Đ I H C BÁCH KHOA HÀ N IẠ Ọ Ộ Đ M B O CH T L NG S N PH MẢ Ả Ấ ƯỢ Ả Ẩ
Gi i Thi u v Lean Manufacturingớ ệ ề
Lean Manufacturing (t m d ch là S n Xu tạ ị ả ấ
Tinh G n) là m t nhóm ph ng pháp, hi nọ ộ ươ ệ
đang đ c áp d ng ngày càng r ng rãi trênượ ụ ộ
kh p th gi i, nh m lo i b lãng phí vàắ ế ớ ằ ạ ỏ
nh ng b t h p lý trong quy trình s n xu t,ữ ấ ợ ả ấ
đ có chi phí th p h n và tính c nh tranhể ấ ơ ạ
cao h n cho nhà s n xu t.ơ ả ấ
PH N I L CH S C A LEAN MANUFACTURINGẦ Ị Ử Ủ
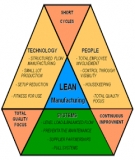
Nhi u khái ni m v Lean Manufacturing b t ngu n t H th ng s n xu t Toyotaề ệ ề ắ ồ ừ ệ ố ả ấ
(TPS) và đã đ c d n tri n khai xuyên su t các ho t đ ng c a Toyota t nh ngượ ầ ể ố ạ ộ ủ ừ ữ
năm 1950. T tr c nh ng năm 1980, Toyota đã ngày càng đ c bi t đ n nhi uừ ướ ữ ượ ế ế ề
h n v tính hi u qu trong vi c tri n khai h th ng s n xu t Just-In-Time (ơ ề ệ ả ệ ể ệ ố ả ấ JIT).
Ngày nay, Toyota th ng đ c xem là m t trong nh ng công ty s n xu t hi uườ ượ ộ ữ ả ấ ệ
qu nh t trên th gi i và là công ty đã đ a ra chu n m c v đi n hình áp d ngả ấ ế ớ ư ẩ ự ề ể ụ
Lean Manufacturing. C m t “Lean Manufacturing” hay “Lean Production” đãụ ừ
xu t hi n l n đ u tiên trong quy n "The Machine that Changed the World" (Cấ ệ ầ ầ ể ỗ
máy làm thay đ i Th gi i - James Womack, Daniel Jones & Daniel Roos) xu tổ ế ớ ấ
Gi i Thi u v Lean Manufacturingớ ệ ề

Đ I H C BÁCH KHOA HÀ N IẠ Ọ Ộ Đ M B O CH T L NG S N PH MẢ Ả Ấ ƯỢ Ả Ẩ
b n năm 1990.ả
Lean Manufacturing đang đ c áp d ng ngày càng r ng rãi t i các công ty s nượ ụ ộ ạ ả
xu t hàng đ u trên toàn th gi i, d n đ u là các nhà s n xu t ôtô l n và các nhàấ ầ ế ớ ẫ ầ ả ấ ớ
cung c p thi t b cho các công ty này. Lean Manufacturing đang tr thành đ tàiấ ế ị ở ề
ngày càng đ c quan tâm t i các công ty s n xu t các n c phát tri n khi cácượ ạ ả ấ ở ướ ể
công ty này đang tìm cách c nh tranh hi u qu h n đ i v i khu v c châu Á.ạ ệ ả ơ ố ớ ự
PH N IIẦ M c Tiêu c a Lean Manufacturingụ ủ
Lean Manufacturing, còn g i là Lean Production, là m t h th ng các công c vàọ ộ ệ ố ụ
ph ng pháp nh m liên t c lo i b t t c nh ng lãng phí trong quá trình s nươ ằ ụ ạ ỏ ấ ả ữ ả
xu t. L i ích chính c a h th ng này là gi m chi phí s n xu t, tăng s n l ng,ấ ợ ủ ệ ố ả ả ấ ả ượ
và rút ng n th i gian s n xu t. C th h n, các m c tiêu bao g m: ắ ờ ả ấ ụ ể ơ ụ ồ
1. Ph ph m và s lãng phíế ẩ ự
Gi m ph ph m và các lãng phí h u hình không c n thi t, bao g m sả ế ẩ ữ ầ ế ồ ử
d ng v t đ nh m c nguyên v t li u đ u vào, ph ph m có th ngăn ng a, chiụ ượ ị ứ ậ ệ ầ ế ẩ ể ừ
phí liên quan đ n tái ch ph ph m, và các tính năng trên s n ph m v n khôngế ế ế ẩ ả ẩ ố
đ c khách hàng yêu c u; ượ ầ
2. Chu kỳ s n xu tả ấ
Gi m th i gian quy trình và chu kỳ s n xu t b ng cách gi m thi u th iả ờ ả ấ ằ ả ể ờ
gian ch đ i gi a các công đo n, cũng nh th i gian chu n b cho quy trình vàờ ợ ữ ạ ư ờ ẩ ị
th i gian chuy n đ i m u mã hay quy cách s n ph m; ờ ể ổ ẫ ả ẩ
3. M c t n khoứ ồ
Gi m thi u m c hàng t n kho t t c công đo n s n xu t, nh t là s nả ể ứ ồ ở ấ ả ạ ả ấ ấ ả
ph m d dang gi a các công đo n. M c t n kho th p h n đ ng nghĩa v i yêuẩ ở ữ ạ ứ ồ ấ ơ ồ ớ
Đ I H C BÁCH KHOA HÀ N IẠ Ọ Ộ Đ M B O CH T L NG S N PH MẢ Ả Ấ ƯỢ Ả Ẩ
c u v n l u đ ng ít h n; ầ ố ư ộ ơ
4. Năng su t lao đ ngấ ộ
C i thi n năng su t lao đ ng, b ng cách v a gi m th i gian nhàn r i c aả ệ ấ ộ ằ ừ ả ờ ỗ ủ
công nhân, đ ng th i ph i đ m b o công nhân đ t năng su t cao nh t trong th iồ ờ ả ả ả ạ ấ ấ ờ
gian làm vi c (không th c hi n nh ng công vi c hay thao tác không c n thi t); ệ ự ệ ữ ệ ầ ế
5. T n d ng thi t b và m t b ngậ ụ ế ị ặ ằ
S d ng thi t b và m t b ng s n xu t hi u qu h n b ng cách lo i bử ụ ế ị ặ ằ ả ấ ệ ả ơ ằ ạ ỏ
các tr ng h p ùn t c và gia tăng t i đa hi u su t s n xu t trên các thi t b hi nườ ợ ắ ố ệ ấ ả ấ ế ị ệ
có, đ ng th i gi m thi u th i gian d ng máy.ồ ờ ả ể ờ ừ
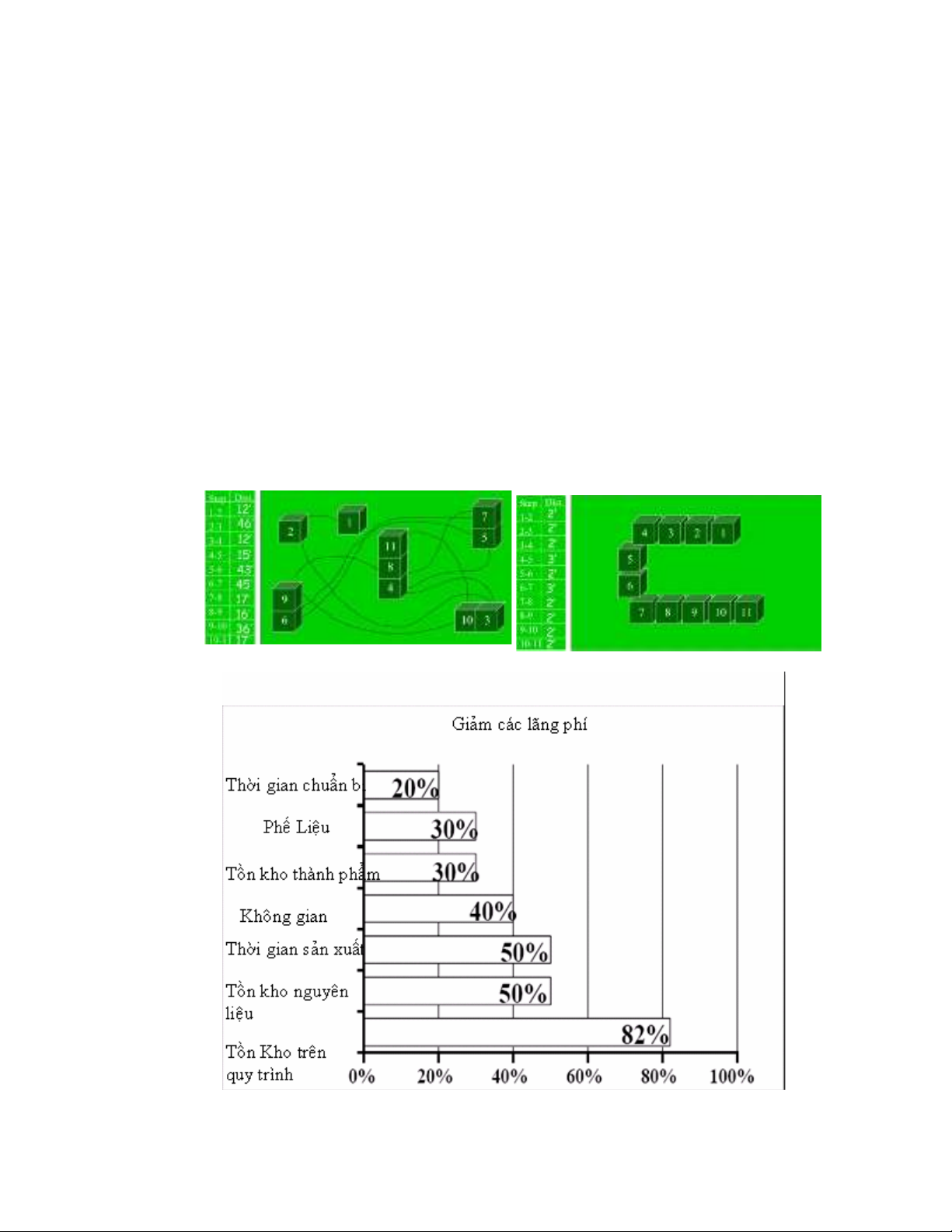
S đ b trí m t b ng tr c vàơ ồ ố ặ ằ ướ
sau S đ b trí m t b ng tr c và sau c i ti nơ ồ ố ặ ằ ướ ả ế
Hi u qu khi áp d ng Leanệ ả ụ

Đ I H C BÁCH KHOA HÀ N IẠ Ọ Ộ Đ M B O CH T L NG S N PH MẢ Ả Ấ ƯỢ Ả Ẩ
6. Tính linh đ ngộ
Có kh năng s n xu t nhi u lo i s n ph m khác nhau m t cách linh đ ngả ả ấ ề ạ ả ẩ ộ ộ
h n v i chi phí và th i gian chuy n đ i th p nh t. ơ ớ ờ ể ổ ấ ấ
7. S n l ngả ượ
N u có th gi m chu kỳ s n xu t, tăng năng su t lao đ ng, gi m thi u ùnế ể ả ả ấ ấ ộ ả ể
t c và th i gian d ng máy, công ty có th gia tăng s n l ng m t cách đáng k tắ ờ ừ ể ả ượ ộ ể ừ
c s v t ch t hi n có. ơ ở ậ ấ ệ
H u h t các l i ích trên đ u d n đ n vi c gi m giá thành s n xu t – ví d nh ,ầ ế ợ ề ẫ ế ệ ả ả ấ ụ ư
vi c s d ng thi t b và m t b ng hi u qu h n d n đ n chi phí kh u hao trênệ ử ụ ế ị ặ ằ ệ ả ơ ẫ ế ấ
đ n v s n ph m s th p h n, s d ng lao đ ng hi u qu h n s d n đ n chiơ ị ả ẩ ẽ ấ ơ ử ụ ộ ệ ả ơ ẽ ẫ ế
phí nhân công cho m i đ n v s n ph m th p h n và m c ph ph m th p h n sỗ ơ ị ả ẩ ấ ơ ứ ế ẩ ấ ơ ẽ
làm gi m giá v n hàng bán. ả ố
Trong m t bài đi u tra c a t p chí Industry Week, các công ty M đang tri n khaiộ ề ủ ạ ỹ ể
lean manufacturing cho bi t trung bình có th gi m 7% giá v n hàng bán nh ápế ể ả ố ờ
d ng ụLean.
M t cách hi u khác v Lean Manufacturing đó là vi c nh m đ n m c tiêu: v iộ ể ề ệ ắ ế ụ ớ
cùng m t m c s n l ng đ u ra nh ng có l ng đ u vào th p h n – ít th i gianộ ứ ả ượ ầ ư ượ ầ ấ ơ ờ
h n, ít m t b ng h n, ít nhân công h n, ít máy móc h n, ít v t li u h n và ít chiơ ặ ằ ơ ơ ơ ậ ệ ơ
phí h n. ơ
Khi công ty Lantech, m t công ty s n xu t thi t b c a M hoàn t t vi c tri nộ ả ấ ế ị ủ ỹ ấ ệ ể
khai Lean năm 1995, công ty cho bi t đã đ t đ c các c i ti n sau so v i hế ạ ượ ả ế ớ ệ
th ng s n xu t theo lô s n ph m trong năm 1991 (theo James Womack, Danielố ả ấ ả ẩ
Jones & Daniel Roos: "The Machine that Changed the World"):
• M t b ng s n xu t trên m i máy gi m 45%;ặ ằ ả ấ ỗ ả
• Ph ph m gi m 90%;ế ẩ ả
• Chu kỳ s n xu t gi m t 16 tu n xu ng còn 5 ngày 14 gi ; và ả ấ ả ừ ầ ố ờ

Đ I H C BÁCH KHOA HÀ N IẠ Ọ Ộ Đ M B O CH T L NG S N PH MẢ Ả Ấ ƯỢ Ả Ẩ
• Th i gian giao hàng gi m t 4-20 tu n xu ng còn 1-4 tu n.ờ ả ừ ầ ố ầ
PH N IIẦ CÁC NGUYÊN T C CHÍNH TRONG LEAN MANUFACTURINGẮ
Các nguyên t c chính trong Lean Manufacturing có th đ c tóm t t nh sau: ắ ể ượ ắ ư
1. Nh n th c v s lãng phíậ ứ ề ự
B c đ u tiên là nh n th c v nh ng gì có và nh ng gì không làm tăngướ ầ ậ ứ ề ữ ữ
thêm giá tr t góc đ khách hàng4. B t kỳ v t li u, quy trình hay tính năng nàoị ừ ộ ấ ậ ệ
không t o thêm giá tr theo quan đi m c a khách hàng đ c xem là th a và nênạ ị ể ủ ượ ừ
lo i b . Ví d nh vi c v n chuy n v t li u gi a các phân x ng là lãng phí vàạ ỏ ụ ư ệ ậ ể ậ ệ ữ ưở
có kh năng đ c lo i b . ả ượ ạ ỏ
2. Chu n hoá quy trìnhẩ
Lean đòi h i vi c tri n khai các h ng d n chi ti t cho s n xu t, g i làỏ ệ ể ướ ẫ ế ả ấ ọ
Quy Trình Chu n, trong đó ghi rõ n i dung, trình t , th i gian và k t qu cho t tẩ ộ ự ờ ế ả ấ
các thao tác do công nhân th c hi n. Đi u này giúp lo i b s khác bi t trongự ệ ề ạ ỏ ự ệ
cách các công nhân th c hi n công vi c. ự ệ ệ
3. Quy trình liên t cụ
Lean th ng nh m t i vi c tri n khai m t quy trình s n xu t liên t c,ườ ắ ớ ệ ể ộ ả ấ ụ
không b ùn t c, gián đo n, đi vòng l i, tr v hay ph i ch đ i. Khi đ c tri nị ắ ạ ạ ả ề ả ờ ợ ượ ể
khai thành công, th i gian chu kỳ s n xu t s đ c gi m đ n 90%. ờ ả ấ ẽ ượ ả ế
4. S n xu t "Pull"ả ấ
Còn đ c g i là Just-in-Time (JIT), s n xu t Pull ch tr ng ch s n xu tượ ọ ả ấ ủ ươ ỉ ả ấ
nh ng gì c n và vào lúc c n đ n. S n xu t đ c di n ra d i tác đ ng c a cácữ ầ ầ ế ả ấ ượ ễ ướ ộ ủ
công đo n sau, nên m i phân x ng ch s n xu t theo yêu c u c a công đo n kạ ỗ ưở ỉ ả ấ ầ ủ ạ ế

























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)