1
BỘ GIÁO DỤC VÀ ĐÀO TẠO
ĐẠI HỌC ĐÀ NẴNG
TRƯƠNG THỊ NGỌC THƯ
NGHIÊN CỨU ẢNH HƯỞNG CỦA CHẾ ĐỘ CẮT ĐẾN
ĐỘ NHÁM BỀ MẶT KHI GIA CÔNG TRÊN MÁY PHAY
CNC
Chuyên ngành : Công nghệ chế tạo máy
Mã ngành : 60.52.04
TÓM TẮT LUẬN VĂN THẠC SĨ KỸ THUẬT
Đà Nẵng - Năm 2011
2
Công trình ñược hoàn thành tại
ĐẠI HỌC ĐÀ NẴNG
Người hướng dẫn khoa học: TS. Đinh Minh Diệm
Phản biện 1: PGS. TS: Nguyễn Văn Yến
Phản biện 2: PGS. TS: Lê Viết Ngưu
Luận văn sẽ ñược bảo vệ trước Hội ñồng chấm Luận
văn tốt nghiệp thạc sĩ Kỹ thuật họp tại Viện Công nghệ Cơ
khí và Tự ñộng hóa, Trường Đại học Bách khoa - Đại học
Đà Nẵng vào ngày 29 tháng 08 năm 2011.
Có thể tìm hiểu luận văn tại:
- Trung tâm Thông tin-Học liệu, Đại học Đà Nẵng
- Thư viện trường Đại học Bách khoa, Đại học Đà Nẵng

3
MỞ ĐẦU
1. TÍNH CẤP THIẾT CỦA ĐỀ TÀI
Một trong những thành tựu quan trọng nhất của tiến bộ khoa học
kỹ thuật là tự ñộng hóa sản xuất. Phương thức cao của tự ñộng hóa
sản xuất là sản xuất linh hoạt. Trong dây chuyền sản xuất linh hoạt
thì máy ñiều khiển số CNC ñóng một vai trò rất quan trọng. Sử dụng
máy công cụ ñiều khiển số CNC cho phép giảm khối lượng gia công
chi tiết, nâng cao ñộ chính xác gia công và hiệu quả kinh tế, ñồng
thời cũng rút ngắn ñược chu kì sản xuất. Chính vì vậy, hiện nay ở
nước ta và nhiều nước trên thế giới ñã và ñang ứng dụng rộng rãi các
máy ñiều khiển số vào lĩnh vực cơ khí chế tạo ñể chế tạo các chi tiết
cơ khí, ñặc biệt là các chi tiết yêu cầu ñộ chính xác cao và ñảm bảo
ñược chất lượng bề mặt.
Thực tế cho thấy chất lượng của bề mặt gia công của chi tiết
không chỉ phụ thuộc vào tính chất cơ lý của vật liệu, mà còn phụ
thuộc vào trạng thái của lớp bề mặt, các chi tiết ñược chế tạo từ một
loại vật liệu như nhau nhưng theo các phương pháp công nghệ và chế
ñộ cắt khác nhau sẽ có tính chất của lớp bề mặt khác nhau. Và ñộ
nhám bề mặt là một trong các chỉ tiêu ñể ñánh giá chất lượng bề mặt
ñặc trưng cho tính chất hình học của bề mặt gia công. Tính ñến nay,
ảnh hưởng của chế ñộ cắt ñến ñộ nhám bề mặt chi tiết gia công trên
các máy vạn năng ñã có nhiều công trình nghiên cứu và ñã ñược ñúc
kết thành sách, giáo trình, các sổ tay tra cứu… Nhưng dưới sự phát
triển không ngừng của khoa học kỹ thuật về tự ñộng hóa trong sản
xuất, ñể giải quyết vấn ñề về công nghệ, khi gia công trên máy CNC,
4
một trong những yêu cầu quan trọng ñược ñặt ra là chế ñộ cắt cần
ñược chú trọng, tính toán và lựa chọn một cách hợp lý khi gia công
ñể ñảm bảo tăng năng suất, nâng cao chất lượng bề mặt, ñộ chính xác
của chi tiết… Vấn ñề này hiện nay vẫn còn ít công trình nghiên cứu
và chưa ñược phổ biến rộng nên việc khảo sát nó là hết sức cần thiết,
giúp cho việc sử dụng máy CNC ñạt hiệu quả hơn.
Xuất phát từ những nhu cầu như vậy, người nghiên cứu chọn ñề
tài: “Nghiên cứu ảnh hưởng của chế ñộ cắt ñến ñộ nhám bề mặt
khi gia công trên máy phay CNC”.
2. MỤC ĐÍCH NGHIÊN CỨU
Nghiên cứu thực nghiệm xác ñịnh quy luật ảnh hưởng của chế ñộ
cắt ñến ñộ nhám bề mặt gia công khi phay tinh trên máy CNC.
3. PHẠM VI VÀ NỘI DUNG NGHIÊN CỨU
+ Phạm vi nghiên cứu: Nghiên cứu ảnh hưởng ñồng thời của 2
yếu tố (S, t) của chế ñộ cắt ñến ñộ nhám bề mặt khi gia công nhôm
6061 trên máy phay CNC MILL 155 tại Viện công nghệ Cơ khí và
Tự ñộng hóa - trường Đại học Bách khoa Đà Nẵng, bằng dao phay
ngón thép gió, trong ñiều kiện không có bôi trơn làm nguội.
+ Nội dung nghiên cứu:
- Tìm hiểu về máy phay CNC MILL 155 tại viện
CNCK&TĐH.
- Nghiên cứu lý thuyết cơ sở cắt gọt kim loại và lý thuyết
nhám bề mặt.
- Nghiên cứu cơ sở công nghệ gia công trên máy CNC.
- Xây dựng phương trình mô tả ảnh hưởng của chế ñộ cắt ñến
ñộ nhám bề mặt khi phay.
5. PHƯƠNG PHÁP NGHIÊN CỨU
5
Đề tài nghiên cứu ñược thực hiện theo phương pháp kết hợp giữa
lý thuyết và thực nghiệm.
- Nghiên cứu lý thuyết cơ sở cắt gọt kim loại, cơ sở kỹ thuật
CNC và lý thuyết nhám bề mặt.
- Nghiên cứu ảnh hưởng của chế ñộ cắt ñến ñộ nhám bề mặt
khi phay bằng dao phay ngón trên máy phay CNC thông qua ño ñạc
và xử lý số liệu thực nghiệm
5. Ý NGHĨA THỰC TIỄN
Ứng dụng công nghệ tự ñộng gia công sản phẩm cơ khí ñạt các
cấp ñộ bóng theo yêu cầu, góp phần nâng cao chất lượng bề mặt sản
phẩm.
6. CẤU TRÚC LUẬN VĂN
- Ngoài phần mở ñầu và kết luận, luận văn bao gồm 3
chương :
- CHƯƠNG 1: CƠ SỞ CẮT GỌT KIM LOẠI VÀ CHẤT
LƯỢNG BỀ MẶT GIA CÔNG
- CHƯƠNG 2: CƠ SỞ CÔNG NGHỆ GIA CÔNG TRÊN
MÁY CNC
- CHƯƠNG 3: NGHIÊN CỨU THỰC NGHIỆM VỀ ẢNH
HƯỞNG CHẾ ĐỘ CẮT ĐẾN ĐỘ NHÁM BỀ MẶT KHI
PHAY.
6
CHƯƠNG 1 - CƠ SỞ CẮT GỌT KIM LOẠI
VÀ CHẤT LƯỢNG BỀ MẶT GIA CÔNG
1.1. CƠ SỞ LÝ THUYẾT CẮT GỌT
1.1.1. Chuyển ñộng cơ bản khi cắt gọt
Những chuyển ñộng tương ñối nhằm hình thành bề mặt gia
công gọi là chuyển ñộng cắt gọt, bao gồm 2 loại:
- Chuyển ñộng chính: n (vg/ph) , v (m/ph)
- Các chuyển ñộng phụ: s (mm/vong hoặc mm/răng), t (mm)
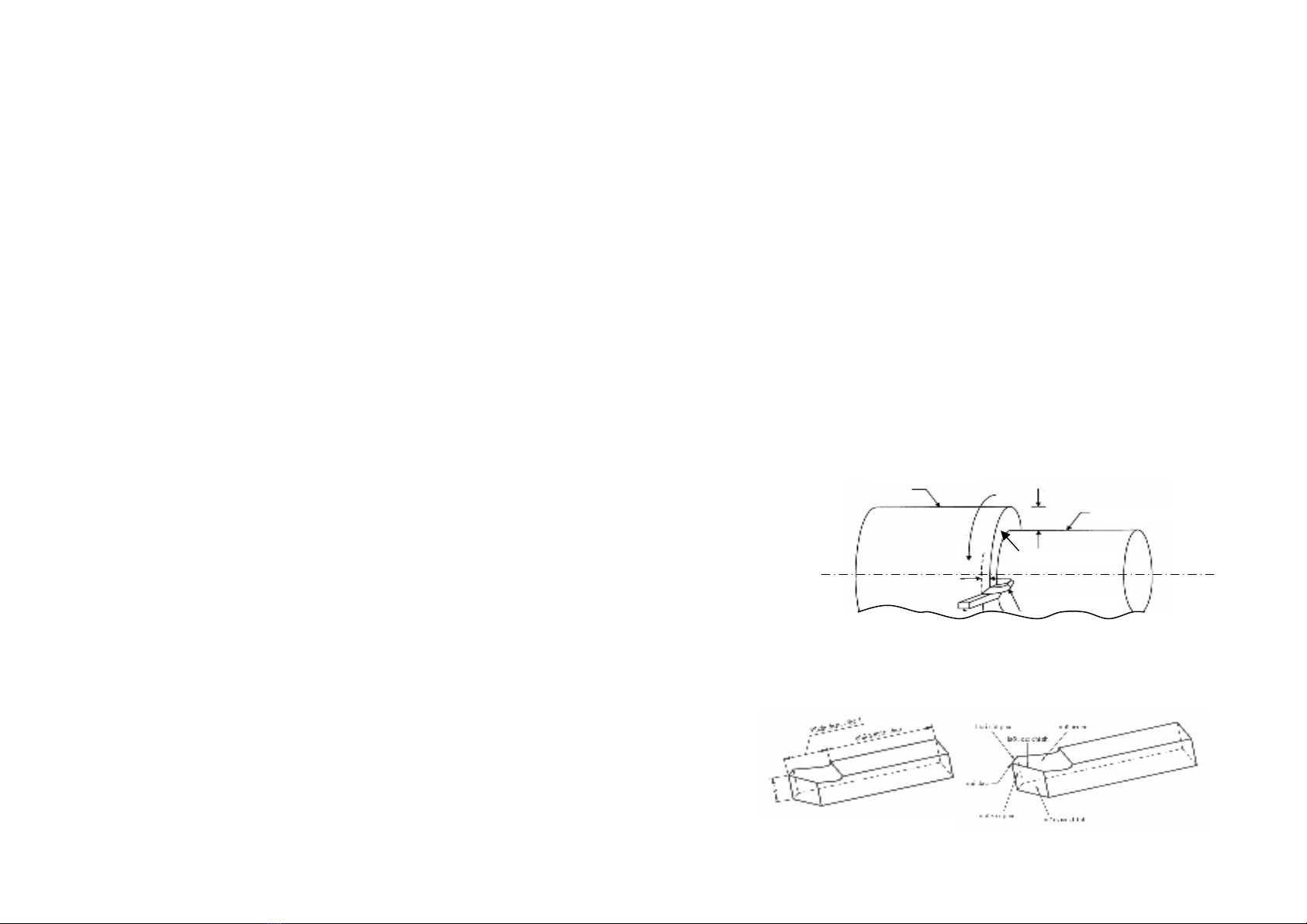
1.1.2. Bề mặt ñược hình thành trên chi tiết trong quá trình
cắt
Bất kỳ phương pháp gia công nào, quá trình hớt bỏ dần lớp
lượng dư gia công cơ (quá trình cắt) ñều hình thành trên chi tiết ba bề
mặt có ñặc ñiểm khác nhau: Mặt sẽ gia công, mặt ñang gia công, mặt
ñã gia công
1.1.3. Dụng cụ cắt gọt
1.1.3.1. Kết cấu của dụng cụ cắt kim loại
M
ặt
ñ
ã gia công
M
ặt sẽ gia công
Mặt ñang gia công
n
s
Phoi
t
Hình 1.1: Bề mặt ñược hình thành trên chi tiết tr
ong
quá trình cắt
Hình 1.2. Kết cấu của dao
a)
b)
7
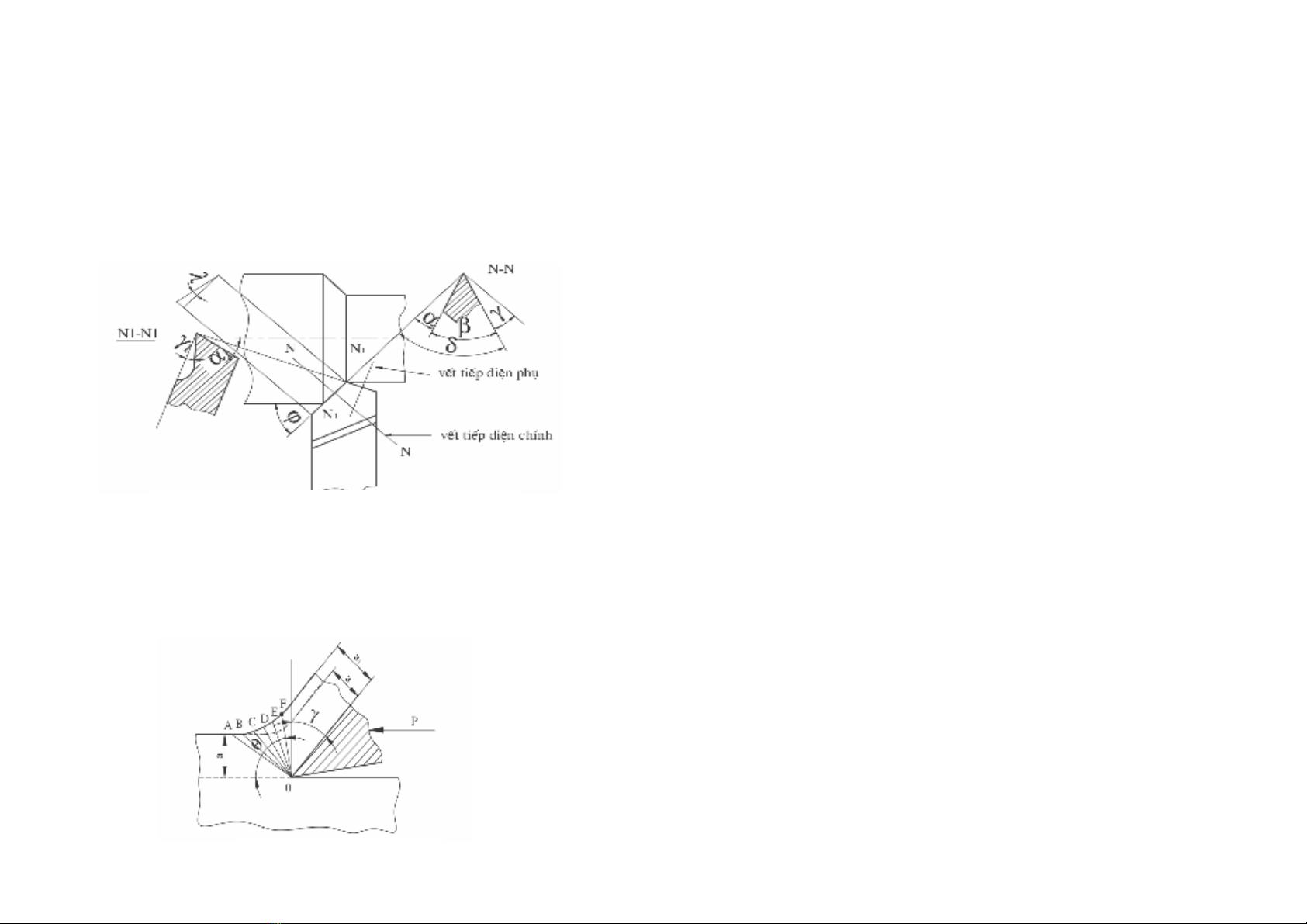
1.1.3.2. Thông số hình học dao khi thiết kế
Để xác ñịnh vị trí các bề mặt và lưỡi cắt của dao, người ta
dùng các thông số hình học: góc trước γ, góc sau α, góc sắc β, góc
cắt δ, góc trước phụ γ
1
, góc sau phụ α
1
, góc nghiêng chính ϕ, góc
nghiêng phụ ϕ
1
và góc nâng λ (xem hình 1.3)
1.1.4. Sự hình thành phoi và các loại phoi
1.1.4.1. Sự hình thành phoi
- Sự tạo thành phoi chỉ phát sinh khi lực P ñủ lớn ñể tạo ra
trong lớp cắt một ứng suất vượt quá giới hạn bền của vật liệu gia
công.
Hình 1.3: Các góc dao bi
ểu diễn trên các mặt tiếp xúc
Hình 1.4: Miền tạo phoi
8
1.1.4.2. Các loại phoi
Tùy theo vật liệu gia công, thông số hình học của dao và thông
số cắt, phoi cắt ra có thể có nhiều dạng khác nhau: Phoi xếp, phoi
dây, phoi vụn
1.1.5. Vật liệu chế tạo dao cắt gọt
1.2. CHẤT LƯỢNG BỀ MẶT GIA CÔNG
1.2.1. Khái niệm về chất lượng bề mặt gia công
Các yếu tố ñặc trưng của chất lượng bề mặt gia công
- Trạng thái của lớp bề mặt:
- Tính chất cơ lý của lớp bề mặt (ñộ cứng, biến cứng, ứng suất
dư, phản ứng hoá học lớp bề mặt…).
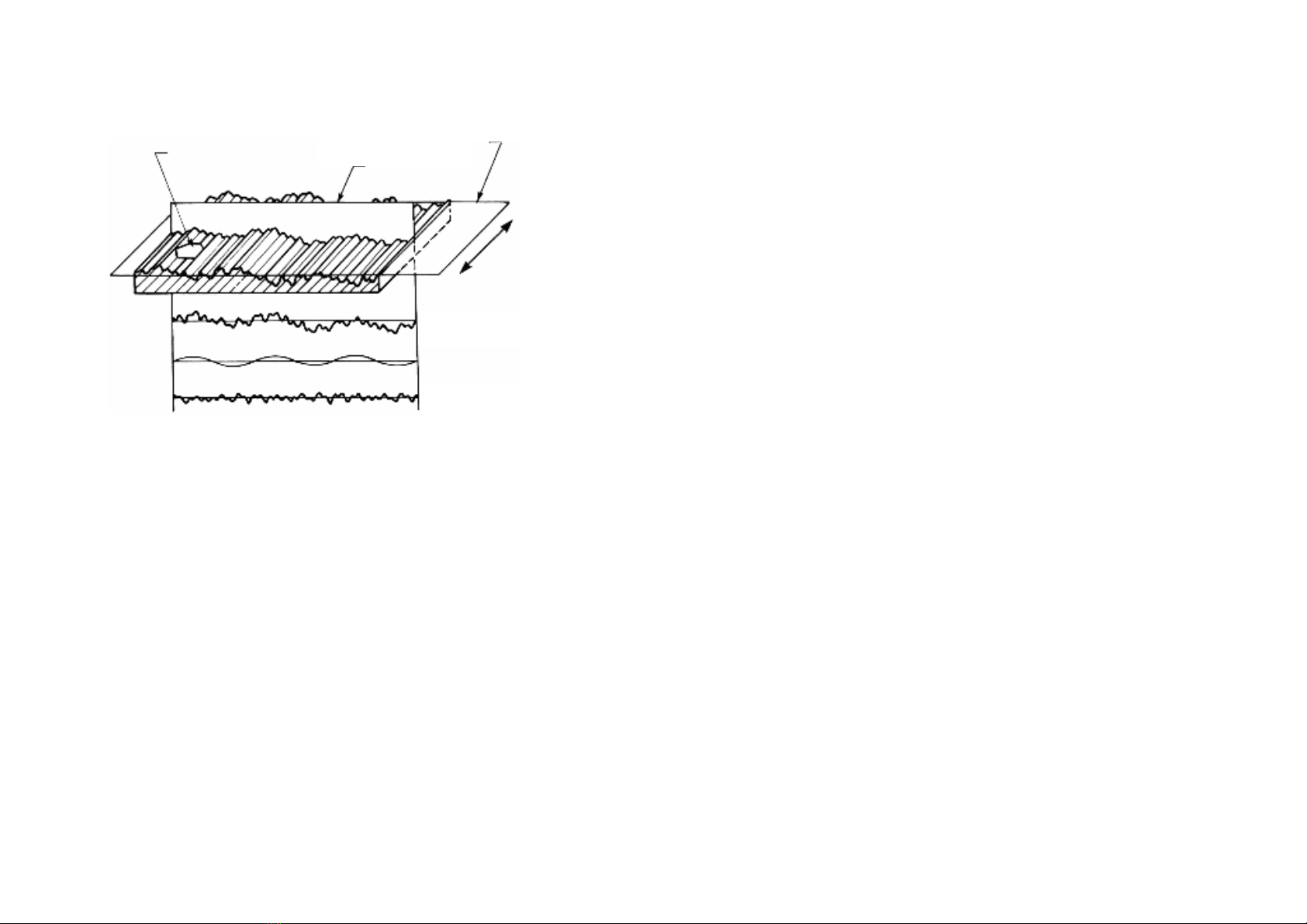
1.2.2. Nhám bề mặt
1.2.2.1. Khái niệm
Như ta ñã biết, bề mặt chi tiết sau khi gia công không bằng
phẳng một cách lí tưởng mà có những nhấp nhô. Tuy vậy, không phải
toàn bộ những nhấp nhô trên bề mặt ñều thuộc nhám bề mặt. Nhám
bề mặt là tập hợp những nhấp nhô có bước tương ñôi nhỏ và ñược xét
trong giới hạn chiều dài chuẩn L (hình 1.5)
1.2.2.2. Chỉ tiêu ñánh giá ñộ nhám bề mặt
Độ nhám bề mặt gia công ñược ño bằng sai lệch profin trung
bình cộng R
a
và chiều cao nhấp nhô R
z
của lớp bề mặt.
Theo tiêu chuẩn nhà nước thì ñộ nhám bề mặt ñược chia làm 14
cấp ứng với các giá trị Ra và Rz. Độ nhám bề mặt thấp nhất (hay ñộ
nhẵn bóng bề mặt cao nhất) ứng với cấp 14.
1.2.2.3. Ảnh hưởng của ñộ nhám ñến khả năng làm việc
của chi tiết
9
Hình 1.
5
:
P
rofin
khu
ếch
ñ
ại của bề m
ặt chi tiết
1) Ảnh hưởng ñến tính chống mài mòn
2) Ảnh hưởng ñến ñộ bền mỏi của chi tiết
3) Ảnh hưởng ñến tính chống ăn mòn hoá học của lớp bề mặt
chi tiết
4) Ảnh hưởng ñến ñộ chính xác mối lắp ghép
1.2.2.4. Các yếu tố ảnh hưởng ñến ñộ bóng bề mặt
1) Các yếu tố ảnh hưởng mang tính chất hình học của chế ñộ
cắt và dao cắt.
2) Các yếu tố ảnh hưởng phụ thuộc vào biến dạng dẻo của kim
loại.
a) Sự ảnh hưởng của tốc ñộ cắt.
Khi cắt thép cacbon ở tốc ñộ cắt thấp ñộ nhám bề mặt thấp. Khi
tăng tốc ñộ cắt lên khoảng 15÷20 m/phút làm tăng ñộ nhám bề mặt
gia công do lẹo dao. Khi tốc ñộ cắt trong khoảng 30÷60 m/phút hoặc
lớn hơn, lẹo dao không hình thành nhám bề mặt gia công giảm
Độ nhấp nhô bề mặt
Đ
ộ sóng bề mặt
Đ
ộ nhám bề mặt
M
ặt phẳng áp
Rỗ vật liệu
M
ặt phẳng cắt
10
b) Ảnh hưởng của lượng chạy dao: Để ñảm bảo ñộ nhẵn bóng
bề mặt và năng suất gia công nên chọn giá trị lượng chạy dao S trong
khoảng từ 0,05÷0,12 mm/vòng ñối với thép cacbon.
c) Ảnh hưởng của chiều sâu cắt: Chiều sâu cắt nhìn chung
không có ảnh hưởng ñáng kể ñến ñộ nhám bề mặt.
d) Ảnh hưởng của vật liệu gia công: Vật liệu dẻo và dai (thép ít
cacbon) dễ biến dạng dẻo sẽ làm cho ñộ nhám bề mặt tăng hơn so với
vật liệu cứng và giòn.
3. Ảnh hưởng của rung ñộng của hệ thống công nghệ.
1.2.2.5. Phương pháp ñạt ñộ bóng bề mặt.
Có thể chọn phương pháp gia công khác nhau với chế ñộ cắt S,
V, t hợp lý ñể tạo ra ñộ bóng bề mặt theo yêu cầu.
1.2.2.6. Phương pháp ñánh giá ñộ nhám bề mặt
1) Phương pháp quang học
2) Phương pháp ño ñộ nhám Ra, Rz, Rmax v.v..bằng máy ño
prôfin.
3) Phương pháp so sánh




















![Văn hoá doanh nghiệp tại Ngân hàng Indovina: Luận văn Thạc sĩ [Tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260324/hoatudang2026/135x160/31081774521739.jpg)




