩn đảm bảo các quá trình và
hướng dẫn được xác định và truyền đạt một cách rất
chi tiết nhằm loại bỏ sự biến động và các giả thiết
không đúng về cách thức mà công việc được thực
hiện. Công cụ này giúp cho công nhân luôn thực
hiện các thao tác chính xác và nhất quá cho từng chu
trình và tất cả các chu trình công việc.
Trong Lean Manufacturing, Công việc tiêu chuẩn
thường có một số thành phần sau:
Trình tự thao tác chuẩn: liệt kê các thao tác và trình
tự mà người thực hiện bắt buộc phải tuân thủ. Trong điều kiện lý tưởng, việc mô tả này cần thể hiện
chi tiết đến từng cử động tay của người thực hiện công việc.
Thời gian thao tác tiêu chuẩn: nhịp thao tác (Takt time) là chu trình thời gian tạo ra một sản phẩm
và được sử dụng để quy định một cách rõ ràng tốc độ mà một quá trình cần vận hành ở những công
đoạn khác nhau của sản xuất. Việc quản lý và theo dõi nhịp thao tác tại mỗi quá trình sản xuất là
điều kiện cơ bản để đảm bảo dòng chảy liên tục.
Lượng tồn kho tiêu chuẩn trong quá trình: là số lượng tồn kho tối thiểu về nguyên liệu/bán thành
phẩm cần thiết để đảm bảo vị trí quá trình được duy trì ở nhịp thao tác chuẩn và tránh thời gian
dừng, chờ không cần thiết. Chỉ số này được sử dụng để tính số lượng và chu kỳ yêu cầu cấp hàng
đối với công đoạn trước – là cơ sở để thực hiện Kanban.
2.2 Quản lý trực quan
Các hình ảnh trực quan với kích thước lớn, biển
hiệu và chỉ dẫn trực quan tại xưởng/nơi làm việc
có hiệu quả trao đổi thông tin cao hơn rất nhiều
so với các báo cáo và quy định bằng chữ. Quản
lý trực quan giúp công nhân được thông báo
một cách hiệu quả về quy trình, tình trạng sản
xuất và các thông tin quan trọng khác cần thiết
để thực hiện thao tác một cách có hiệu lực.
Trong điều kiện quản lý trực quan tốt, các bất
thường dễ dàng được phát hiện một cách kịp
thời để có các đối sách thích hợp. Các nhóm công cụ quản lý trực quan có thể bao gồm:
Trật tự trực quan: trực quan hóa kết quả 5S nhằm đảm bảo hiện trường sản xuất ngăn nắp, sạch sẽ
và dễ dàng phát hiện các bất thường. Các biểu hiện của trật trực quan có thể gồm sơ đồ mặt bằng
nhà xưởng, vị trí của các công cụ/dụng cụ, bảng thông tin sản xuất, …
Kiểm soát trực quan: trực quan hóa các tiêu chuẩn, yêu cầu kiểm soát công việc nhằm đảm bảo
thao tác đúng, hỗ trợ giám sát và phát hiện bất thường. Các biểu hiện của kiểm soát trực quan có thể
bao gồm quy định màu sắc của hệ thống ống nước nóng/lạnh/dầu/hơi/gas, chỉ dẫn trực quan các


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)