Chuơng 7
CƠ SỞ VẬT LÝ CỦA QUÁ TRÌNH GIA CÔNG BẰNG
LASER
7.1 Các đặc điểm quá trình gia công vật liệu bằng laser.
Các nguồn nhiệt cổ điển: Khí đốt axetilen, hồ quang điện hồ
quang plasma và dòng điện.
Nguồn laser tạo ra trên bề mặt vật liệu gia công một mật độ rất cao
năng lượng ánh sáng với các chế độ liên tục hoặc xung đảm bảo đủ
để đốt nóng, làm chảy và bay hơi vật liệu: đó chính là cơ sở của
công nghệ gia công bằng laser.

Laser dùng trong các nguyên công: cắt, hàn, khoan lỗ, gia công
nhiệt bề mặt …, có nhiều ưu điểm so với các dạng gia công khác.
Ví dụ: khoan lỗ rất nhanh các vật liệu khác nhau.
Hoặc thực hiện một số dạng gia công mà truớc đây không thực hiện
đuợc
Ví dụ: khoan và hàn vật liệu qua thủy tinh ở trong các môi truờng
khí khác nhau hoặc chân không.

Do trong quá trình gia công vật liệu, xảy ra tác dụng tuơng hỗ giữa
bức xạ laser và vật liệu nên rất quan trọng là lựa chọn các thông số
gia công như độ kết hợp không gian, công suất mà còn cả bước
sóng với độ hấp thụ của vật liệu để đạt đuợc hiệu quả cao nhất.
Ngoài ra còn có cả sự ảnh huởng của mod đến vết của tia laser đuợc
tạo bởi hệ quang.

Ví dụ:
Laser rắn Rubi, thuỷ tinh Nd có công suất cao song tần số xung bị
hạn chế, hiệu suất thấp, thoát nhiệt kém
Laser CO2 có hiệu suất cao ở chế độ xung hoặc liên tục song
λ=0,6µbị kim loại phản xạ mạnh
Đối với các laser liên tục hoặc xung có tần số xung cao dùng để cắt
vật liệu
Laser điều biến hệ số phẩm chất buồng cộng hưởng với độ dài xung
5÷300ns có năng luợc vài chục Jun cho phép đạt đuợc mật độ công
suất đến 109w/cm2, khi đó xảy ra bay hơi vật liệu.
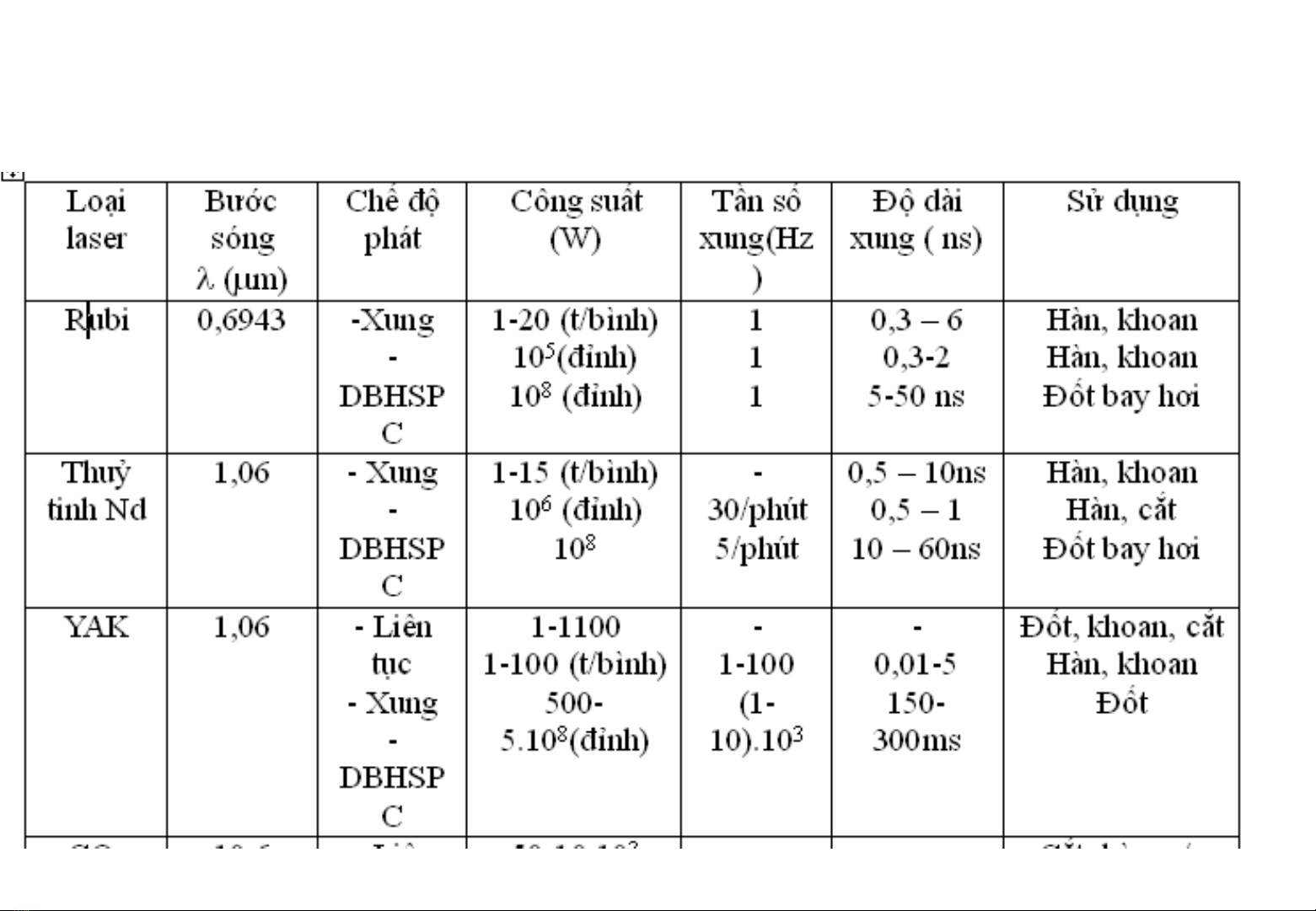
Các dạng và các thông số của laser đối với các nguyên công
công nghệ







![Laser khí: Tổng quan và ứng dụng [năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20121121/ongiabi/135x160/7341353502556.jpg)
![Ứng dụng của Laser bán dẫn: [Thêm thông tin chi tiết/mục đích sử dụng]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120925/hoainiem2102/135x160/2631348547957.jpg)


![Bộ câu hỏi lý thuyết Vật lý đại cương 2 [chuẩn nhất/mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251003/kimphuong1001/135x160/74511759476041.jpg)
![Bài giảng Vật lý đại cương Chương 4 Học viện Kỹ thuật mật mã [Chuẩn SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250925/kimphuong1001/135x160/46461758790667.jpg)