BỘ CÔNG THƯƠNG
DỰ ÁN NÂNG CAO NĂNG SUẤT VÀ CHẤT LƯỢNG SẢN PHẨM, HÀNG HÓA NGÀNH CÔNG NGHIỆP
SỔ TAY HƯỚNG DẪN VỀ HỆ THỐNG
ISO 14001:2015; LEAN MANUFACTURING
VÀ CÁC HỆ THỐNG,CÔNG CỤ QUẢN LÝ NÂNG CAO
TRONG NGÀNH THUỘC DA VÀ SẢN XUẤT
NGUYÊN PHỤ LIỆU NGÀNH DA GIÀY
MỤC LỤC
DANH MỤC TỪ VIẾT TẮT
1
DANH MỤC BẢNG HÌNH HỘP
2
LỜI NÓI ĐẦU
3
5
CHƯƠNG I. YÊU CẦU VỀ HỆ THỐNG TIÊU CHUẨN, CÔNG CỤ
QUẢN LÝ TRONG LĨNH VỰC CÔNG NGHIỆP HỖ TRỢ NGÀNH DA
GIÀY
11
CHƯƠNG II. CÁC TIÊU CHUẨN, CÔNG CỤ QUẢN LÝ TRONG LĨNH
VỰC CÔNG NGHIỆP HỖ TRỢ NGÀNH DA GIÀY
II.1 Hệ thống quản lý môi trường - ISO 14001
12
II.2 Quản lý sản xuất tinh gọn - Lean Manufacturing
15
II.3 Một số hệ thống tiêu chuẩn khác
17
24
CHƯƠNG III. HƯỚNG DẪN ÁP DỤNG LEAN MANUFACTURING
VÀ ISO 14001:2015 TẠI DOANH NGHIỆP THUỘC DA VÀ SẢN
XUẤT NGUYÊN PHỤ LIỆU NGÀNH DA GIÀY
25
III.1 Tình hình áp dụng ISO 14001:2015 và Lean Manufacturing tại
DN CNHT ngành da giày
III.2 Hướng dẫn áp dụng Lean Manufacturing
30
III.3 Hướng dẫn áp dụng ISO 140001:2015
48
KẾT LUẬN
59
TÀI LIỆU THAM KHẢO
60
DANH MỤC TỪ VIẾT TẮT
Công nghiệp hỗ trợ
CNHT
Doanh nghiệp
DN
Doanh nghiệp nhỏ và vừa
DNNVV
Liên minh Châu Âu
EU
Đầu tư trực tiếp nước ngoài
FDI
Giá trị sản xuất công nghiệp
GTSXCN
Tổ chức tiêu chuẩn hoá quốc tế
ISO
Hệ thống quản lý môi trường
ISO 14001
Hệ thống quản lý năng lượng
ISO 50001
Hệ thống quản lý chất lượng
ISO 9001
Tập đoàn đa quốc gia
MNCs
OHSAS 18001
Hệ thống quản lý an toàn và sức khỏe nghề
nghiệp
Hiệp định đối tác kinh tế toàn diện khu vực
RCEP
Hệ thống quản trị trách nhiệm xã hội
SA 8000
Tốc độ tăng trưởng
TĐTT
Trách nhiệm hữu hạn
TNHH
Hiệp định đối tác xuyên Thái Bình Dương
TPP
Tăng trưởng bình quân
TTBQ
1
DANH MỤC BẢNG HÌNH HỘP
DANH MỤC BẢNG
26
Bảng III.1: Đánh giá về tầm quan trọng của tiêu chuẩn, công cụ
quản lý
26
Bảng III.2: Nhân tố thúc đẩy DN áp dụng tiêu chuẩn, công cụ
quản lý
28
Bảng III.3: Một số vấn đề ảnh hưởng đến khả năng áp dụng
tiêu chuẩn, công cụ quản lý tại DN CNHT ngành da giày
Bảng III.4 Bộ tiêu chuẩn ISO 14001:2015
52
Bảng III.5 Các yêu cầu duy trì, lưu giữ thông tin dạng văn bản
54
DANH MỤC HÌNH
Hình I.1: Yêu cầu về tiêu chuẩn, công cụ quản lý ngành da giày
8
Hình III.1: Hiện trạng áp dụng tiêu chuẩn, công cụ quản lý
25
Hình III.2: Khó khăn khi xây dựng, áp dụng ISO 14001
27
Hình III.3: Khó khăn khi xây dựng, áp dụng ISO 14001
28
DANH MỤC HỘP
Hộp II.1: Điểm đổi mới của ISO 14001:2015 so với các phiên bản trước
14
Hộp III.1: Các lãng phí về nguồn lực trong tổ chức
31
Hộp III.2: Các cải tiến đơn giản có thể áp dụng tại DN
47
Hộp III.3: Cải tiến chất lượng liên tục với PDCA
53
Hộp III.4: Điều kiện áp dụng thành công ISO 14001:2015
58
2
LỜI NÓI ĐẦU
Áp dụng và tuân thủ các tiêu chuẩn, công cụ quản lý theo chuẩn
mực quốc tế giúp doanh nghiệp (DN) giảm lãng phí, ổn định chất
lượng sản phẩm, đảm bảo thời gian giao hàng, thực thi trách nhiệm
xã hội, phát triển bền vững, và qua đó nâng cao năng lực cạnh tranh
của mình. Hiện nay việc áp dụng hệ thống các tiêu chuẩn và công cụ
quản lý chất lượng đã rất phổ biến trên thế giới. Trong thương mại
quốc tế, hợp tác sản xuất toàn cầu, các tiêu chuẩn, công cụ quản lý
chất lượng đã mang tính thông lệ, là tiêu chí cụ thể mà DN cần đáp
ứng khi tham gia vào mạng lưới sản xuất toàn cầu.
3
Trong lĩnh vực da giày, bên cạnh các yêu cầu cụ thể về chất lượng
và an toàn sản phẩm, việc áp dụng các tiêu chuẩn quản lý quốc tế
đã trở thành điều kiện quan trọng để DN có thể tham gia vào các thị
trường lớn như EU, Mỹ, Nhật Bản. Một số tiêu chuẩn cụ thể thường
được yêu cầu là: ISO 9000/9001 (Hệ thống quản lý chất lượng); ISO
14000/14001 (Hệ thống quản lý môi trường); SA 8000 (Hệ thống quản
lý trách nhiệm xã hội); OHSAS 18001 (Hệ thống quản lý an toàn sức
khỏe nghề nghiệp). Nhằm giảm lãng phí, ổn định và nâng cao chất
lượng, việc áp dụng các công cụ quản lý, từ cơ bản như 5S, Kaizen đến
các công cụ tiên tiến như Lean Manufacturing (quản lý sản xuất tinh
gọn), 6 Sigma cũng là yêu cầu cụ thể của khách hàng đối với nhà cung
cấp. Tuy nhiên tại Việt Nam, số lượng DN thuộc da, sản xuất nguyên
phụ liệu ngành da giày đã áp dụng các tiêu chuẩn, công cụ quản lý
nâng cao còn khá ít ỏi, đặc biệt là hệ thống quản lý môi trường ISO
14001, và các công cụ quản lý bậc cao như Lean Manufacturing. Các
chương trình hỗ trợ, thúc đẩy DN xây dựng, áp dụng các tiêu chuẩn,
công cụ quản lý cũng chưa được triển khai thực hiện.
Trong năm 2015, Việt Nam đã kết thúc đàm phán hai hiệp định
quan trọng là Hiệp định Đối tác xuyên Thái Bình Dương (TPP) và Hiệp
định Thương mại tự do Việt Nam – EU (EVFTA). Đây là cơ hội rất lớn
cho ngành da giày, một trong những ngành xuất khẩu chủ lực của
Việt Nam. Tuy nhiên nhằm đảm bảo các yêu cầu về tiêu chuẩn chất
lượng, DN công nghiệp hỗ trợ (CNHT) da giày cần được hỗ trợ mạnh
mẽ nhằm đáp ứng yêu cầu khắt khe của các thị trường này.
Trước tình hình đó, dự án “Tư vấn xây dựng và áp dụng hệ thống
quản lý môi trường (ISO 14001) và áp dụng quy trình sản xuất tinh gọn
(Lean Manufacturing) trong các DN thuộc da và sản xuất nguyên phụ
liệu ngành da giày”, thuộc chương trình “Nâng cao năng suất và chất
lượng sản phẩm, hàng hóa ngành công nghiệp”, đã được lựa chọn để
thực hiện. Dự án gồm các hoạt động nghiên cứu, hỗ trợ DN áp dụng
ISO 14001:2015, Lean Manufacturing và xây dựng “Sổ tay hướng dẫn
về hệ thống ISO 14001:2015; Lean Manufacturing và các hệ thống,
công cụ quản lý nâng cao trong ngành thuộc da và sản xuất nguyên
phụ liệu ngành da giày”. Cuốn sổ tay sẽ phân tích, hướng dẫn áp dụng
các tiêu chuẩn, công cụ quản lý nâng cao tại DN ngành thuộc da và
sản xuất nguyên phụ liệu ngành giày, trong đó tập trung vào việc xây
dựng, áp dụng ISO 14001:2015 và Lean Manufacturing vào thực tế
sản xuất.
4
Chúng tôi hy vọng đây sẽ là nguồn thông tin tham khảo hữu
ích và tin cậy cho DN sản xuất CNHT ngành da giày, cũng như các cơ
quan, tổ chức trong hoạt động hỗ trợ DN. Xây dựng, áp dụng các tiêu
chuẩn, công cụ quản lý nâng cao sẽ là bước chuẩn bị tốt nhất cho việc
tham gia trực tiếp vào mạng lưới sản xuất toàn cầu, hội nhập kinh tế
quốc tế.
CHƯƠNG I. YÊU CẦU VỀ HỆ THỐNG TIÊU CHUẨN,
CÔNG CỤ QUẢN LÝ TRONG LĨNH VỰC
CÔNG NGHIỆP HỖ TRỢ NGÀNH DA GIÀY
5
Trong quản lý sản xuất hiện đại, tính cạnh tranh của sản phẩm
công nghiệp hỗ trợ (CNHT) phụ thuộc vào 3 yếu tố cơ bản là: chất
lượng, giá cả, thời gian giao hàng (Quality, Cost, Delivery – QCD). Đây
là điều kiện tiên quyết mà khách hàng luôn yêu cầu nhà cung cấp
phải đáp ứng. Cụ thể như sau:
- Chất lượng: Chất lượng sản phẩm phải tuân thủ yêu cầu của
khách hàng và các tiêu chuẩn quốc tế. Chất lượng sản phẩm phải ổn
định, tỷ lệ sai hỏng phải luôn được kiểm soát trong mức cho phép,
ngay cả khi sản lượng tăng đột biến. Nhằm đảm bảo các yếu tố về
chất lượng, bên cạnh công nghệ, thiết bị, khách hàng luôn yêu cầu
nhà cung cấp phải áp dụng hệ thống các tiêu chuẩn, công cụ quản lý
chất lượng vào thực tế sản xuất.
- Giá cả: Giá thành của sản phẩm cần cạnh tranh, nhất là với sản
phẩm nhập khẩu. DN cung ứng cần tính toán kỹ lưỡng về các yếu tố
cấu thành giá, đưa ra giá cạnh tranh và có khả năng giảm giá khi khấu
hao giảm. Việc loại bỏ lãng phí, tăng năng suất nhằm giảm giá thành
liên quan mật thiết đến việc áp dụng các tiêu chuẩn, công cụ quản lý
hiện đại.
- Thời gian giao hàng: Hiện nay các nhà sản xuất coi chi phí lưu
kho là dạng chi phí cần cắt giảm nhằm giảm chi phí và tăng hiêu quả
sản xuất, vì vậy sự chính xác của thời gian giao hàng được đặc biệt chú
trọng. Thời gian giao hàng được kiểm tra, đánh giá trên các yếu tố:
Khả năng quản lý chuỗi cung ứng; Bộ phận packing – logistic; Quản lý
kế hoạch sản xuất và giao hàng.
6
Khi xúc tiến xuất khẩu, tham gia vào mạng lưới sản xuất toàn cầu,
các yếu tố QCD còn được yêu cầu ở mức cao hơn. Theo khảo sát của
Trung tâm Phát triển doanh nghiệp công nghiệp hỗ trợ (SIDEC), bên
cạnh QCD, các yếu tố khác về môi trường (E – Environment); tài chính
(F – Finance); công nghệ (T – Technology); trách nhiệm xã hội (R –
Responsibility); luật pháp (L – Laws) cũng được các khách hàng đa
quốc gia kiểm tra và đánh giá nghiêm ngặt. Chỉ khi đáp ứng được các
yêu cầu này nhà cung cấp mới có thể tham gia vào chuỗi cung ứng
của họ. Và ngay cả khi trở thành nhà cung cấp chính thức, khách hàng
cũng liên tục kiểm tra, đánh giá lại nhà cung cấp theo các tiêu chí trên.
Nhằm đáp ứng và đảm bảo các yêu cầu về QCD EF TRL, việc áp dụng
các tiêu chuẩn, công cụ quản lý sản xuất hiện đại là đặc biệt cần thiết
đối với các công ty sản xuất sản phẩm CNHT.
Theo Hiệp hội da – giày – túi xách Việt Nam (Lefaso), Việt Nam là
nước sản xuất giày dép lớn thứ 4 trên thế giới, đứng sau Trung Quốc,
Ấn Độ và Brazil. Việt Nam cũng là quốc gia đứng ở vị trí thứ 3, sau
Trung Quốc và Ý, về giá trị sản xuất. Hiện nay da giày Việt Nam được
xuất khẩu sang 50 thị trường trên toàn thế giới, đứng ở vị trí thứ 2 sau
Trung Quốc. Thị trường xuất khẩu chủ yếu của Việt Nam là các quốc
gia thuộc Liên minh Châu Âu (EU), Bắc Mỹ và các nước, vùng lãnh
thổ Châu Á (tập trung ở Nhật Bản; Hàn Quốc; Đài Loan). 3 thị trường
này chiếm tới 85% kim ngạch xuất khẩu của Việt Nam. Đây là các thị
trường giày dép lớn nhất thế giới, đồng thời cũng là các quốc gia có
yêu cầu rất cao về chất lượng và độ an toàn của sản phẩm. Là thành
phần quan trọng cấu thành nên sản phẩm cuối cùng, da thuộc và
các nguyên phụ liệu da giày cũng phải đáp ứng các tiêu chuẩn khắt
khe này. Ngoài các yêu cầu về kỹ thuật và chất lượng sản phẩm, thị
trường quốc tế đòi hỏi nhà cung cấp phải áp dụng các hệ thống, công
cụ quản lý chất lượng, đảm bảo các yếu tố về an toàn sử dụng, môi
trường, trách nhiệm xã hội và phát triển bền vững. Nhằm đảm bảo
mức độ an toàn cao nhất cho sản phẩm cuối cùng, các yêu cầu đối
với sản phẩm CNHT thậm chí còn cao hơn yêu cầu đối với sản phẩm
cuối cùng.
7
Theo Trung tâm xúc tiến nhập khẩu từ các nước đang phát triển
(CBI), thuộc Bộ ngoại giao Hà Lan, yêu cầu của thị trường và khách
hàng Châu Âu về việc áp dụng các tiêu chuẩn, quản lý chất lượng
trong lĩnh vực da giày được chia thành 03 cấp, bao gồm các yêu cầu
bắt buộc theo quy định pháp lý, các yêu cầu chung và yêu cầu do
khách hàng khuyến khích áp dụng.
Hình I.1: Yêu cầu về tiêu chuẩn, công cụ quản lý ngành da giày
Khuyến khích
thực hiện
Marketing
bền vững
Yêu cầu chung
Phát triển bền
vững
Nhãn CE
CITES
Yêu cầu bắt
buộc
An toàn của sản phẩm
Nhãn hiệu
của giày dép
Hàm lượng
hóa chất
Nguồn: CBI Market Information Database, www.cbi.eu, 2016
Cụ thể là:
(1) Yêu cầu bắt buộc: bao gồm những yêu cầu bắt buộc, mang tính
pháp lý mà nhà cung cấp phải đáp ứng để gia nhập thị trường Châu Âu.
Đây cũng là những yêu cầu cụ thể của khách hàng đối với nhà cung
cấp. Các yêu cầu phổ biến trong lĩnh vực da giày liên quan trực tiếp
đến sự an toàn của sản phẩm như: An toàn sản phẩm; Nhãn CE (CE
Marking); Hàm lượng hóa chất và hạn chế các chất nguy hại (REACH,
RoHS); Nhãn hiệu của giày dép; Các sản phẩm thảo mộc và động vật
hoang dã (CITES).
8
(2) Yêu cầu chung: Liên quan trực tiếp đến việc áp dụng các tiêu
chuẩn, công cụ quản lý. Nhằm phát triển sản xuất, cung ứng bền vững,
đáp ứng yêu cầu trong dài hạn, khách hàng Châu Âu đánh giá cao và
lựa chọn các nhà cung cấp áp dụng các hệ thống quản lý chất lượng
như: ISO 9001 (Hệ thống quản lý chất lượng); ISO14001 (Hệ thống quản
lý môi trường); OHSAS 18001 (Hệ thống quản lý an toàn sức khỏe và sức
khỏe nghề nghiệp); SA 8000 (Hệ thống quản trị trách nhiệm xã hội); ISO
50001 (Hệ thống quản lý năng lượng)…vv Mặt khác để giảm thiểu lãng
phí, ổn định chất lượng, nâng cao năng lực cạnh tranh DN CNHT cũng
cần áp dụng các công cụ quản lý nâng cao như Lean Manufacturing; 6
Sigma, BSC&KPIs…Đây là các bộ tiêu chuẩn, công cụ đã phổ biến, áp
dụng trên toàn thế giới nhiều năm qua. Việc được chứng nhận phù hợp
với các tiêu chuẩn, công cụ này có thể không phải là yêu cầu cụ thể của
người mua, nhưng sẽ mang lại lợi thế cạnh tranh lớn cho DN, và đó là
điều DN cần phải làm để tham gia thị trường;
(3) Khuyến khích thực hiện: những tiêu chuẩn mà khách hàng
Châu Âu khuyến khích nhà cung cấp thực hiện, cũng tập trung vào phát
triển bền vững và đặc biệt là về nhãn sinh thái. Theo Tổ chức thương mại
thế giới (WTO) và Ngân hàng thế giới (WB), “nhãn sinh thái là loại nhãn
được cấp cho những sản phẩm thỏa mãn một số tiêu chí nhất định do
một cơ quan Chính phủ hoặc một tổ chức được Chính phủ ủy nhiệm đề
ra. Các tiêu chí này tương đối toàn diện, nhằm đánh giá tác động đối với
môi trường trong những giai đoạn khác nhau của chu kỳ sản phẩm: từ
giai đoạn sơ chế, chế biến, gia công, đóng gói, phân phối, sử dụng cho
đến khi bị vứt bỏ”. Nhãn sinh thái tập trung vào vật liệu cụ thể của giày
dép như: dệt may, da, cotton. Tuy nhiên hiện nay thị trường EU đối với
các sản phẩm EcoLabel (nhãn hiệu sinh thái của giày dép) còn rất nhỏ.
9
Các yêu cầu về tiêu chuẩn, công cụ quản lý nâng cao đối với sản
phẩm giày dép xuất khẩu sang Mỹ cũng tương tự như các yêu cầu của
thị trường Châu Âu, thậm chí còn khắt khe hơn với yêu cầu cụ thể do
mỗi bang ở Mỹ đặt ra. Đối với thị trường Nhật Bản, khách hàng Nhật
Bản luôn quan tâm tới hệ thống quản lý, công cụ quản lý chất lượng,
và khuyến khích, thậm chí hỗ trợ nhà cung cấp áp dụng các tiêu chuẩn,
công cụ quản lý nhằm ổn định chất lượng sản phẩm, giảm lãng phí,
tăng khả năng cạnh tranh bằng việc cải tiến liên tục. Bên cạnh các tiêu
chuẩn ISO, một số công cụ cơ bản mà khách hàng Nhật Bản luôn yêu
cầu, khuyến khích nhà cung cấp áp dụng là 7 công cụ quản lý chất
lượng; 5S; Keizen; Quản lý trực quan.
10
Như vậy có thể thấy rằng việc áp dụng tiêu chuẩn, công cụ quản
lý nâng cao đã là yêu cầu cụ thể để DN có thể tham gia mạng lưới sản
xuất toàn cầu. Trong giai đoạn hiện nay, hai bộ tiêu chuẩn mà DN CNHT
ngành da giày Việt Nam cần sớm xây dựng, áp dụng là Hệ thống quản
lý môi trường - ISO 14001 và Công cụ quản lý sản xuất tinh gọn - Lean
Manufacturing. Ngoài ra là các bộ tiêu chuẩn quan trọng khác như: ISO
9001; ISO 50001; SA 8000; OHSAS 18001 (hiện bộ tiêu chuẩn Hệ thống
quản lý chất lượng - ISO 9001 đã gần như là yêu cầu bắt buộc đối với
nhà cung ứng và đã được nhiều DN áp dụng).
CHƯƠNG II. CÁC TIÊU CHUẨN, CÔNG CỤ QUẢN
LÝ TRONG LĨNH VỰC CÔNG NGHIỆP HỖ TRỢ
NGÀNH DA GIÀY
11
II.1 Hệ thống quản lý môi trường - ISO 14001
ISO 14000 là bộ tiêu chuẩn về hệ thống quản lý môi trường
do Tổ chức tiêu chuẩn hóa quốc tế (International Organization for
Standardization - ISO)1 ban hành lần đầu vào năm 1996. ISO 14000
giúp các tổ chức, DN giảm thiểu tác động gây tổn hại tới môi trường
và thường xuyên cải tiến hoạt động về môi trường. Tiêu chuẩn ISO
14001, Hệ thống quản lý môi trường – Các yêu cầu và hướng dẫn sử
dụng, là tiêu chuẩn cốt lõi trong bộ ISO 14000. ISO 14001 quy định
các yêu cầu về quản lý các yếu tố ảnh hưởng tới môi trường trong
quá trình hoạt động của tổ chức. Đây cũng là tiêu chuẩn dùng để xây
dựng và chứng nhận hệ thống quản lý môi trường theo ISO 14000.
Tiêu chuẩn ISO 14001 có thể áp dụng cho mọi loại hình tổ chức có
mong muốn thực hiện hoặc cải tiến hệ thống quản lý môi trường của
mình. Đối với các công ty hoạt động trong lĩnh vực CNHT, lĩnh vực trực
tiếp sản xuất, yêu cầu về áp dụng ISO 14001 có thể xuất phát từ phía
thị trường, khách hàng, nhà cung cấp hoặc từ chính nội tại DN. Các lợi
ích chính mà ISO 14001 đem lại cho DN:
- Giảm tiêu dùng tài nguyên
- Giúp DN xác định và quản lý các vấn đề môi trường một cách
toàn diện, liên tục cải tiến kết quả hoạt động môi trường qua đó nâng
cao năng suất, hiệu quả hoạt động của DN. Đảm bảo sự phát triển bền
vững của công ty, hài hòa lợi ích của các bên liên quan trong quá trình
phát triển sản xuất kinh doanh.
1 Tổ chức tiêu chuẩn hoá quốc tế (International Organization for
Standardization - ISO) là cơ quan thiết lập tiêu chuẩn quốc tế bao gồm các
đại diện từ các tổ chức tiêu chuẩn các quốc gia. Được thành lập vào ngày
23/2/1947, ISO có trụ sở tại Geneva, Thụy Sĩ, đến nay đã có 163 quốc gia
thành viên. Tổ chức này đã đưa ra các tiêu chuẩn thương mại và công nghiệp
trên phạm vi toàn thế giới.
12
- Đáp ứng yêu cầu trực tiếp từ phía khách hàng, nhà cung cấp,
đặc biệt là các tập đoàn đa quốc gia, khách hàng nước ngoài và chuẩn
bị trước cho các quan hệ hợp tác kinh doanh sẽ phát sinh trong tương
lai. Nâng cao hình ảnh của DN đối với người tiêu dùng và cộng đồng.
- Đáp ứng và kiểm soát tốt hơn yêu cầu về môi trường từ phía cơ
quan Nhà nước: Thực hiện quản lý và kiểm soát rủi ro môi trường; Xây
dựng hệ thống thu thập, xử lý thông tin, xây dựng báo cáo cung cấp
cho cơ quan chức năng khi kiểm tra;
- Tiết kiệm chi phí liên quan đến môi trường: chi phí rác thải, tái
chế, tiêu thụ, chi phí bảo hiểm. Phòng tránh các rủi ro môi trường có
thể xảy ra. Sử dụng hiệu quả nguồn tài nguyên, tiết kiệm chi phí hạch
toán môi trường. giảm tiêu thụ năng lượng.
Theo kết quả điều tra của ISO2, tính đến hết 2014, toàn thế giới có
324.148 tổ chức, DN đã được cấp chứng chỉ ISO 14001, trong đó Việt
Nam có 830 DN. Tiêu chuẩn này đã được phổ biến, áp dụng thành
công tại nhiều quốc gia với mức phát triển và đặc trưng văn hóa khác
nhau do ISO 14001 quy định yêu cầu đối với hệ thống quản lý các vấn
đề môi trường nhưng cho phép linh hoạt cách thức đáp ứng. Vì vậy
DN với các loại hình khác nhau, từ DN nhỏ đến các tập đoàn đa quốc
gia đều có thể tìm được cách thức riêng nhằm xác định mục tiêu môi
trường và kế hoạch cải tiến nhằm đáp ứng các yêu cầu của ISO 14001.
Bộ tiêu chuẩn ISO 14001 cũng liên tục được cập nhật, cải tiến. Sau
phiên bản năm 1996 và 2004, ngày 15/09/2015, ISO đã chính thức ban
hành tiêu chuẩn ISO 14001:2015. Theo hướng dẫn của Diễn đàn các tổ
chức công nhận quốc tế (International Accreditation Forum - IAF), mọi
giấy chứng nhận ISO 14001:2004 sẽ hết hiệu lực sau ngày 14/9/2018.
Như vậy, tại thời điểm này, DN nên xây dựng, chứng nhận theo ISO
14001:2015. Các DN đã có ISO 14001:2004 cũng cần cập nhật, chuyển
đổi phiên bản trước ngày 14/09/2018. Cụ thể như sau:
- Đối với các tổ chức, DN đã được chứng nhận theo tiêu chuẩn
ISO 14001:2004 trước ngày 15/9/2015 thì: Giấy chứng nhận vẫn
còn hiệu lực cho tới hết thời hạn ghi trên giấy chứng nhận. Trong thời
hạn trên, các DN có thể đăng ký chứng nhận, chuyển đổi sang tiêu
chuẩn ISO 14001:2015 vào bất kỳ thời điểm nào. Các tổ chức, DN có
thể lựa chọn đánh giá chuyển đổi trong lần đánh giá giám sát, đánh
giá chứng nhận lại hoặc thông qua một cuộc đánh giá chuyển đổi
riêng.
ISO Survey 2014, www.iso.org
2
13
- Đối với các tổ chức, DN được chứng nhận trong khoảng thời
gian từ 15/9/2015 đến hết 14/9/2018: Các DN có thể lựa chọn chứng
nhận theo phiên bản ISO 14001:2004 hoặc phiên bản ISO 14001:2015.
Tuy nhiên, nếu lựa chọn phiên bản ISO 14001:2004 thì giấy chứng
nhận cũng chỉ có hiệu lực tối đa đến hết ngày 14/9/2018, và các DN
cần chuyển đổi sang tiêu chuẩn ISO 14001:2015 như hướng dẫn ở
phần trên.
- Đối với các tổ chức được chứng nhận sau ngày 14/9/2018:
Mọi hoạt động đánh giá chứng nhận sau thời điểm này đều phải theo
tiêu chuẩn ISO 14001:2015. Mọi giấy chứng nhận theo phiên bản ISO
14001:2004 đều không có giá trị.
Hộp II.1: Điểm đổi mới của ISO 14001:2015 so với các phiên
bản trước
- Tiếp cận theo tư duy rủi ro
- Hướng tới phát triển bền vững
- Tích hợp tốt hơn với hoạt động kinh doanh
- Gia tăng tiếp cận theo quá trình và vòng tròn PDCA
- Phân tán hệ thống và chia sẻ trách nhiệm quản lý môi trường trong tổ chức
- Sự tham gia nhiều hơn của lãnh đạo cao nhất vào hệ thống quản lý môi trường
- Xem xét vòng đời của sản phẩm dịch vụ trong quá trình đánh giá các yếu tố môi trường
- Nhấn mạnh hơn về giám sát kết quả môi trường
Nhìn chung, để xây dựng và chứng nhận ISO 14001: 2015, DN cần
xây dựng một hệ thống quản lý, đánh giá môi trường đáp ứng được
các yêu cầu: (1) Đo lường, đánh giá và cung cấp được các thông tin về
hiện trạng môi trường của công ty; (2) Xây dựng hệ thống tài liệu lưu
trữ môi trường cập nhật và có thể trích xuất để báo cáo khi cần; (3) Xác
định các rủi ro và xây dựng các biện pháp khắc phục phòng ngừa; (4)
Cung cấp thông tin, đề xuất cải tiến với lãnh đạo.
14
Bên cạnh các cải tiến về công nghệ, sản xuất sạch hơn, áp dụng
ISO 14001 là biện pháp hữu hiệu nhằm quản lý, phòng ngừa các rủi ro
liên quan đến vấn đề môi trường tại DN CNHT ngành da giày.
II.2 Quản lý sản xuất tinh gọn - Lean Manufacturing
Lean Manufacturing (quản lý sản xuất tinh gọn) là phương pháp
cải tiến có hệ thống, liên tục và tập trung vào việc tạo thêm giá trị cho
khách hàng cùng lúc với việc loại bỏ các lãng phí trong quá trình sản
xuất và cung cấp dịch vụ của tổ chức, từ đó giúp cắt giảm chi phí (đồng
nghĩa với việc tăng lợi nhuận), tối ưu hóa việc sử dụng các nguồn lực,
rút ngắn thời gian sản xuất, cung cấp dịch vụ, đồng thời tăng khả
năng đáp ứng một cách linh hoạt các yêu cầu ngày càng khắt khe của
khách hàng. Theo nguyên lý trên, Lean Manufacturing tập trung vào
việc nhận diện và loại bỏ các hoạt động không tạo thêm giá trị cho
khách hàng nhưng lại làm tăng chi phí trong chuỗi các hoạt động sản
xuất, cung cấp dịch vụ của một tổ chức. Áp dụng Lean Manufacturing
là biện pháp hữu hiệu nhằm nâng cao năng lực cạnh tranh của mỗi
DN. Cụ thể hơn, các mục tiêu cơ bản mà Lean Manufacturing – Sản
xuất tinh gọn hướng tới bao gồm:
1. Giảm sai lỗi và lãng phí: Giảm thiểu sai lỗi và các lãng phí
vật chất trong quá trình sản xuất, cung cấp dịch vụ của DN, bao gồm
giảm mức sử dụng nguyên liệu, các sai lỗi có thể phòng ngừa được,
chi phí xử lý sản phẩm lỗi, hình thành các đặc tính của sản phẩm mà
khách hàng không yêu cầu.
2. Rút ngắn thời gian sản xuất: Rút ngắn thời gian chờ đợi từ
khi đặt hàng đến khi giao hàng, thời gian một chu trình sản xuất (từ
nguyên liệu đến thành phẩm). Điều này được thực hiện thông qua rút
ngắn thời gian chờ giữa các công đoạn sản xuất, thời gian chuẩn bị
sản xuất, thời gian chuyển đổi giữa các đơn hàng và sản phẩm.
3. Giảm mức tồn kho: Giảm thiểu mức tồn kho tại mọi công đoạn
sản xuất, đặc biệt là tồn kho bán thành phẩm giữa các công đoạn sản
xuất. Giảm mức tồn kho sẽ có đóng góp đáng kể đến việc giảm nhu
cầu và tăng hiệu quả sử dụng vốn lưu động.
4. Nâng cao năng suất lao động: Nâng cao năng suất lao động
thông qua việc giảm thiểu thời gian chờ đợi, tối ưu hóa thao tác (loại
bỏ các công đoạn thừa và thao tác thừa). Đây là động lực quan trọng
trong nâng cao giá trị sức lao động, vì vậy, khả năng tạo thu nhập của
người lao động.
15
5. Sử dụng hiệu quả cơ sở hạ tầng: Sử dụng hiệu quả hơn nguồn
lực thiết bị và không gian nhà xưởng thông qua việc loại bỏ các điểm
“thắt cổ chai” về năng lực, tối ưu hóa hiệu suất sử dụng của các thiết
bị hiện tại và giảm thời gian dừng máy. Điều này một mặt nâng cao
năng lực sản xuất, mặt khác góp phần giảm chi phí khấu hao thiết bị,
nhà xưởng trên một đơn vị sản phẩm.
6. Tăng cường sự linh hoạt: Nâng cao sự linh hoạt trong điều
chỉnh để sản xuất các sản phẩm khác nhau với chi phí và thời gian
thấp nhất cho chuyển đổi giữa các đơn hàng, sản phẩm. Kết quả này
cho phép DN có khả năng đáp ứng một cách tốt hơn xu hướng đa
dạng chủng loại sản phẩm và quy mô đơn hàng ngày càng nhỏ của
khách hàng.
7. Tăng năng suất chung: Thông qua việc đạt được các mục tiêu
ở trên, DN có thể nâng cao một cách đáng kể năng suất chung trên cơ
sở các nguồn lực hiện có.
Nhằm thực hiện các mục tiêu trên, Lean Manufacturing tập chung thực hiện quản trị sản xuất dựa trên 6 nguyên lý cơ bản:
1. Nhận diện các lãng phí: Bước khởi đầu với Lean Manufactur-
ing là việc nhận biết các công đoạn, thao tác tạo giá trị và không tạo
giá trị dưới góc nhìn của khách hàng (phân biệt các hoạt động tạo
giá trị, hoạt động không tạo giá trị và các hoạt động không tạo giá
trị nhưng cần thiết). Từ đó, tất cả các nguyên liệu, quá trình, đặc tính
không cần thiết cho việc tạo ra giá trị với khách hàng cần được giảm
thiểu và loại bỏ.
2. Các quá trình tiêu chuẩn: Việc triển khai Lean Manufacturing
yêu cầu thiết lập và áp dụng các hướng dẫn sản xuất có độ chi tiết
cao. Các hướng dẫn này, thường được gọi là công việc tiêu chuẩn, có
các nội dung chính bao gồm nội dung, trình tự, thời gian (định mức)
thực hiện công việc và các đầu ra từ hoạt động của nhân viên. Công
việc tiêu chuẩn giúp giảm thiểu sự biến động trong cách thức công
việc được thực hiện, và vì vậy giảm thiểu sự biến động trong kết quả
đạt được.
16
3. Dòng chảy liên tục: Một nguyên lý cơ bản của Lean Manufac-
turing là triển khai một dòng chảy liên tục của công việc, loại bỏ các
điểm “thắt cổ chai”, sự gián đoạn, sự quay lại hoặc chờ đợi xảy ra trong
thực hiện các công đoạn. Điều này đạt được trên cơ sở kết hợp một
cách hài hòa các công đoạn thủ công và thao tác của thiết bị nhằm
đảm bảo, ở điều kiện lý tưởng, các bán thành phẩm luôn luôn được
thao tác ở hình thức nào đó mà không bị dừng, chờ. Với điều kiện sản
xuất theo dòng chảy liên tục, về mặt lý thuyết, thời gian gian sản xuất
có thể rút ngắn xuống chỉ còn tương đương 10% thời gian sản xuất
ban đầu và các lãng phí chờ đợi của người, thiết bị và bán thành phẩm
sẽ được loại bỏ.
4. Cơ chế kéo trong sản xuất: Cơ chế kéo trong sản xuất, còn
được gọi với tên khác là sản xuất kịp thời (JIT), hướng đến mục đích
chỉ sản xuất những sản phẩm được yêu cầu và khi được yêu cầu. Mỗi
công đoạn sản xuất đều được “kéo” bởi công đoạn sau, vì vậy chỉ sản
xuất khi được yêu cầu bởi công đoạn sau. Cơ chế kéo trong sản xuất
có vai trò quyết định trong việc loại bỏ tồn kho không cần thiết của
bán thành phẩm giữa các công đoạn sản xuất, và nhờ đó giảm một
cách đáng kể sai lỗi và lãng phí.
5. Chất lượng trong quá trình: Lean Manufacturing theo đuổi
nguyên tắc phát hiện và loại bỏ các sai lỗi ngay tại nguồn/điểm phát
sinh và việc kiểm tra chất lượng được thực hiện bởi công nhân thao
tác như là một phần của quá trình sản xuất.
6. Cải tiến liên tục: Nỗ lực cho sự hoàn hảo là một phần trong
yêu cầu của Lean Manufacturing. Cùng với quá trình triển khai các
công cụ và phương pháp, lãng phí lần lượt được phát hiện và loại bỏ.
Điều này được đảm bảo thông qua một cơ chế cải tiến liên tục (Kai-
zen) với sự tham gia chủ động và đầy đủ của những người trực tiếp
thực hiện công việc.
Với các công cụ mạnh mẽ, hiện nay Lean Manufacturing là biện
pháp hữu hiệu nhằm nâng cao năng lực cạnh tranh cho DN. Đối với
các DN CNHT ngành da giày, hạn chế về công nghệ và chủ yếu là lao
động phổ thông, áp dụng Lean Manufacturing sẽ mang lại hiệu quả
cao trong việc cắt giảm lãng phí, rút ngắn thời gian sản xuất và nâng
cao năng suất.
II.3 Một số hệ thống tiêu chuẩn khác
II.3.1 Hệ thống quản lý chất lượng ISO 9001
17
ISO 9000 là bộ tiêu chuẩn về hệ thống quản lý chất lượng do ISO
ban hành vào năm 1987. ISO 9000 được xây dựng trên cơ sở các kinh
nghiệm quản lý tốt của DN trên toàn thế giới. ISO 9001, Hệ thống
quản lý chất lượng - các yêu cầu, là tiêu chuẩn phổ biến nhất trong bộ
tiêu chuẩn ISO 9000. ISO 9001 quy định các yêu cầu đối với hệ thống
quản lý chất lượng, và được sử dụng để xây dựng, đánh giá hệ thống
quản lý chất lượng của các tổ chức, DN. ISO 9001 có thể áp dụng đối
với mọi tổ chức, DN, không phân biệt phạm vi, quy mô hay sản phẩm,
dịch vụ cung cấp. Ngày nay, áp dụng ISO 9001 vào hoạt động sản xuất
gần như là yêu cầu bắt buộc của các tập đoàn đa quốc gia đối với nhà
cung ứng.
Về cơ bản, các lợi ích mà ISO 9001 đem lại cho DN là:
- Đối với hoạt động sản xuất của DN: ISO 9001 giúp xây dựng
hệ thống quản lý chất lượng tinh gọn, chặt chẽ, vận hành hiệu quả;
Cắt giảm chi phí và nâng cao hiệu quả công việc trên cơ sở tận dụng
tối đa mọi nguồn lực; Hạn chế sai sót, đưa ra cách xử lý, biện pháp
khắc phục kịp thời; Cải tiến chất lượng công việc thông qua các công
cụ kiểm soát trong hệ thống quản lý chất lượng. Đối với DN chế biến,
chế tạo nói chung, ISO 9001 giúp kiểm soát và ổn định chất lượng sản
phẩm, hạn chế lỗi hỏng và giảm tối đa lãng phí trong sản xuất; tăng
sản lượng từ đó nâng cao năng lực cạnh tranh của DN.
- Đối với hoạt động bán hàng: Chứng nhận ISO 9001 giúp củng
cố lòng tin của khách hàng đối với DN, đáp ứng yêu cầu của thị trường
và khách hàng. Đối với DN CNHT, áp dụng tiêu chuẩn ISO 9001 là yêu
cầu cụ thể của khách hàng và cũng là điều kiện để vượt qua rào cản
kỹ thuật khi tham gia vào mạng lưới cung ứng toàn cầu.
ISO 9001 là cơ sở để tích hợp với các tiêu chuẩn quản lý tiên tiến
khác như ISO 14001; ISO 50001; OHSAS 1800... ISO 9001 là nền tảng
để hình thành các tiêu chuẩn chuyên biệt trong các ngành công ng-
hiệp quan trọng như ISO/TS 16949 (Tiêu chuẩn hệ thống quản lý chất
lượng đối với các cơ sở sản xuất ô tô, xe máy và phụ tùng); ISO 13485
(Tiêu chuẩn hệ thống quản lý chất lượng đối với các cơ sở sản xuất
trang thiết bị y tế). Hiện nay ISO 9001 đã được xem là giải pháp cơ
bản để nâng cao năng lực của bộ máy quản lý DN. Hầu hết các DN
khi muốn cải tổ bộ máy, nâng cao năng lực cạnh tranh đều lựa chọn
áp dụng ISO 9001 cho hoạt động sản xuất kinh doanh của mình. Tính
đến tháng 12 năm 2014, đã có 1.138.155 tổ chức, công ty của 188
quốc gia trên toàn thế giới được chứng nhận phù hợp theo tiêu chuẩn
này, trong đó tập trung chủ yếu ở 2 lục địa là Châu Âu (483.719 chứng
chỉ, chiếm 42,5%) và Châu Á - Thái Bình Dương (476.027 chứng chỉ,
chiếm 41,8%).3
3
ISO Survey 2014, www.iso.org
18
Từ khi ra đời, tiêu chuẩn ISO 9001 liên tục được soát xét và cập
nhật vào các năm 1994, 2000, 2008 và năm 2015. Phiên bản mới nhất,
ISO 9001:2015, được chính thức ban hành vào 15/9/2015. Theo hướng
dẫn của Diễn đàn các tổ chức công nhận quốc tế (International Ac-
creditation Forum - IAF), mọi giấy chứng nhận ISO 9001:2008 sẽ hết
hiệu lực sau ngày 14/09/2015 (3 năm sau khi tiêu chuẩn mới được ban
hành) và các tổ chức phải xây dựng, chứng nhận ISO 9001:2015 kể từ
ngày 15/09/2015.
ISO 9001:2015 được xây dựng dựa trên 7 nguyên tắc quản lý chất lượng (được mô tả trong ISO 9000), bao gồm:
1. Hướng vào khách hàng: hiểu và đáp ứng các nhu cầu hiện tại
của khách hàng, phấn đấu đáp ứng cao hơn sự mong đợi của khách
hàng.
2. Sự lãnh đạo: lãnh đạo cần nhất quán giữa mục đích và đường
lối của DN, tạo điều kiện cho mọi người tham gia vào việc đạt được
các mục tiêu chất lượng của tổ chức.
3. Sự tham gia của mọi người: Mọi người được tham gia và gắn
kết vào việc tạo ra giá trị. Nâng cao năng lực của con người để tạo ra
giá trị thông qua thay đổi nhận thức, đào tạo, thực hành hoặc áp dụng
vào thực tiễn.
4. Tiếp cận quản lý theo quá trình: Kết quả của DN sẽ hiệu quả
hơn khi các nguồn lực và hoạt động được quản lý theo quá trình. Quá
trình cũng cần có các tiêu chí đánh giá, xác định sự tương quan giữa
các quá trình với nhau trong một hệ thống chặt chẽ.
5. Cải tiến: Muốn có được khả năng cạnh tranh và mức độ chất
lượng cao nhất, DN phải liên tục cải tiến. Không có điểm dừng trong
cải tiến
6. Quyết định dựa trên sự kiện: Mọi quyết định và hành động
của hệ thống quản lý muốn có hiệu quả thì phải được xây dựng trên
cơ sở phân tích và đánh giá các dữ liệu, thông tin cụ thể;
7. Quản lý các mối quan hệ: Tạo dựng mối quan hệ hợp tác trong
nội bộ DN và quan hệ với các tổ chức liên quan bên ngoài như khách
hàng, nhà cung cấp, cơ quan quản lý, cộng đồng…
19
Trong tiêu chuẩn ISO 9001:2015, tổ chức phải áp dụng cách tiếp
cận theo quá trình khi tiến hành lập kế hoạch, thực hiện và phát triển
HTQLCL (phiên bản ISO 9001:2008 chỉ khuyến khích, xúc tiến tiếp cận
quá trình). Cách tiếp cận này, kết hợp với tư duy dựa trên rủi ro và sử
dụng chu trình PDCA ở tất cả các cấp cho phép DN kiểm soát hiệu
quả các mối quan hệ tương quan và phụ thuộc lẫn nhau giữa các quá
trình trong hệ thống, tận dụng cơ hội và ngăn ngừa các ảnh hưởng
tiêu cực.
II.3.2 Hệ thống quản lý năng lượng - ISO 50001
ISO 50001:2011, Hệ thống quản lý năng lượng – Các yêu cầu và
hướng dẫn sử dụng được ISO ban hành vào tháng 6/2011. Tiêu chuẩn
này đưa ra mô hình về một hệ thống quản lý năng lượng cùng các
hướng dẫn sử dụng nhằm giúp tổ chức lập kế hoạch và quản lý, sử
dụng năng lượng một cách có hệ thống. ISO 50001:2011 được thiết
kế để tập trung vào việc cải tiến hiệu suất năng lượng, góp phần tăng
cường hiệu quả năng lượng, đồng thời giúp sử dụng năng lượng một
cách khôn ngoan.
ISO 50001 không đưa ra các yêu cầu cụ thể về mức hiệu suất năng
lượng cần đạt được. Vì vậy, nó có thể áp dụng cho bất kỳ tổ chức nào,
không phân biệt quy mô tổ chức, loại hình sản xuất, cũng như các
điều kiện về địa lý, văn hóa hay xã hội. Một tổ chức có thể sử dụng tiêu
chuẩn này để tự công bố sự phù hợp hoặc được chứng nhận bởi một
tổ chức chứng nhận độc lập.
Việc áp dụng tiêu chuẩn ISO 50001 giúp DN đạt được các lợi ích sau đây:
- Hỗ trợ DN nâng cao hiệu quả sử dụng các thiết bị tiêu thụ năng
lượng. Tiết kiệm được chi phí năng lượng qua đó giảm chi phí sản
xuất, tăng tính cạnh tranh DN.
- Chủ động kiểm soát chi phí năng lượng, giảm tác động khi giá năng lượng tăng.
- Tạo hình ảnh doanh nghiệp sản xuất xanh và sạch đối với công chúng, các đối tác kinh doanh, khách hàng và các nhà nhập khẩu.
20
- ISO 50001 được xây dựng dựa trên các yếu tố nền móng chung
trong tất cả các tiêu chuẩn hệ thống quản lý của ISO, đảm bảo tính
phù hợp cao với ISO 9001; ISO 14001. Vì vậy ISO 50001 có thể được áp
dụng độc lập hoặc tích hợp với các hệ thống quản lý khác một cách
thuận lợi, góp phần giúp DN phát triển bền vững.
II.3.3 Hệ thống quản trị trách nhiệm xã hội - SA 8000
SA 8000 (Social Accountability 8000) được Hội đồng công nhận
quyền ưu tiên kinh tế thuộc Hội đồng Ưu tiên kinh tế CEPAA (Council
on Economic Priorities Accreditation Agency), nay được gọi là SAI (So-
cial Accountability International)4 xây dựng và ban hành năm 1997.
SA 8000 đưa ra các yêu cầu về quản trị trách nhiệm xã hội nhằm cải
thiện điều kiện làm việc trên toàn cầu. SA 8000 được xây dựng dựa
trên 12 Công ước của Tổ chức lao động quốc tế ILO (International
Labor Organization), Công ước của Liên Hiệp Quốc về Quyền trẻ em
và Tuyên bố toàn cầu về nhân quyền. SA 8000 tạo ra một bộ quy tắc
toàn cầu đối với điều kiện làm việc trong các ngành sản xuất, giúp cho
người tiêu dùng ở các nước phát triển tin tưởng rằng hàng hóa mà họ
mua và sử dụng, đặc biệt là quần áo, đồ chơi, mỹ phẩm, và đồ điện tử
đã được sản xuất phù hợp với tiêu chuẩn.
Theo thống kê của SAI, tính đến tháng 9/2009 toàn thế giới có
khoảng hơn 2.000 DN với xấp xỉ 1,1 triệu công nhân ở 64 quốc gia
thuộc 66 lĩnh vực công nghiệp khác nhau đã được cấp chứng chỉ SA
8000. 5 nước có số lượng chứng chỉ SA 8000 nhiều nhất là Italy, Ấn Độ,
Trung Quốc, Brazil và Pakistan. SA 8000 là tiêu chuẩn được chấp nhận
toàn cầu, có thể áp dụng cho mọi loại hình DN.
SA 8000 đưa ra những quy định cụ thể, rõ ràng về quyền lao động
chủ yếu dựa vào các công ước quốc tế. Hiện nay SA 8000 đang thu hút
được sự chú ý của ngành công nghiệp nhẹ yêu cầu nhiều lao động,
như là ngành dệt may, da giày. Việc quản lý theo tiêu chuẩn SA 8000
mang lại lợi ích cho người lao động, khách hàng, DN và cả các bên liên
quan. Đứng trên quan điểm của chính DN, áp dụng SA 8000 mang lại
các lợi ích như:
- Tăng lòng trung thành và cam kết của người lao động đối với
DN. Tỷ lệ sử dụng lao động cao hơn nhờ giảm thiểu các vụ tai nạn lao
động và bệnh nghề nghiệp.
4 SAI là tổ chức phi chính phủ chuyên hoạt động về các lĩnh vực hợp tác trách
nhiệm xã hội, được thành lập năm 1969, trụ sở tại New York.
21
- Có vị thế tốt hơn trong thị trường lao động và thể hiện cam kết
rõ ràng về các chuẩn mực đạo đức và xã hội giúp cho DN thu hút được
các nhân viên giỏi, có kỹ năng.
- Nâng cao hình ảnh và uy tín của DN, tạo niềm tin cho các bên về mặt trách nhiệm xã hội.
- Thu hút nhiều khách hàng hơn, đặc biệt là từ các tập đoàn lớn,
các thị trường có yêu cầu cao về trách nhiệm xã hội đối với nhà cung
cấp.
II.3.4 Hệ thống quản lý an toàn và sức khỏe nghề nghiệp - OHSAS
18001
OHSAS 18000 là bộ tiêu chuẩn quốc tế về hệ thống quản lý an
toàn và sức khỏe nghề nghiệp (Occupational Health and Safety As-
sessment Series), do Viện tiêu chuẩn Anh (gọi tắt là BSI) ban hành;
gồm OHSAS 18001 và OHSAS 18002. Trong đó OHSAS 18001 đưa
ra các yêu cầu về an toàn và sức khỏe nghề nghiệp, OHSAS 18002
hướng dẫn triển khai OHSAS 18001. Phiên bản mới nhất là OHSAS
18001:2007. OHSAS đưa ra 4 cam kết cơ bản nhằm đáp ứng yêu cầu về
chính sách an toàn và sức khỏe nghề nghiệp, bao gồm: (1) giảm thiểu
và ngăn ngừa các rủi ro về an toàn và sức khỏe nghề nghiệp (OH&S);
(2) phù hợp với pháp luật có liên quan đến các mối nguy OH&S; (3)
truyền đạt cho tất cả người lao động nhận thức được các nghĩa vụ của
cá nhân họ về OH&S; và (4) cải tiến liên tục hệ thống OH&S. OHSAS
18001 có thể áp dụng cho tất cả các tổ chức với quy mô, loại hình, sản
phẩm, dịch vụ khác nhau. OHSAS 18001 cũng tương thích với tiêu
chuẩn ISO 9001, ISO 14001, nhằm xây dựng một hệ thống tích hợp với
mục đích chất lượng cho sản phẩm – an toàn cho con người – an toàn
cho môi trường – tiết kiệm chi phí.
Lợi ích cơ bản khi áp dụng OHSAS 18001 bao gồm:
- Nâng cao năng lực cạnh tranh nhờ nâng cao hiệu quả kinh tế
trong hoạt động an toàn và sức khỏe nghề nghiệp: các chi phí vận
hành được cắt giảm thông qua giảm bớt sự cố mất an toàn của thiết
bị, cơ sở hạ tầng.
22
- Nâng cao uy tín và hình ảnh của DN với khách hàng thông qua
việc đáp ứng các yêu cầu của khách hàng bằng cách bảo vệ tài sản
và sức khỏe của họ. Đặc biệt trong CNHT, khách hàng của DN không
phải là người tiêu dùng cuối cùng mà là các DN sản xuất, DN sẽ có lợi
thế khi tạo được mối quan hệ lâu dài và tin tưởng đối với khách hàng.
- Cải thiện cơ hội xuất khẩu và thâm nhập thị trường quốc tế, nhất
là các thị trường – lĩnh vực sản phẩm yêu cầu áp dụng OHSAS. Đối với
đa số các sản phẩm CNHT, các thị trường xuất khẩu khó tính như EU,
Mỹ không bắt buộc phải có chứng nhận OHSAS 18001, tuy nhiên DN
áp dụng sẽ tạo lợi thế cạnh trạnh lớn hơn so với đối thủ.
23
- Phát triển bền vững thông qua việc thỏa mãn được lực lượng lao
động, qua đó gắn kết, thu hút được nguồn lao động có chất lượng.
Đặc biệt trong lĩnh vực chế tạo, môi trường có nhiều rủi ro về sức khỏe
và nghề nghiệp. Người lao động sẽ yên tâm với môi trường làm việc,
sức khỏe của họ sẽ được đảm bảo. Điều này sẽ tạo động lực, khuyến
khích người lao động trong công việc và sáng tạo.
CHƯƠNG III. HƯỚNG DẪN ÁP DỤNG LEAN
MANUFACTURING VÀ ISO 14001:2015
24
III.1 Tình hình áp dụng ISO 14001:2015 và Lean Manufacturing tại
DN CNHT ngành da giày
Nhằm đánh giá thực trạng áp dụng tiêu chuẩn, công cụ quản
lý và nhận thức của DN CNHT ngành da giày, nhóm nghiên cứu tiến
hành điều tra, khảo sát bằng phiếu hỏi và phỏng vấn sâu một số DN
thuộc da và sản xuất nguyên phụ liệu ngành da giày. Phạm vi điều tra
trên toàn quốc. Từ tháng 1/2016 đến 4/2016, nhóm nghiên cứu đã
khảo sát trực tiếp 20 DN CNHT ngành da giày, gửi 200 phiếu khảo sát
đến DN sản xuất nguyên phụ liệu ngành da giày. Nội dung phiếu hỏi:
https://goo.gl/forms/KO4M04PUPKiYYr3v2
Tính đến hết tháng 4/2016, đã có 62/200 DN (chiếm 31%) đã có phiếu phản hồi.
Về thực trạng áp dụng các tiêu chuẩn và công cụ quản lý chất
lượng tại các DN CNHT ngành da giày, kết quả khảo sát cho thấy DN
chủ yếu mới xây dựng và áp dụng hệ thống quản lý chất lượng ISO
9001. Trong khi hệ thống quản lý môi trường ISO 14001 ít được DN
xây dựng, áp dụng (chỉ có 17,7% các DN có chứng nhận ISO 14001
cũng chủ yếu là DN FDI). Các công cụ quản lý cơ bản như 5S, Keizen, 7
công cụ quản lý chất lượng đã được DN quan tâm áp dụng. Tuy nhiên
các công cụ quản lý ở trình độ cao hơn như Lean Manufacturing, 6
Sigma lại ít được sử dụng.
Hình III.1: Hiện trạng áp dụng tiêu chuẩn, công cụ quản lý
25
Nguồn: Khảo sát của nhóm nghiên cứu, 2016
Đánh giá về tầm quan trọng của các tiêu chuẩn, công cụ quản lý,
DN CNHT ngành da giày đánh giá cao tầm quan trọng của ISO 9001,
ISO 14001 và các công cụ quản lý chất lượng. Mức độ quan tâm tới
các tiêu chuẩn bậc cao về trách nhiệm xã hội (SA 8000), an toàn nghề
nghiệp (OHSAS 18001) ở mức thấp hơn.
Quản lý chất lượng (ISO 9001)
4,18
Quản lý môi trường (ISO 14001)
3,74
Quản lý năng lượng (ISO 50001)
3,52
Trách nhiệm xã hội (SA 8000)
3,10
An toàn nghề nghiệp (OHSAS 18001)
3,19
Công cụ quản lý cơ bản (5S; Keizen; 7 công cụ quản lý chất
lượng...)
3,94
Công cụ quản lý nâng cao (Lean Manufacturing; 6 Sigma...)
3,94
Bảng III.1: Đánh giá về tầm quan trọng của tiêu chuẩn, công cụ quản
lý
Từ 1,00 đến 1,80: Không quan trọng; Từ 1,81 đến 2,60: Ít quan trọng; Từ
2,61 đến 3,40: Bình thường; Từ 3,41 đến 4,20: Quan trọng; Từ 4,21 đến
5,00: Rất quan trọng
Nguồn: Khảo sát của nhóm nghiên cứu, 2016
Yếu tố mạnh mẽ thúc đẩy DN xây dựng, áp dụng các tiêu chuẩn,
công cụ quản lý chính là yêu cầu từ phía khách hàng, sau đó là từ
nhận thức của chính ban lãnh đạo DN. Yếu tố thúc đẩy, khuyến khích
từ phía cơ quan quản lý nhà nước không được đánh giá cao.
Yêu cầu từ phía cơ quan quản lý nhà nước
3,28
Yêu cầu từ thị trường
4,15
Yêu cầu từ khách hàng
4,54
Cơ quan nhà nước khuyến khích thực hiện
2,98
Khách hàng khuyến khích thực hiện
4,21
Lãnh đạo công ty tự giác thực hiện
4,23
Bảng III.2: Nhân tố thúc đẩy DN áp dụng tiêu chuẩn, công cụ quản lý
Từ 1,00 đến 1,80: Hoàn toàn không đồng ý; Từ 1,81 đến 2,60: Không đồng
ý; Từ 2,61 đến 3,40: Bình thường; Từ 3,41 đến 4,20: Đồng ý; Từ 4,21 đến
5,00: Hoàn toàn đồng ý
26
Nguồn: Khảo sát của nhóm nghiên cứu, 2016
Kết quả khảo sát cũng cho thấy các khó khăn cụ thể khi DN muốn
xây dựng, áp dụng hệ thống ISO 14001 và Lean Manufacturing của
DN CNHT da giày:
ISO 14001. Khó khăn lớn nhất khi DN xây dựng hệ thống quản lý
môi trường ISO 14001 là vấn đề công nghệ, máy móc thiết bị và kinh
phí đầu tư cho hoạt động xử lý chất thải, đặc biệt là trong lĩnh vực
thuộc da. Thực tế hoạt động sản xuất của một số DN CNHT ngành da
giày có ảnh hưởng xấu đến môi trường, tuy nhiên để thay đổi thì cần
đầu tư, thay đổi về máy móc, công nghệ sản xuất. Các khó khăn khác
là hạn chế về trình độ và nhận thức của người lao động, quy trình
kiểm soát, quản lý các yếu tố ảnh hưởng đến môi trường hiện tại còn
yếu kém.
Hình III.2: Khó khăn khi xây dựng, áp dụng ISO 14001
Nguồn: Khảo sát của nhóm nghiên cứu, 2016
27
Lean Manufacturing. Khó khăn lớn nhất khi áp dụng công
cụ Lean Manufacturing vào sản xuất là trình độ, ý thức của người lao
động. Đây là vấn đề chung trong ngành da giày, với lực lượng lao
động phổ thông chỉ được đào tạo giản đơn, ý thức lao động công
nghiệp thấp. Để thay đổi được điều này, DN cần có quyết tâm, với
chiến lược phát triển dài hạn và sự hỗ trợ, đào tạo của các tổ chức hỗ
trợ DN. Các khó khăn khác là việc tiêu chuẩn hóa các quy trình sản
xuất, thay đổi công nghệ, quy trình sản xuất cho phù hợp với công cụ
Lean Manufacturing.
Hình III.3: Khó khăn khi xây dựng, áp dụng ISO 14001
Nguồn: Khảo sát của nhóm nghiên cứu, 2016
Khảo sát trực tiếp thực trạng áp dụng tiêu chuẩn, công cụ quản
lý tại các doanh nghiệp CNHT ngành da giày cũng cho thấy một số
vấn đề còn tồn tại, ảnh hưởng trực tiếp đến khả năng xây dựng và áp
dụng các tiêu chuẩn, công cụ quản lý nâng cao:
Bảng III.3: Một số vấn đề ảnh hưởng đến khả năng áp dụng tiêu
chuẩn, công cụ quản lý tại DN CNHT ngành da giày
Công
nghệ
Còn lạc hậu, mức độ tự động hóa còn thấp, thiếu các dụng cụ
hỗ trợ sản xuất
Hệ thống
quản lý
Chưa xây dựng đầy đủ các tiêu chuẩn thành phẩn của hệ
thống quản lý (quá trình; quy trình; quy định; quy chế…). Việc
thực hiện còn mang tính hình thức.
Chưa hoạch định và triển khai đầy đủ bộ chỉ số KPIs cho các
khía cạnh: tài chính, khách hàng, hiệu suất hoạt dộng, phát
triển con người, môi trường và cộng đồng.
Chưa có chiến lược phát triển năng lực nhân sự cốt lỗi.
Chưa có hoạt động quản trị rủi ro trong toàn hệ thống
28
Lãnh đạo Chưa đủ quyết tâm và cam kết cụ thể, lâu dài để xây dựng, áp
dụng tiêu chuẩn, công cụ quản lý
Chưa xác định đầy đủ chiến lược dài hạn, trung hạn, ngắn
hạn, chưa có chiến lược cấp chức năng
Công tác kiểm soát nội bộ chưa hiệu quả, chủ yếu tập trung
vào một vài nhân sự chuyên biệt mà chưa đưa thành các chức
năng của các cấp quản lý.
Quản lý
cấp trung
Chủ yếu trưởng thành từ kinh nghiệm kỹ thuật nên năng
lực quản lý còn hạn chế. Chưa được đào tạo bài bản, đầy đủ
về: chức năng, nhiệm vụ, kỹ năng, công cụ hỗ trợ, chỉ số đo
lường…
Chưa biết cách xây dựng, triển khai dự án năng suất chất
lượng, hay duy trì 5S, triển khải Kaizen
Chưa có cơ sở dữ liệu quản trị hiệu suất, khả năng áp dụng
công nghệ thông tin, tin học còn hạn chế.
Chưa được đào tạo bài bản, ý thức công nghiệp kém
Năng suất lao động thấp. Chưa có ý thức về cải tiến.
Nhân
viên,
công
nhân
Nguồn: Khảo sát của nhóm nghiên cứu, 2016
Nhu cầu hỗ trợ của DN nhằm xây dựng, áp dụng ISO 14001 và công cụ Lean Manufacturing tập trung vào các điểm sau:
ISO 14001:2015
- Hỗ trợ về vốn vay ưu đãi (hoặc tài chính) để đầu tư thay đổi công
nghệ, đặc biệt là công nghệ xử lý chất thải. Hỗ trợ về nguồn công
nghệ, chuyển giao công nghệ, xây dựng các quy trình công nghệ phù
hợp.
- Hỗ trợ đào tạo cho lực lượng quản lý cấp trung và công nhân.
- Hỗ trợ chuyên gia tư vấn trực tiếp tại DN, hỗ trợ DN xây dựng hệ thống các văn bản, quy trình cần thiết.
- Hỗ trợ về chi phí tư vấn, cấp chứng chỉ.
Lean Manufacturing
29
- Hỗ trợ về nguồn nhân lực đã qua đào tạo, có chất lượng cao trong các lĩnh vực sản xuất chế tạo.
- Hỗ trợ các khóa đào tạo về quản lý sản xuất, quản lý chất lượng,
về Lean Manufacturing cho lực lượng quản lý cấp trung và công nhân.
- Hỗ trợ chuyên gia về Lean Manufacturing tư vấn trực tiếp tại DN. Quá trình tư vấn cần liên tục để đạt hiệu quả cao.
III.2 Hướng dẫn áp dụng Lean Manufacturing
Nhóm dự án đã lựa chọn một số DN có năng lực, xây dựng chương
trình tư vấn, hỗ trợ trực tiếp, nhằm hỗ trợ DN áp dụng thành công
Lean Manufacturing vào thực tế sản xuất. Thông qua khảo sát trực
tiếp tại DN CNHT da giày, nhóm dự án nhận thấy DN tồn tại các loại
lãng phí như:
- Do công nghệ sản xuất còn thủ công, ý thức sản xuất công ng-
hiệp của người lao động thấp, chưa thiết lập các quá trình tiêu chuẩn
vì vậy tỷ lệ sai lỗi tại DN khá cao (có DN lên đến 10% sản phẩm lỗi
hỏng). Sản phẩm sai lỗi ảnh hưởng trực tiếp đến chi phí trực tiếp và cả
các chi phí gián tiếp.
- Chưa thiết lập các quá trình tiêu chuẩn hoặc chỉ thực hiện hình
thức (chưa đầy đủ, khoa học hoặc chưa quản lý trực quan) vì vậy chưa
nâng cao nhận thức cho người lao động, gây lãng phí do sản xuất
lỗi, lãng phí do các động tác thừa (người công nhân thực hiện nhiều
động tác không tạo giá trị), lãng phí do chờ đợi hay trì hoãn.
- Chưa triển khai công việc theo dòng chảy liên tục, quá trình sản
xuất có nhiều điểm gián đoạn, hoặc chờ đợi trong thực hiện các công
đoạn vì vậy lãng phí về động tác thừa, lãng phí thời gian do chờ đợi
hay trì hoãn.
- Nhìn chung các DN đều có xu hướng sản xuất thừa nhằm đảm
bảo lượng tồn kho nhất định. Điều này dẫn đến các chi phí bổ sung,
gây lãng phí cho DN như: chi phí lưu kho, chi phí bảo quản, chi phí về
hành chính. DN cũng chưa áp dụng cơ chế kéo trong sản xuất, vì vậy
lượng tồn kho không cần thiết của bán thành phẩm giữa các công
đoạn sản xuất là rất lớn. Thậm chí gây ùn, ứ, tắc nghẽn ở một vài công
đoạn trong quy trình sản xuất.
- Bố trí máy móc thiết bị, con người không hợp lý dẫn đến lãng
phí về không gian nhà xưởng và thời gian vận chuyển hay di chuyển
giữa các công đoạn.
30
- Thiếu các hoạt động nhận diện lãng phí, và đưa ra các cải tiến
phù hợp. Chưa phát huy được tinh thần tập thể, khuyến khích người
lao động tham gia vào hoạt đông năng suất chất lượng trong DN.
Hộp III.1: Các lãng phí về nguồn lực trong tổ chức
1. Lãng phí do sản xuất lỗi: Sản phẩm lỗi không chỉ dẫn đến các chi phí trực tiếp
cho DN mà còn kéo theo cả các chi phí gián tiếp
2. Lãng phí do sản xuất thừa: Sản xuất thừa sẽ dẫn đến rất nhiều chi phí bổ sung
cho DN. Có thể kể đến các lãng phí như chi phí lưu kho, chi phí bảo quản, chi phí
nhân lực, chi phí hành chính, chi phí thiết bị, chi phí tài chính…
3. Lãng phí do các động tác thừa: Khi một người công nhân lấy một chi tiết sản
phẩm lên, đặt nó xuống hay tìm kiếm nó thì chỉ tạo ra các cử động. Các cử động
này không làm gia tăng giá trị cho chính chi tiết sản phẩm đó.
4. Lãng phí do không làm đúng từ đầu: đây là dạng lãng phí phổ biến của các
Doanh nghiệp Việt Nam, điều này làm gia tăng chi phí tạo ra chất lượng sản phẩm
và hạn chế hiệu quả.
5. Lãng phí thời gian do chờ đợi hay trì hoãn: Khi một công nhân hay một thiết bị
không thể tiến hành công việc của mình do phải chờ một hoạt động khác kết thúc
hoặc phải chờ nguyên vật liệu chuyển đến.
6. Lãng phí do tồn kho thành phẩm hoặc bán thành phẩm: Nếu một DN mà nhà
kho luôn chứa đầy nguyên vật liệu, bán thành phẩm hay thành phẩm thì DN đó
đang lãng phí một khoản tiền lớn. Lưu kho quá nhiều tức là DN đang bị chìm đọng
vốn mà lẽ ra lượng vốn đó có thể được dùng cho những mục đích quan trọng
khác. Mặt khác, lưu kho nhiều còn dẫn đến các chi phí khác như thuê mặt bằng
nhà kho, chi phí bảo quản hoặc các chi phí do hỏng hóc …
7. Lãng phí về vận chuyển hay di chuyển: Đây có thể là nguyên nhân của việc sắp
xếp nơi làm việc không hợp lý dẫn đến những vận chuyển hoặc di chuyển không
cần thiết gây ra lãng phí.
8. Lãng phí trong quá trình hoạt động: Đây có thể coi là loại lãng phí khó nhìn thấy
rõ và phần lớn là ẩn trong các hoạt động thường ngày của mỗi người. Chẳng hạn,
với cùng một công việc mỗi người lại có cách giải quyết khác nhau và thời gian
hoàn thành công việc khác nhau. Rõ ràng, cuối cùng mọi người đều đạt đến kết
quả nhưng có người phải dùng nhiều thời gian và các nguồn lực khác hơn để hoàn
thành công việc.
9- Lãng phí do không khai thác được sức sáng tạo của nhân viên: các kinh nghiệm
thông qua quá trình làm việc của nhân viên là rất quý báu, nếu doanh nghiệp tạo
ra những không gian, địa điểm hiện sinh để toàn bộ nhân viên kết nối, chia sẻ với
nhau, sẽ giúp Doanh nghiệp quản lý tri thức và các phát triển năng lực cốt lõi của
mình.
10- Lãng phí do kiến thức rời rạc: Đây là trường hợp khi thông tin và kiến thức
không có sẵn tại nơi hay vào lúc được cần đến. Ở đây cũng bao gồm thông tin về
các thủ tục quy trình, thông số kỹ thuật và cách thức giải quyết vấn đề, v.v.... Thiếu
những thông tin chính xác thường gây ra phế phẩm và tắc nghẽn luồng sản xuất.
Nguồn: Tổng hợp của nhóm nghiên cứu, 2016
31
- Chưa biết cách xây dựng, triển khai các dự án năng suất chất lượng, cải tiến liên tục và áp dụng các cải tiến vào thực tế.
Nhằm giảm lãng phí, các DN CNHT da giày có thể nghiên cứu, sử
dụng các công cụ phù hợp của quản lý sản xuất tinh gọn như:
1. Sơ đồ chuỗi giá trị (Value stream mapping - VSM)
Sơ đồ chuỗi giá trị (VSM) là tập hợp các phương pháp giúp thể
hiện trực quan luồng sản phẩm và thông tin qua quy trình sản xuất.
Mục đích của phương pháp này là xác định các hoạt động làm tăng
giá trị và các hoạt động không làm tăng giá trị. Sơ đồ chuỗi giá trị nên
phản ánh những gì đang thực sự diễn ra hơn là những gì được mong
muốn xảy ra nhờ đó các cơ hội cải tiến có thể được xác định.
Sơ đồ chuỗi giá thường được sử dụng trong các dự án cải tiến
thời gian chu kỳ quy trình vì nó thể hiện chính xác cách thức hoạt
động của một quy trình với yêu cầu thời gian và từng bước công việc
chi tiết. Phương pháp này cũng được dùng trong phân tích và cải tiến
quy trình bằng cách xác định và loại trừ khoảng thời gian liên quan
đến các hoạt động không tạo ra giá trị tăng thêm.
Áp dụng công cụ chuỗi giá trị, doanh nghiệp cần tiến hành vẽ
sơ đồ chuỗi giá trị hiện tại, trên đó thể hiện những bộ phận tạo lãng
phí hay đang chưa hiệu quả từ đó loại bỏ chúng tạo sơ đồ chuỗi giá
trị tương lai.
2. Tiêu chuẩn hóa công việc (Standard work)
Tiêu chuẩn hóa công việc là công cụ bắt buộc phải thực hiện khi
triển khai áp dụng Lean Manufacturing. Tiêu chuẩn hóa công việc tức
là các quy trình và hướng dẫn sản xuất được quy định và truyền đạt
rõ ràng đến mức hết sức chi tiết nhằm tránh sự thiếu nhất quán và giả
định sai về cách thức thực hiện một công việc. Đây là phương pháp
làm việc đảm bảo chất lượng sản phẩm, tập trung chủ yếu vào thao
tác của người làm việc, phương pháp này chỉ ra một cách làm việc an
toàn và hiệu quả cũng như là hỗ trợ trong việc loại bỏ lãng phí.
Mục tiêu của việc chuẩn hoá:
- Để các hoạt động sản xuất luôn được thực hiện theo một cách
thống nhất, ngoại trừ trường hợp quy trình sản xuất được điều chỉnh
một cách có chủ ý.
- Khi các thủ tục quy trình không được chuẩn hoá ở mức độ cao,
công nhân có thể có những ý nghĩ khác nhau về cách làm đúng cho
một thủ tục quy trình và dễ đưa đến các giả định sai.
32
- Mức độ chuẩn hoá cao về quy trình cũng giúp các công ty mở
rộng sản xuất dễ dàng hơn nhờ tránh được những gián đoạn có thể
gặp phải do thiếu các quy trình được chuẩn hoá.
Một số các yếu tố trong chuẩn hóa quy trình:
a) Trình tự công việc chuẩn. Đây là trình tự một người công nhân
phải tuân thủ khi thực hiện công việc, bao gồm các thao tác và các
bước thực hiện công việc. Việc mô tả rõ ràng giúp đảm bảo rằng tất cả
các công nhân đều thực hiện công việc theo cách thức tương tự nhau
và hạn chế các sai biệt vốn có khả năng gây ra phế phẩm. Trong điều
kiện lý tưởng, việc chi tiết hoá công việc chỉ rõ từng bước thao tác cho
mỗi công nhân.
Ví dụ: Với công đoạn gia công cơ khí (tiện), trình tự công việc
chuẩn sẽ mô tả từ chi tiết gia công và các bước thao tác như chuẩn
bị máy, điều chỉnh dao cắt, cách gá sản phẩm và thời gian xử lý công
việc. Đối với công đoạn lắp ráp, bảng mô tả cần liệt kê chi tiết từng
bước thao tác để lắp ráp cho mỗi loại sản phẩm.
b) Thời gian chuẩn. Takt Time (nhịp độ) là tần xuất một sản phẩm
được làm ra. Takt Time được sử dụng để mô tả rõ ràng và theo dõi tốc
độ một quy trình cần được duy trì ở các công đoạn khác nhau. Đối với
các nhà sản xuất, Takt Time của mỗi quy trình sản xuất được chủ động
điều phối và giám sát để duy trì một luồng sản xuất liên tục.
Takt Time khác với thời gian chu kỳ sản xuất (Cycle Time) là thời
gian cần để quy trình hoàn tất một sản phẩm. Ví dụ: Một nhà sản xuất
đồ gỗ có thể cách 10 phút cho xuất xưởng một ghế sofa (Takt Time)
nhưng thực sự họ phải mất 3 ngày làm việc để hoàn tất một ghế sofa
(Cycle Time).
c) Mức tồn kho chuẩn trong quy trình. Đây là lượng nguyên vật
liệu tối thiểu, bao gồm cả lượng nguyên vật liệu đang được xử lý trên
chuyền, cần có để giữ quy trình sản xuất hoạt động ở cường độ mong
muốn. Mức tồn kho chuẩn được xác định rõ ràng vì rất cần thiết phải
duy trì lượng nguyên liệu tối thiểu này trong chuyền để không gây
ra sự đình trệ cho quy trình do thiếu nguyên liệu. Đây cũng là yếu tố
dùng để tính toán khối lượng và tần số của lệnh sản xuất (hay Kanban)
cho các nguồn cung cấp từ công đoạn trước.
33
Các hướng dẫn công việc chuẩn không nên chỉ ở dạng văn bản
mà nên bao gồm cả hình ảnh, các bảng hiển thị trực quan và thậm chí
cả các ví dụ. Thường các nhân viên rất ít chịu đọc các tài liệu hướng
dẫn sản xuất bằng văn bản nhàm chán vì vậy các bảng hiển thị trực
quan và ví dụ thực tế có hình ảnh nên được sử dụng càng nhiều càng
tốt. Các hướng dẫn nên rõ ràng và chi tiết, nhưng đồng thời được
trình bày theo cách giúp nhân viên thật dễ hiểu và liên quan mật thiết
đến đều họ cần biết. Điều này đặc biệt đúng với trường hợp ở Việt
Nam khi có nhiều công nhân với mức học vấn thấp sẽ thấy các bảng
hiển thị bằng hình ảnh dễ hiểu hơn so với các tài liệu văn bản.
Một số doanh nghiệp ở Việt Nam lo ngại rằng việc thiết lập các
quy trình chuẩn về sản xuất sẽ dẫn đến sự cứng nhắc, thiếu linh hoạt.
Mặc dù quy trình chuẩn đòi hỏi độ chi tiết cao, ở Lean Manufacturing,
các hướng dẫn công việc chuẩn cần được cập nhật thường xuyên
nhằm gắn kết với các cải tiến quy trình đang diễn ra. Trong thực tế, các
công ty được khuyến khích tối đa hoá tốc độ cải tiến quy trình đồng
nghĩa với việc cập nhật liên tục các hướng dẫn công việc chuẩn. Ngoài
ra một quy trình chuẩn thường bao gồm các hướng dẫn rõ ràng để
công nhân xử lý các tình huống bất thường, do đó thúc đẩy họ ứng xử
theo cách linh hoạt đối với các tình huống bất thường. Để thực hiện
thành công việc này, trách nhiệm nên được phân công rõ ràng trong
việc chuẩn bị và phân phát các tài liệu cần thiết, các bảng hiển thị,
cũng như đảm bảo rằng bất kỳ một thay đổi nào cũng đều được cấp
trên truyền đạt rõ ràng cho nhân viên bên dưới. Một khi trách nhiệm
được phân công rõ ràng, các quy trình công việc chuẩn có thể được
bổ sung một cách thường xuyên.
3. Quản lý trực quan
Quản lý trực quan là sử dụng những tín hiệu trực quan cho phép
mọi người nhìn vào đó là có thể nhận ra tiêu chuẩn và sự sai lệch
ngoài tiêu chuẩn. Đồng thời cho phép các công nhân có được thông
tin đầy đủ về các quy trình sản xuất, tiến độ và các thông tin quan
trọng khác giúp họ làm việc có hiệu quả nhất. Các yếu tố trực quan là
hệ thống các thiết bị, thông tin, mã mầu, sơ đồ và các bảng tín hiệu
được tiêu chuẩn hoá làm cho mọi tình trạng bất bình thường và lãng
phí dễ nhận ra. Một số công cụ chủ yếu:
a) Các bảng hiển thị trực quan: Các biểu đồ, bảng đo lường hiệu
quả, các thủ tục và tài liệu quy trình làm nguồn thông tin tham khảo
cho công nhân. Ví dụ: biểu đồ xu hướng về hiệu suất thực hiện công
việc; dao động của dung sai, tỷ lệ lỗi; tiến độ sản xuất trong ngày,
tháng...
b) Các bảng kiểm soát bằng trực quan: Các chỉ số dùng để kiểm
soát hay báo hiệu điều chỉnh cho thành viên nhóm. Các bảng biểu có
thể bao gồm cả thông tin về tiến độ sản xuất, thông tin theo dõi chất
lượng... Ví dụ: Các bảng màu chỉ thị giới hạn kiểm soát nhiệt độ hay
tốc độ giúp người vận hành thiết bị nhanh chóng phát hiện khi quy
trình vận hành vượt mức cho phép; các thẻ Kanban.
34
c) Các chỉ dẫn bằng hình ảnh: Công cụ này giúp truyền đạt các
quy trình sản xuất hay luồng vật tư được quy định. Ví dụ: Việc sử dụng
các ô vẻ trên nền nhà xưởng để phân biệt khu vực chứa vật liệu sử
dụng được với phế phẩm hay các chỉ dẫn luồng di chuyển nguyên vật
liệu và bán thành phẩm trên mặt bằng xưởng.
4. Quản lý 5S
5S là công cụ để xây dựng và duy trì một tổ chức, môi trường làm
việc hiệu suất cao, sạch sẽ, an toàn. 5S giúp giảm thiểu các lãng phí
tại các công đoạn công việc trong một quá trình như rút ngắn thời
gian vận chuyển, thời gian tìm kiếm, loại bỏ các lỗi chủ quan của con
người. Thông qua hoạt động 5S, ý thức làm việc tập thể được nhận
thức rõ và nâng cao, tăng cường tính đoàn kết, khuyến khích sự sáng
tạo, cải tiến trong công ty.
5S là công cụ mang tính nền tảng, cơ bản trong sản xuất tinh gọn
bởi vì nó có thể sử dụng trong đo lường, phân tích, cải thiện và kiểm
soát từng quá trình. 5S đòi hỏi sự cam kết, nhận thức và sự tham gia
của tất cả mọi người từ lãnh đạo cho tới người công nhân bởi vì hoạt
động 5S dành cho tất cả mọi người và không loại trừ bất kì ai trong
công ty. Tên gọi của 5S xuất phát từ những chữ cái S trong tiếng Nhật,
đó là:
- Sàng lọc (Seiri – Sort): Phân loại những vật dụng, thiết bị, nguyên
vật liệu, đồ dùng cần thiết và không cần thiết, nhằm để những thứ
thường được sử dụng phải luôn có sẵn, gần kề và dễ dàng tìm thấy.
Những thứ ít sử dụng hay không cần dùng đến được loại bỏ hay đem
ra khỏi nơi sản xuất. Sàng lọc thường được tiến hành theo tần suất
định kì.
- Sắp xếp (Seiton – Straighten): Sắp xếp là một hoạt động bố trí
các vật dụng làm việc, bán thành phẩm, nguyên vật liệu, hàng hóa…
tại những vị trí hợp lý sao cho dễ nhận biết, dễ lấy, dễ trả lại nhằm mục
đích loại bỏ được thời gian tìm kiếm, giảm thiểu tồn kho, giảm chi phí,
giảm mức tối thiểu số thao tác mà công nhân thực hiện cho một công
việc. Nguyên tắc chung của sắp xếp là bất kì vật dụng cần thiết nào
cũng có vị trí quy định riêng và kèm theo dấu hiệu nhận biết rõ ràng
và cần được tuân thủ một cách triệt để.
- Sạch sẽ (Seiso – Shine): Giữ các máy móc và khu vực làm việc
sạch sẽ nhằm ngăn ngừa các vấn đề phát sinh do vệ sinh kém. Sạch sẽ
cũng là hoạt động cần được tiến hành định kì.
35
- Săn sóc (Sheiketsu – Standardize): Săn sóc được hiểu là việc duy
trì định kì và chuẩn hóa 3S đầu tiên một cách có hệ thống. Khuyến
khích, truyền đạt và huấn luyện về 5S để biến việc áp dụng trở thành
một phần văn hóa của công ty. Ngoài ra việc duy trì cũng được phân
công rõ phạm vi trách nhiệm của mỗi cá nhân và một nhóm giám sát
việc tuân thủ các quy định về 5S.
- Sẵn sàng (Shitsuke – Sustain): Sẵn sàng được thể hiện ở ý thức
tự giác của người lao động đối với hoạt động 5S. Các thành viên đều
nhận thức rõ tầm quan trọng của 5S, tự giác và chủ động kết hợp
nhuần nhuyễn các chuẩn mực 5S với công việc để đem lại năng suất
công việc cá nhân và năng suất chung của công ty cao hơn.
5. Chất lượng từ gốc
Chất lượng từ gốc hay “Làm đúng ngay từ đầu” có nghĩa là chất
lượng nên được đưa vào quy trình sản xuất để khuyết tật, sai lỗi không
có điều kiện phát sinh, hay một khi xuất hiện sẽ ngay lập tức bị phát
hiện. Các hệ thống Lean Manufacturing thường nhắc đến từ “Jidoka”
trong tiếng Nhật có nghĩa là các vấn đề nên được xác định và loại trừ
ngay tại nguồn phát sinh.
Một số yêu cầu chính có liên quan:
a) Kiểm tra trong chuyền: Trách nhiệm chính của công tác kiểm
tra chất lượng được thực hiện trên chuyền sản xuất bởi công nhân,
không phải bởi các nhân viên kiểm tra chất lượng độc lập lấy mẫu
xác suất. Mặc dù một số nhân viên kiểm soát chất lượng vẫn thường
được sử dụng trong các chuyền Lean nhưng vai trò của họ khá hạn
chế (thậm chí lý tưởng là không có nhân viên kiểm soát chất lượng
vì sự hiện diện của họ được xem là một dạng lãng phí đối với Lean
Manufacturing).
b) Kiểm soát tại nguồn: Với yêu cầu này, bản thân các nhân viên
kiểm tra chất lượng không đi tìm khuyết tật sản phẩm mà tìm nguyên
nhân gây ra khuyết tật. Chẳng hạn họ có thể kiểm tra xem các quy
trình chuẩn có được công nhân tuân thủ không, hay trong trường
hợp phát sinh khuyết tật trên sản phẩm, họ có thể chịu trách nhiệm
xác định nguồn gốc của các khuyết tật này. Từ cách làm này, công việc
chủ yếu của nhóm kiểm soát chất lượng là giải quyết các nguồn gốc
gây ra lỗi sản phẩm, triển khai các biện pháp ngăn ngừa và đào tạo
cho công nhân để khuyết tật không tái xuất hiện.
36
c) Trách nhiệm rõ ràng giữa các công nhân: Với Lean Manufacturing,
nếu không cố ý tồn kho bán thành phẩm, các công đoạn sẽ bàn giao
sản phẩm trực tiếp, có nghĩa rằng các công nhân thuộc công đoạn
trước chịu trách nhiệm hoàn toàn về chất lượng sản phẩm họ bàn
giao cho công đoạn kế và nhận trách nhiệm khi có phát sinh khuyết
tật trên sản phẩm. Mặt khác, nếu lượng tồn kho cao giữa hai công
đoạn sản xuất, các công nhân thuộc công đoạn trước sẽ ít cảm thấy có
trách nhiệm các nhân đối với bất kỳ khuyết tật sản phẩm nào.
d) Poka Yoke: Phương pháp đơn giản để kiểm tra chất lượng trên
chuyền sản xuất (không chỉ kiểm tra bằng mắt), được áp dụng để
ngăn chặn các sản phẩm lỗi không cho đi tiếp sang công đoạn sau.
Với Poka Yoke, 100% sản phẩm được kiểm tra như một phần công
việc của quy trình sản xuất. Biện pháp này được thực hiện tự động
trên chuyền hay bởi các công nhân (không phải nhóm kiểm soát chất
lượng).
e) Dừng quy trình có chủ ý: Khi có sản phẩm lỗi, hoạt động sản
xuất sẽ bị dừng cho đến khi nguyên nhân gây lỗi được khắc phục.
Hành động này giúp duy trì văn hoá không nhân nhượng khuyết tật
đồng thời ngăn không để sản phẩm lỗi lọt sang quy trình sau và gây
nhiều hậu quả lớn hơn. Chẳng hạn ở Toyota, bất kỳ một công nhân
nào cũng được phép dừng chuyền sản xuất. Điều này giúp đảm bảo
trách nhiệm giải trình bởi các công nhân ở công đoạn trước.
6. Thời gian chuyển đổi/ chuẩn bị (Changeover/setup time)
Lean Manufacturing hướng tới việc giảm thiểu thời gian dừng
chuyền bất hợp lý do chuẩn bị máy hay chuyển đổi sản phẩm vì máy
dừng là nguồn lãng phí đáng kể. Việc này đòi hỏi một văn hoá liên
tục cải tiến trong đó công ty không ngừng tìm cách giảm thời gian
chuyển đổi và chuẩn bị máy. Thường việc chuyển đổi nhanh chóng
có thể đạt được phần nào bằng cách xây dựng các thông số kỹ thuật
chuẩn (và được tài liệu hoá đầy đủ) cho việc sản xuất từng loại sản
phẩm riêng biệt để không còn sự lo ngại về việc điều chỉnh lại các
thông số trong quá trình chuyển đổi sản phẩm trên thiết bị. Các công
ty có danh mục, màu sắc và quy cách sản phẩm đa dạng thường xem
nhẹ chi phí chuyển đổi cho mỗi lần quy trình sản xuất phải dừng lại để
thay khuôn, lau rửa dọn dẹp vật liệu thuộc quy cách trước còn đọng
lại trên máy, điều chỉnh lại thông số thiết bị...
Có một số cách để giảm thiểu thời gian chuyển đổi/chuẩn bị bao
gồm việc thay đổi cách sắp xếp mặt bằng của chuyền sản xuất, chuẩn
bị sẵn sàng nguyên liệu và công cụ khi cần sử dụng hay sử dụng loại
thiết bị có ngăn chứa đôi (phụ) nhằm tránh thời gian dừng thiết bị để
làm vệ sinh.
37
7. Mô hình sản xuất Cell (Cellular Manufacturing)
Mô hình sản xuất Cell được hiểu là chúng ta phân chia một xưởng
sản xuất lớn ra thành nhiều xưởng sản xuất nhỏ với đầy đủ các công
đoạn, các yêu cầu của quy trình sản xuất. Và các “xưởng sản xuất nhỏ-
Cell” sẽ được phân bổ việc sản xuất những loại mặt hàng hay sản
phẩm nhất định theo nhóm hay chủng loại mà khách hàng yêu cầu.
Mô hình sản xuất Cell cũng được xem là một hình thức của chuyên
môn hoá của ngành công nghiệp chế biến.
Mô hình sản xuất Cell có thể giúp làm rút ngắn thời gian chuyển
đổi mẫu mã sản phẩm, nâng cao chất lượng và năng suất sản xuất,
giảm thiểu sai sót và hàng lỗi, giúp nâng sao tính thông suốt của
“dòng” sản xuất. Qua đó có thể cắt giảm những lãng phí và hạ giá
thành sản xuất. Bố trí mô hình sản xuất Cell mang các đặc tính sau:
a) Quy trình liên tục: Luồng nguyên liệu và phụ liệu di chuyển đều
đặn và hầu như không có việc vận chuyển bán thành phẩm hay chờ
đợi giữa các công đoạn sản xuất.
b) Luồng một sản phẩm: Quá trình sản xuất với mô hình cell áp
dụng luồng một sản phẩm trong đó từng sản phẩm một lần lượt di
chuyển qua từng công đoạn của quy trình sản xuất.
c) Công nhân đa năng: Chỉ có một hoặc vài công nhân đứng tại
mỗi cell, không giống như sản xuất theo lô/mẻ mà trong đó nhiều
công nhân cùng làm việc và chịu trách nhiệm trên một công đoạn
đơn lẻ, trong mô hình sản xuất cell các công nhân phụ trách từng
công đoạn khác nhau diễn ra trong một cell. Vì vậy mỗi công nhân
được huấn luyện thực hiện từng công đoạn trong cell đó.
d) Mô hình chữ U: Các cell thường có dạng chữ U, với sản phẩm
di chuyển từ đầu này đến đầu kia của chữ U khi được công nhân gia
công. Mục đích của cách bố trí này nhằm hạn chế tối đa khoảng cách
đi lại và việc di chuyển nguyên vật liệu trong một cell.
Bố trí mô hình sản xuất cell đạt được nhiều mục tiêu của sản xuất
tinh gọn nhờ khả năng loại trừ nhiều hoạt động không tạo ra giá trị
tăng thêm từ quy trình sản xuất như thời gian chờ đợi, tắc nghẽn, di
chuyển vật liệu và bán thành phẩm. Một lợi ích khác là trách nhiệm về
chất lượng được ấn định rõ ràng cho công nhân trong một cell cụ thể
và vì vậy người công nhân không thể đổ lỗi cho các công nhân ở công
đoạn trước. Tuy nhiên bố trí theo mô hình sản xuất cell không hẳn là
phù hợp cho tất cả các công ty, ví dụ như một số ngành đòi hỏi việc xử
lý các lô sản phẩm lớn do tính chất của thiết bị hay sự gián đoạn đáng
kể giữa các công đoạn sản xuất.
38
8. Sản xuất kịp thời (Just in time -JIT)
JIT cũng được biết như một phương pháp sản xuất tinh gọn hay
sản xuất không tồn kho. Yếu tố then chốt của JIT là tập trung vào
loại trừ những hao phí trong sản xuất bằng việc chỉ sản xuất đúng số
lượng và kết hợp các thành phần tại đúng chỗ vào đúng thời điểm.
Nói một cách khác, một công đoạn chỉ nhận vào chính xác số lượng
cần thiết từ công đoạn trước.
Mục đích của JIT là nhằm giảm thiểu các những hoạt động không
tạo giá trị gia tăng và không di chuyển hàng tồn trong khu vực dây
chuyền sản xuất như: Thời gian sản xuất nhanh hơn; thời gian giao
hàng ngắn hơn; sử dụng thiết bị hiệu quả hơn; yêu cầu không gian
nhỏ hơn; tỷ lệ sai lỗi sản phẩm thấp hơn; chi phí thấp hơn và lợi nhuận
cao hơn.
Những yếu tố của hệ thống JIT:
a) Kanban: Một công cụ trực quan (thường là một tấm thẻ) để
đồng bộ hóa và cung cấp thông tin cho người sản xuất cũng như
khách hàng trong cũng như ngoài nhà máy. Kanban là công cụ theo
dõi và đặt hàng cho nguyên vật liệu để tránh sản xuất thừa. Bán thành
phẩm được lấy đi hay sản xuất chỉ khi cần thiết và đúng số lượng.
Công đoạn trước chỉ sản xuất đủ để điền vào cho những bán thành
phẩm mà công đoạn sau lấy đi.
Nhìn chung Kanban là đơn đặt hàng hay vận chuyển hàng và có
chứa những thông tin như sau: Chủng loại thành phẩm, bán thành
phẩm; số lượng cần thiết; khách hàng nào; nơi để hàng; vận chuyển
bằng cách nào (kích thước thùng chứa và phương pháp vận chuyển).
b) Cân bằng chuyền sản xuất (Heijunka): Heijunka là phương
pháp nhằm giữ tốc độ sản xuất ở mức ổn định nhất có thể, giúp quá
trình sản xuất thích ứng được với nhu cầu thay đổi. Mục đích của cân
bằng chuyền sản xuất là sản xuất những chủng loại và số lượng tổng
cũng như số lượng trong mỗi ngày là như nhau. Tuy vậy Heijunka lại
hỗ trợ cho việc thay đổi yêu cầu của khách hàng tốt nhất.
39
Sự biến thiên của lượng sản xuất có thể gây ra lãng phí bởi vì tất
cả nguồn lực như máy móc, con người, hàng tồn và những yếu tố
khác cần cho sản xuất phải luôn luôn giữ ở mức cao nhất. Heijunka
làm giảm giá thành nhờ vào việc trung bình hóa được khối lượng
công việc. Heijunka là trung bình hóa lượng sản xuất nhiều và ít nhất,
nhờ thế mà lượng sản xuất hàng ngày đều đặn. Khi sự biến thiên có
thể loại bỏ khỏi lượng được yêu cầu sản xuất hàng ngày thì số lượng
nguyên vật liệu và nhân sự sẽ được sử dụng một cách hiệu quả nhất.
Heijunka không chỉ dựa trên tổng số sản xuất mà còn phải tính đến
chủng loại và những yếu tố biến thiên khác. Như vậy Heijunka là sự
trung bình tổng thể về số lượng tổng thể và số lượng trong từng
chủng loại trong kế họach sản xuất trong một khoảng thời gian.
c) Hệ thống kéo: Khía cạnh quan trọng khác của JIT là việc sử
dụng một hệ thống “kéo - Pull” để di chuyển những tồn kho xuyên
qua dây chuyền sản xuất. Với một hệ thống như vậy, những yêu cầu
của công đoạn tiếp theo sẽ điều chỉnh sản lượng của công đoạn trước
đó. Vì vậy đối với JIT thật cần thiết để định nghĩa một quá trình nhằm
tạo điều kiện thuận lợi cho việc “kéo” các lô từ một công đoạn sang
công đoạn kế tiếp.
Trong hệ thống các công cụ của Lean Manufacturing, Kanban và
Heijunka phụ thuộc vào các công cụ như: Chuyển đổi nhanh; quản lý
bằng trực quan và tính ổn định của quy trình.
9. Cải tiến liên tục (Kaizen)
Kaizen là một thuật ngữ trong tiếng Nhật, có nghĩa là liên tục
cải tiến, trọng tâm là hướng đến các cải tiến nhỏ diễn ra từ từ. Kaizen
là một quy trình làm việc mà ở trong đó, tất cả các thành viên phải
gắn kết việc cải tiến liên tục vào ngay chính công việc hàng ngày của
mình. Kaizen là một triết lý tổng hòa giữa suy nghĩ và hành động của
tất cả các thành viên trong tổ chức luôn hướng tới việc loại bỏ những
lãng phí, thiết lập nên những quy trình làm việc hiệu quả và trực tiếp
vận hành chúng.
Chủ đề chính của Kaizen là tạo ra một văn hoá cải tiến liên tục,
phần nhiều bằng việc phân công trách nhiệm cho công nhân và
khuyến khích họ xác định các cơ hội cải tiến. Có hai cách phổ biến
để khuyến khích sự tham gia của công nhân trong hoạt động cải tiến
liên tục:
a) Vòng Kaizen (Kaizen Circles): trong đó các nhóm 6 công nhân
được lập ra để tìm các ý tưởng giúp giải quyết các vấn đề cụ thể. Điển
hình, một Vòng Kaizen sẽ gặp nhau một giờ mỗi tuần trong suốt 6-8
tuần và trong thời gian đó sẽ đưa ra một số đề xuất cho người quản
lý về cách giải quyết các vấn đề cụ thể. Sự hỗ trợ và tham gia của cấp
quản lý là yếu tố tiên quyết cho sự thành công của Vòng Kaizen.
40
b) Chương trình đề xuất cải tiến (Suggestion programs) – Cách
thứ hai trong việc gia tăng sự tham gia của công nhân là xây dựng
một chương trình đề xuất cải tiến tích cực khuyến khích việc góp ý
cải tiến và khen thưởng cho các ý tưởng được áp dụng thành công.
Thường thì chi phí cho việc khen thưởng tương đối nhỏ so với giá trị
mang lại cho công ty từ việc áp dụng cải tiến.
10. Bảo trì năng suất tổng thể (Total productive maintenance – TPM)
TPM là nhằm tối đa hóa hiệu suất thiết bị, nâng cao năng suất với
một hệ thống bảo trì được thực hiện trong suốt vòng đời của thiết bị,
đồng thời nâng cao ý thức và sự hài lòng với công việc của người lao
động. Với TPM, mọi người cùng hợp lực và tương tác với nhau để nâng
cao hiệu suất hoạt động của thiết bị một cách hiệu quả nhất. Trong
đó công nhân vận hành thiết bị và công nhân bảo trì, sửa chữa thiết
bị cùng chịu trách nhiệm về thiết bị.
Mục tiêu của TPM là không có sự cố dùng máy; không có phế
phẩm, không có hao hụt và nâng cao ý thức trách nhiệm, tinh thần
doanh nghiệp.
TPM bao gồm 8 hoạt động chính sau:
a) Bảo trì tự quản (Autonomous Maintenance): người vận hành
máy biết sửa chữa, bảo trì máy và nhận diện các hư hỏng ở một mức
độ nhất định. Tự bảo dưỡng giúp người vận hành biết về kết cấu và
chức năng của máy, hiểu về quan hệ giữa máy móc và chất lượng,
quen với việc tuân thủ nghiêm ngặt các quy định từ đó phát hiện và
chẩn đoán chính xác mọi bất thường của máy cũng như cách khắc
phục nhanh chóng và phù hợp nhất.
b) Bảo trì có kế hoạch (Planned Maintenance): nhằm thực hiện
phương châm “phòng bệnh hơn chữa bệnh” để tránh dừng máy, tránh
các lỗi lặp lại, tăng tuổi thọ máy, giảm thời gian sửa chữa và chi phí
bảo trì.
c) Quản lý chất lượng (Quality Management): xây dựng một hệ
thống quản lý chất lượng tốt, kiểm soát chất lượng từ khâu đầu tiên
đến khâu phân phối và hậu mãi, có hệ thống khắc phục và phòng
ngừa. Đồng thời phân tích quá trình sản xuất để tìm ra các điểm dễ
xảy ra lỗi và tiến hành khắc phục.
d) Cải tiến có trọng điểm (Focus Improvement): ưu tiên tập trung
cải tiến những vấn đề có tính quan trọng then chốt trước. Bên cạnh
đó khuyến khích những sáng kiến cải tiến nhỏ của từng cá nhân hoặc
từng bộ phận.
41
e) Huấn luyện và đào tạo (Training & Education): nếu không có
quá trình đào tạo đúng và chuẩn hóa, TPM và hệ thống bảo trì nói
chung, sẽ không thành hiện thực. Việc đào tạo phải đảm bảo chất
lượng, hiệu quả.
f ) An toàn và sức khoẻ (Safety & Health): tiến tới không có tai nạn
lao động, không có bệnh nghề nghiệp, không tác động xấu đến môi
trường. Đặc biệt nhấn mạnh đến an toàn của người vận hành thiết bị.
g) Hệ thống hỗ trợ (Support Systems): các hoạt động phục vụ
cho TPM của các bộ phận sản xuất gián tiếp rất quan trọng… nhiệm
vụ của họ là thu thập, xử lý, cung cấp thông tin, phục vụ các nhu cầu
khác của sản xuất.
h) Quản lý từ đầu (Initial Phase Management): xem xét mọi giai
đoạn của sản xuất từ đầu đến cuối và tìm cách cải thiện các điểm yếu
ngay từ đầu.
Trong giai đoạn đầu triển khai Lean Manufacturing, để đạt hiệu
quả cao, doanh nghiệp nên triển khai từng phần, chọn một phân
xưởng hoặc một chuyền mẫu để triển khai và dần tiến tới triển khai
toàn diện hơn. Ví dụ như, có thể thử nghiệm trên một dây chuyền
hoặc một chuỗi quy trình nhỏ vì điều này giúp giảm thiểu rủi ro làm
gián đoạn công việc. Tiến hành huấn luyện nhân viên về các nguyên
tắc của Lean đồng thời đào tạo, thay đổi nhận thức cho cán bộ nhân
viên trong công ty về lợi ích của Lean Manufacturing. Doanh nghiệp
cần xây dựng kế hoạch cụ thể, trong đó phải thể hiện được sự cam
kết mạnh mẽ từ cấp lãnh đạo cho đến các vị trí thấp nhất trong doanh
nghiệp.
11. Các công cụ phân tích, cải tiến chất lượng
a) Chu trình PDCA
PDCA hay Chu trình PDCA (Lập kế hoạch – Thực hiện – Kiểm tra
– Điều chỉnh) là chu trình cải tiến liên tục được Tiến sĩ Deming giới
thiệu cho người Nhật trong những năm 1950. Nội dung của chu trình
PDCA bao gồm:
- Plan: lập kế hoạch, xác định mục tiêu, phạm vi, nguồn lực để thực hiện, thời gian và phương pháp đạt mục tiêu.
- Do: Đưa kế hoạch vào thực hiện.
- Check: Dựa theo kế hoạch để kiểm tra kết quả thực hiện.
- Action: Thông qua các kết quả thu được để đề ra những tác động
điều chỉnh thích hợp nhằm bắt đầu lại chu trình với những thông tin
đầu vào mới.
42
Chu trình PDCA cho thấy thực chất của quá trình quản lý chất
lượng là sự cải tiến liên tục và không ngừng. Trên thực tế chu trình
PDCA là nền tảng cho các tiêu chuẩn, công cụ quản lý chất lượng hiện
nay.
b) 5W1H
5W1H là viết tắt của các từ trong tiếng Anh: Why, Who, When,
Where, What và How. Đây là công cụ dùng để ra quyết định và đưa ra
kế hoạch cụ thể để thực hiện. 5W1H sẽ tập trung trả lời câu hỏi:
- WHAT? (Cái gì?): Cái đó là gì? Vấn đề đó là gì? Nó đề cập đến vấn đề gì?
- WHERE? (Ở đâu?): Sự kiện xảy ra ở đâu? Vấn đề thuộc lĩnh vực nào?
- WHEN? (Khi nào?): Sự kiện này xảy ra khi nào?
- WHY? (Tại sao?): Tại sao sự kiện này xảy ra? Tại sao phải nghiên cứu, thực hiện vấn đề này?
- WHO? (Ai?): Ai đã nghiên cứu vấn đề này? Ai phụ trách dự án này?
- HOW? (Như thế nào?): Sự kiện xảy ra như thế nào? Công việc đó sẽ được thực hiện như thế nào?
c) 5 Whys
5 whys là một kỹ thuật đơn giản dùng để giải quyết vấn đề, giúp
người sử dụng nhanh chóng tìm ra gốc rễ thật sự. Được phổ biến vào
những năm 1970 bởi hệ thống sản xuất Toyota, chiến lược 5 Whys là
xem xét một vấn đề bất kỳ và đặt câu hỏi: “Tại sao?”, “Nguyên nhân gì
gây ra vấn đề này?” Thông thường, câu trả lời cho câu hỏi “tại sao” đầu
tiên sẽ gợi ra câu trả lời cho câu hỏi “tại sao” thứ hai, rồi thứ ba và cứ
thế. Lợi ích của 5 Whys bao gồm: Nhanh chóng xác định nguyên nhân
gốc rễ dẫn đến vấn đề; Dễ học và dễ áp dụng.
Trong quá trình sử dụng 5 whys, hãy bắt đầu từ kết quả cuối cùng
và suy ngược lại (hướng về nguyên nhân gốc rễ), liên tục hỏi: “Tại
sao?”. Điều này cần phải được lặp đi lặp lại cho đến khi nguyên nhân
gốc rễ của vấn đề đã rõ ràng.
d) 8D
8D là phương pháp giải quyết vấn đề có tính hệ thống, giải quyết
vấn đề trên cơ sở phương pháp tiếp cận nhóm. 8D có cấu trúc theo 8
bước:
43
- D0 (Giai đoạn lập kế hoạch): Nhận diện vấn đề, lập kế hoạch giải quyết và xác định các điều kiện tiên quyết.
- D1 (Lập đội): Thiết lập một đội ngũ những người có kiến thức về sản phẩm, quy trình.
- D2 (Xác định và mô tả các vấn đề): Xác định các điều kiện định
lượng ai, cái gì, ở đâu, khi nào, tại sao, như thế nào, và làm thế nào
(5W1H) cho vấn đề này.
- D3 (Xác định và thực hiện thao tác ngăn ngừa tạm thời): Xác
định và thực hiện các hành động ngăn chặn để cô lập các vấn đề từ
khách hàng bất kỳ.
- D4 (Xác định các nguyên nhân): Xác định các nguyên nhân gốc rễ.
- D5 (Chọn và kiểm định giải pháp): Lựa chọn các giải pháp phù hợp để giải quyết vấn đề.
- D6 (Thực hiện và xác nhận giải pháp): Xác định và thực hiện các biện pháp khắc phục tốt nhất.
- D7 (Phòng ngừa vấn đề): Cập nhật các hệ thống quản lý để ngăn chặn sự tái hiện của vấn đề này và tất cả các vấn đề tương tự.
- D8 (Tưởng thưởng đội thực hiện): Khen thưởng, công nhận những nỗ lực của tập thể.
e) Ishikawa
Ishikawa hay biểu đồ xương cá, biểu đồ nguyên nhân – kết quả
là một phương pháp cơ bản nhằm nhận diện vấn đề gốc rễ và đưa ra
giải pháp trong quản lý, lãnh đạo.
Mục đích của biểu đồ Ishikawa là giúp tổ chức hình dung xuyên
suốt những nguyên nhân của một vấn đề, nó có thể bao gồm cả
những nguyên nhân gốc rễ mà không phải chỉ là các hiện tượng. Từ
đó phát triển các kế hoạch để xác nhận rằng những nguyên nhân
tiềm ẩn là những nguyên nhân thực sự.
f) DMAIC
Tiến trình DMAIC là công cụ phổ biến nhằm cải tiến hiệu quả
hoạt động của tổ chức. Đây cũng là trọng tâm của các dự án cải tiến
theo quy trình 6 Sigma.
Nội dung phương pháp DMAIC có thể được mô tả tóm tắt như
44
sau:
Bước 1: Giai đoạn xác định (Define). Là giai đoạn khởi đầu của quá
trình cải tiến. Đây là bước xác định mục tiêu mà nhà quản lý mong
đợi đạt được thông qua dự án cải tiến. Đối với các doanh nghiệp triển
khai, cần phải xác định được 3 yếu tố cơ bản sau:
-
Khách hàng của doanh nghiệp là ai và họ cần gì ở chúng ta? Các
yêu cầu cơ bản của khách hàng là gì?
Sơ đồ quá trình hoạt động của chúng ta như thế nào?
-
- Mục tiêu cải tiến các chỉ số năng suất, chất lượng là bao nhiêu
phần trăm, phạm vi của dự án liên quan đến những bộ phận hay
quá trình nào? Các nguồn lực cần có là gì?
Bước 2: Giai đoạn đo lường (Measure). Là giai đoạn đánh giá trên cơ
sở lượng hoá năng lực hoạt động của quá trình . Trên cơ sở phân tích
dữ liệu hoạt động, đánh giá được năng lực của công ty hoạt động ở
mức nào của Sigma. Trong toàn bộ dây chuyền sản xuất, năng lực của
từng khâu như thế nào? Trong quá trình đo lường này doanh nghiệp
cần nhận dạng và tính toán các giá trị trung bình của chỉ tiêu chất
lượng và các biến động có thể tác động vào quá trình hoạt động
Bước 3: Giai đoạn phân tích (Analyze). Là bước đánh giá nguyên
nhân chủ yếu tác động vào quá trình , tìm ra các khu vực trọng yếu
để cải tiến. Các biến động đến quá trình cần được phân tích nguyên
nhân và ảnh hưởng của nó đến quá trình . Các giải pháp cải tiến, loại
trừ các biến động chủ yếu cần được xác định
Bước 4: Giai đoạn cải tiến (Inprove). Là bước thiết kế và triển khai
các giải pháp cải tiến nhằm loại trừ các bất hợp lý, loại trừ các biến
động chủ yếu tại các khu vực trọng yếu (đã được xác định ở bước 3).
Trong bước này, nếu cần thiết, doanh nghiệp phải tiến hành một số
kiểm tra thực tế để đánh giá kết quả cải tiến có đạt được kết quả đã
đề ra hay không (bước 1).
Bước 5: Giai đoạn kiểm soát (Control). Là bước phổ biến, triển khai
các cải tiến áp dụng vào quá trình , đánh giá kết quả, chuẩn hoá các
cải tiến vào các văn bản quy trình và theo dõi hiệu quả hoạt động.
Trên cơ sở đó, nhóm nghiên cứu đã xây dựng, triển khai các bước áp dụng Lean Manufacturing tại doanh nghiệp CNHT da giày:
(1) Khảo sát : Khảo sát trực tiếp tại các khu vực trong DN, nhận diện các dạng lãng phí đang tiềm ẩn tại các khu vực.
(2) Đào tạo : Đào tạo chuyên sâu cho cán bộ quản lý cấp cao, cấp
trung của DN về nhận thức chung Lean Manufacturing và các công cụ
kiểm soát năng suất, chất lượng, các công cụ quản lý bậc cao khác .
45
Đào tạo phương pháp quản lý dự án năng suất, chất lượng và thống nhất chương trình hành động và các cam kết của DN.
(3) Triển khai dự án :
- Đo lường: Phân tích dòng chảy của sản phẩm, các điểm hạn chế
năng suất, chất lượng, đo lường hiện trạng năng suất, định mức (BOM
& BOR), chất lượng, thời hạn giao hàng ...vv , thống kê tổng hợp dữ
liệu.
- Phân tích: dựa trên các dữ liệu được đo lường tại bước 1, dùng
các công cụ quản lý chất lượng phân tích sâu các biến động của chất
lượng, năng suất, thời hạn giao hàng, nhân sự,… theo 5M(con người;
máy móc/thiết bị; phương pháp; nguyên liệu/đầu vào; thông tin)
Phân tích tính hợp lý của bố trí định biên và tổ chức lao động,
phân tích hiện trạng các hoạt động kiểm soát, tìm kiếm cơ hội cải tiến.
Hoạch định giải pháp cải tiến theo 5W, 5W1H, DMAIC, 8D, ISHIKA-
WA... Thảo luận với lãnh đạo DN, quản lý cấp trung, xác định các hành
động, phương án cải tiến, giảm thiểu lãng phí trong sản xuất.
Hướng dẫn xây dựng, triển khai dự án cải tiến năng suất. Hướng
dẫn áp dụng quản trị năng suất, cân bằng chuyền. Hướng dẫn xây
dựng công cụ kiểm soát, thúc đẩy, báo cáo và giải trình năng suất.
Xây dựng mục tiêu và chương trình hành động cải tiến, cơ chế trách nhiệm báo cáo giải trình cụ thể.
- Cải tiến: Tiến hành cải tiến theo đúng mục tiêu/chương trình
hành động, tập trung đôn đốc thúc đẩy, chủ động giải quyết các phát
sinh, hỗ trợ kịp thời các vướng mắc trong khi triển khai dự án cải tiến.
- Kiểm soát: Các hoạt động kiểm soát được tiến hành hàng ngày
thông qua mục tiêu/chương trình hành động và các trách nhiệm
quản lý cụ thể.
Hàng tuần tiến hành báo cáo các kết quả đạt được, các phát sinh, cập nhật tiến độ dự án, kịp thời đúc rút các kinh nghiệm.
Căn cứ các kết quả đạt được của dự án theo từng tuần, kịp thời
khen thưởng động viên những cá nhân có thành tích tốt nhằm công
nhận thành các kết quả và duy trì động lực cải tiến.
(4) Tổng kết dự án :
46
Họp tổng kết và báo cáo kết quả của dự án, Lãnh đạo Doanh
nghiệp tiến hành đánh giá các kết quả, tuyên dương, khen thưởng kịp
thời các thành viên của dự án.
Đúc rút ra các bài học kinh nghiệm, lập báo cáo tổng kết dự án và kế hoạch hành động tiếp theo.
Các chuyên gia về Lean Manufacturing sẽ trực tiếp đào tạo, huấn
luyện và hướng dẫn áp dụng tại hiện trường sản xuất, trang bị cho các
cấp quản lý cách thức tư duy tinh gọn, phương pháp nhận diện lãng phí
và các cơ hội cải tiến năng suất, kết hợp với cấp quản lý của DN xác lập
các giải pháp cải tiến, tiến hành cải tiến, đánh giá kết quả theo từng tuần,
và giải quyết các phát sinh. Phương pháp triển khai dự án như trên sẽ hạn
chế được các rủi ro khi thay đổi văn hóa và hành vi của DN, đồng thời
cũng chứng minh được tính hiệu quả của chương trình hỗ trợ.
Hộp III.2: Các cải tiến đơn giản có thể áp dụng tại DN
Thực tế hoạt động hỗ trợ cho thấy các DN CNHT da giày còn khá hạn
chế trong việc áp dụng các công cụ quản lý chất lượng, hoặc đã áp dụng
nhưng chưa nghiêm khắc trong việc duy trì, cải tiến quản lý chất lượng.
Vì vậy trong giai đoạn đầu triển khai Lean Manufacturing, một số cải tiến
đơn giản có thể áp dụng là:
- Đo lường, theo dõi công suất và sản lượng của thiết bị;
- Thiết lập và chuẩn hóa tài liệu, triển khai, cập nhật quản lý trực quan để
các quy trình sản xuất rõ ràng hơn.
- Triển khai hệ thống 5S trong xưởng.
- Quy hoạch lại bố trí mặt bằng sản xuất.
- Chuẩn hóa phương pháp đào tạo và phát triển nhân lực.
- Nâng cao hiệu quả công tác quản lý theo mục tiêu.
Trong giai đoạn đầu triển khai Lean Manufacturing, DN nên triển
khai từng phần, chọn một phân xưởng hoặc một chuyền mẫu để triển
khai và dần tiến tới triển khai trong toàn bộ công ty. Có thể thử nghiệm
ở một bộ phận nhỏ trước khi áp dụng cho toàn bộ dây chuyền sản xuất,
nhất là khi chuyển đổi từ hệ thống đẩy sang kéo vì sự thay đổi này có
thể gây gián đoạn sản xuất. Ví dụ như, có thể thử nghiệm trên một dây
chuyền hoặc một chuỗi quy trình nhỏ vì điều này giúp giảm thiểu rủi ro
làm gián đoạn công việc.
47
Khi triển khai Lean, cần chú trọng huấn luyện nhân viên về các
nguyên tắc của Lean đồng thời đào tạo, thay đổi nhận thức cho toàn bộ
người lao động trong công ty về lợi ích của Lean Manufacturing. DN cần
xây dựng kế hoạch cụ thể, trong đó phải thể hiện được sự cam kết mạnh
mẽ từ cấp lãnh đạo cho đến các vị trí thấp nhất trong DN.
Một số kết quả về hoạt động hỗ trợ áp dụng Lean Manufac- turing tại DN:
- Nâng cao năng suất tổng chuyền 25% thông qua các cải tiến
chủ yếu như tăng lưu lượng sản phẩm trên chuyền, cân bằng chuyền,
quản lý năng suất trực quan.
- Giảm tỷ lệ phế phẩm 10% thông qua các cải tiến chất lượng tự quản.
- Giảm định biên nhân sự 10% thông qua các cải tiến nâng cao tính hợp lý về cấu trúc/ định biên nhân sự và trách nhiệm giải trình.
Một số trở ngại thường gặp khi triển khai dự án cải tiến:
- Sự cam kết của lãnh đạo và các cấp quản lý
- Tính tuân thủ theo mục tiêu/chương trình hành động của dự án
- Hiểu biết chưa đầy đủ về các chuẩn mực, công cụ, phương pháp hiện đang được chấp nhận trên toàn cầu.
- Ngại thay đổi thói quen quản lý và tác nghiệp đã được hình thành nhiều năm.
- Quy hoạch nhà xưởng, cấu trúc tổ chức nhân sự đã nhiều năm.
- Chưa có văn hóa hướng vào hiệu quả và cơ chế giải trình.
III.3 Hướng dẫn áp dụng ISO 140001:2015
48
Theo Tài liệu hướng dẫn sản xuất sạch hơn ngành thuộc da, các
lĩnh vực sản xuất sản phẩm CNHT ngành da giày, đặc biệt là thuộc da
có các tác động xấu và tiềm ẩn nhiều mối nguy hại đến môi trường.
Thuộc da phát thải gây ô nhiễm môi trường dưới cả 3 dạng rắn, lỏng
và khí. Chất hữu cơ không mong muốn như lông, mỡ, thịt… trong
nguyên liệu ban đầu (da tươi, da muối) được loại bỏ cùng hóa chất dư
thừa trong sử dụng (vô cơ và hữu cơ, đặc biệt là crôm III). Sự phân hủy
các chất hữu cơ có trong nguyên liệu ban đầu tạo mùi hôi thối đặc
trưng cho khu vực sản xuất và khu vực xung quanh. Dung môi bay hơi
và khí thải của nồi hơi cũng góp phần vào đặc trưng hiện trạng môi
trường của ngành. Các công đoạn thuộc da và vấn đề môi trường cần
quan tâm thể hiện như bảng sau:
Các vấn đề môi trường cần quan tâm
Khu vực/
công
đoạn
- Mức độ ô nhiễm thể hiện phụ thuộc vào chất lượng da
nguyên liệu và phương pháp bảo quản da.
Hồi tươi
- Nước thải ô nhiễm thể hiện qua thông số BOD, COD, SS,
TDS. Nước thải chứa muối, hợp chất hữu cơ chứa nitơ, hợp
chất, AOX, chất nhũ hóa, chất hoạt động bề mặt, bioxit.
- Chất thải rắn gồm mỡ, bạc nhạc, diềm da.
- Tiếng ồn và mùi.
Tẩy lông,
ngâm vôi
- Mức độ ô nhiễm phụ thuộc vào công nghệ tẩy lông được
áp dụng tại DN.
- Nước thải ô nhiễm thể hiện qua thông số BOD, COD, SS,
TDS. Nước thải có chứa sunfit, các chất nhũ hóa, chất béo
được xà phòng hóa, protein, phần lông bị phân hủy, vôi,
chất hữu cơ có chứa nitơ, amôn-nitơ, bioxit.
- Chất thải rắn gồm lông, bùn thải từ dòng thải tẩy lông
trong hệ thống xử lý nước thải, bạc nhạc, riềm rẻo, da váng
bỏ đi.
- Khí thải có thành phần Sunfit H2S.
- Mùi khó chịu.
Tẩy vôi,
làm mềm
- Nước thải ô nhiễm thể hiện qua thông số BOD, COD, SS,
TDS.
Nước thải có độ pH cao. Nước thải có chứa thành phần bị
phân hủy trong da nguyên liệu và hóa chất còn dư thừa
như muối amônnitơ, sunfit, muối canxi (chủ yếu là sunfat
canxi, dung môi, chất hoạt động bề mặt). Lượng hóa chất
này phụ thuộc vào phương pháp tẩy vôi. Có thể dùng
peroxit hoặc bisunfit natri để oxy hóa sunfit trước khi xử lý.
- Chất thải rắn gồm các thành phần bùn của hệ thống xử lý
nước thải.
- Khí thải có chứa NH3, H2S, hydrocacbon có hoặc không
có Clo, các chất rắn hữu cơ bay hơi. Có thể phát sinh bụi do
hóa chất và phương pháp tẩy vôi.
- Tiếng ồn và mùi khó chịu.
49
Làm xốp
axít hóa
- Nước thải ô nhiễm thể hiện qua thông số BOD, COD, SS,
TDS. Nước thải có pH thấp. Nước thải có chứa muối.
- Khí thải có chứa mùi axit và sunfit hydro.
Thuộc
crôm
(và rửa)
- Nước thải ô nhiễm thể hiện qua thông số BOD, COD, SS,
TDS. Nước thải có pH thấp. Nước thải có chứa phức chất
(crôm) và có thể chứa thuốc diệt nấm.
- Chất thải rắn bao gồm bùn của quá trình xử lý nước thải.
Lưu ý đến độ độc của chất thuộc sử dụng (aldehit). Đối với
các phức chất cần lọc hoặc tách riêng trong hệ thống xử lý
nước thải.
Ép nước,
bào, xẻ và
rửa
- Nước thải có tính chất giống của thuộc crôm. Nước thải từ
quá trình rửa sau bào xẻ có chứa mùn bào.
- Chất thải rắn gồm mùn bào, váng xanh.
- Tiếng ồn
Thuộc lại,
nhuộm,
ăn dầu
- Giống như quá trình thuộc da. Nước thải có thể có thêm
các chất hữu cơ, hóa chất còn dư, màu, hợp chất hữu cơ có
chứa clo (AOX) nếu có thêm các quá trình nhuộm, ăn dầu
sau thuộc lại.
- Khí thải có thể phát sinh thêm NH 3, SO2 từ quá trình
trung hòa trước khi thuộc lại, sinh thêm khí SO2 từ quá
trình tẩy, khí NH 3, phenol, formaldehit từ quá trình nhuộm
màu, ăn dầu sau khi thuộc lại.
Sấy
- Khí thải có chứa mù axit.
- Nhiệt thải.
- Ồn của các quá trình cơ khí trước và sau khi sấy.
- Tiếng ồn
Hồi ẩm,
vò mềm
Trau truốt
- Nước thải có chứa các hóa chất hoàn tất và chất trợ ô
nhiễm như dung môi hữu cơ, kim loại nặng.
- Chất thải rắn gồm hóa chất dư thừa và bụi hóa chất do
phun quá dư. Độ độc của hóa chất cần được xem xét.
- Khí thải có chứa các dung môi hữu cơ bay hơi, formalde-
hit.
50
Hệ thống
xử lý khí
thải
- Nước thải sinh ra từ tháp rửa ướt.
- Bùn thải của hệ thống xử lý nước thải do xử lý nước thải
của tháp rửa ướt, vật liệu lọc, bụi.
Hệ thống
xử lý nước
thải
- Chất thải rắn gồm bùn thải của hệ thống, rác thô, vật liệu
lọc (nếu lọc đặc biệt). Đặc biệt đây là chất rắn nguy hại.
- Khí thải phụ thuộc vào dòng và quá trình xử lý nước thải,
có thể phát sinh SO2, NH3, mùi hôi thối khó chịu, đặc biệt
mùi từ công đoạn xử lý sinh học.
Nguồn: Tài liệu hướng dẫn sản xuất sạch hơn ngành thuộc da
Thực tế khảo sát DN cho thấy chất thải trong các công đoạn sản
xuất trong sản xuất sản phẩm CNHT và giày dép cũng ảnh hưởng xấu
đến môi trường:
- Công đoạn pha cắt: tạo ra các chất thải rắn như các loại ba via
từ vật liệu sản xuất mũ, lót và đế giầy bằng da, vải, giả da, các-tông,
cao su, chất tổng hợp như PU, PVC.. và tiếng ồn làm ảnh hưởng đến
môi trường.
- Công đoạn may: chất thải rắn có bụi và via vải, chỉ, giấy... Chất
thải lỏng rất ít, chỉ có một lượng rất nhỏ do sử dụng dung môi tẩy sạch
chi tiết tạo ra.
- Công đoạn gò ráp và hoàn thiện: chất gây ô nhiễm trong công
đoạn này là các loại dung môi dùng để xử lý bề mặt vật liệu chi tiết,
các loại keo dán, chất tạo bóng và mầu trong trau chuốt phun xì giầy.
Công đoạn này sử dụng các thiết bị sấy nên phải tính đến ảnh hưởng
do nhiệt độ cao gây ra, nhất là trong những tháng mùa hè.
- Công đoạn khác: Công đoạn cán luyện cao su gây tiếng ồn và
bụi, ô nhiễm không khí và sinh ra một số chất thải rắn; Các xưởng sản
xuất đế giầy trong những tháng hè thường bị nóng do nhiệt độ phát
tán từ các thiết bị có gây nhiệt như thiết bị sấy và ô nhiễm bụi.
51
Bên cạnh các yếu tố về công nghệ sản xuất và xử lý nước thải,
áp dụng ISO 14001 là biện pháp hữu hiệu nhằm kiểm soát và giảm
các ảnh hưởng xấu đến môi trường tại DN CNHT ngành da giày. Về
cấu trúc, ISO 14001:2015 bao gồm 10 điều khoản, trong đó các điều
khoản từ 4 đến 10 là những yêu cầu thực tế và phải được thực hiện
như một phần của HTQLMT tại mỗi DN:
Bảng III.4 Bộ tiêu chuẩn ISO 14001:2015
ĐK
Yêu cầu
Tóm tắt
Chi tiết phạm vi áp dụng của tiêu chuẩn
1
Phạm vi áp
dụng
Các tài liệu tham khảo, viện dẫn của tiêu chuẩn
2
Tài liệu viện
dẫn
3
Thuật ngữ và
định nghĩa
Định nghĩa các thuật ngữ sử dụng trong tiêu
chuẩn
4
Bối cảnh của tổ
chức
Xác định các vấn đề nội bộ và bên ngoài ảnh
hưởng đến HTQLMT; xác định các bên hữu
quan có liên quan đến HTQLMT và yêu cầu của
họ; xác định phạm vi và xây dựng HTQLMT.
5.
Lãnh đạo
Các yêu cầu về lãnh đạo và cam kết của lãnh
đạo cao nhất đối với tính hiệu lực của HTQLMT,
thiết lập chính sách môi trường và vai trò,
trách nhiệm của các vị trí liên quan.
6
Hoạch định
Xác định rủi ro và cơ hội ảnh hưởng đến
HTQLMT và các hành động nhằm đảm bảo
HTQLMT đạt được kết quả dự kiến.
7
Hỗ trợ
Điều khoản này xác định các nguồn lực cần
thiết nhằm thực hiện, duy trì và cải tiến liên
tục HTQLMT. Tập trung vào nhận thức và xác
định năng lực
8
Điều hành
Điều khoản chú trọng vào việc kiểm soát
quá trình, chuẩn bị sẵn sàng và xử lý các tình
huống khẩn cấp, giảm thiểu các ảnh hưởng
bất lợi khi cần thiết.
9
Đánh giá kết
quả hoạt động
Điều khoản này bao gồm các yêu cầu để đo
lường, phân tích và đánh giá hiệu lực của
HTQLMT, kiểm soát định kỳ của lãnh đạo về
HTQLMT.
10.
Cải tiến
DN phải xác định, lựa chọn cơ hội và cải tiến
liên tục nhằm nâng cao kết quả và hiệu lực
của HTQLMT
52
Mối quan hệ giữa các điều khoản của ISO 14001:2015 được thiết
kế theo Chu trình cải tiến liên tục PDCA (Lập kế hoạch – Thực hiện
Hộp III.3: Cải tiến chất lượng liên tục với PDCA
PDCA hay Chu trình PDCA (Lập kế hoạch – Thực hiện – Kiểm tra – Điều
chỉnh) là chu trình cải tiến liên tục được Tiến sĩ Deming giới thiệu cho
người Nhật trong những năm 1950. Nội dung của chu trình PDCA bao
gồm:
Plan: lập kế hoạch, xác định mục tiêu, phạm vi, nguồn lực để thực hiện,
thời gian và phương pháp đạt mục tiêu.
Do: Đưa kế hoạch vào thực hiện.
Check: Dựa theo kế hoạch để kiểm tra kết quả thực hiện.
Action: Thông qua các kết quả thu được để đề ra những tác động điều
chỉnh thích hợp nhằm bắt đầu lại chu trình với những thông tin đầu vào
mới.
Chu trình PDCA cho thấy thực chất của quá trình quản lý chất lượng là sự
cải tiến liên tục và không ngừng. Trên thực tế chu trình PDCA là nền tảng
cho các chu trình cải tiến trong ISO 9001. Khi một tổ chức thực hiện được
chu trình PDCA cũng sẽ làm chủ được hệ thống quản lý chất lượng theo
tiêu chuẩn ISO 9001.
Nguồn: Tổng hợp của nhóm nghiên cứu, 2016
– Kiểm tra – Điều chỉnh), qua đó yêu cầu DN luôn có sự cải tiến về
HTQLMT.
53
ISO 14001:2015 cũng yêu cầu cụ thể về việc duy trì, lưu giữ thông
tin dạng văn bản. Cụm từ “thông tin dạng văn bản” đề cập đến các
yêu cầu về tài liệu, hồ sơ. Các điều khoản nào trong tiêu chuẩn có yêu
cầu “duy trì thông tin dạng văn bản” có nghĩa là điều khoản đó yêu cầu
có “tài liệu”, “thủ tục dạng văn bản”. Điều khoản nào yêu cầu “lưu giữ
thông tin dạng văn bản” có nghĩa là yêu cầu có “hồ sơ” cung cấp bằng
chứng cho sự phù hợp với các yêu cầu. Để xây dựng hệ thống ISO
14001:2015, DN cần xây dựng đầy đủ các lưu trình, hồ sơ, văn bản này.
4.3
Phạm vi của HTQLMT
7.5.1
Thông tin dạng văn bản theo
yêu cầu của tiêu chuẩn và văn
bản mà DN xác định là cần
thiết cho HTQLMT
5.2
Chính sách môi trường
Bảng III.5 Các yêu cầu duy trì, lưu giữ thông tin dạng văn bản
7.5.3 Thông tin dạng văn bản có
nguồn gốc từ bên ngoài được
DN xác định là cần thiết.
6.1.1
8.1
Thông tin dạng văn bản về
mức độ cần thiết để đảm bảo
các quá trình được thực hiện
theo kế hoạch
Thông tin dạng văn bản
về rủi ro và cơ hội, đáp
ứng yêu cầu của khoản
6.1
6.1.2
9.1.1 Bằng chứng của kết quả giám
sát, đo lường, phân tích và
đánh giá
Thông tin dạng văn
bản về khía cạnh môi
trường và các tác động
môi trường có iên quan
6.1.3
9.1.2 Bằng chứng của kết quả đánh
giá sự tuân thủ
Thông tin dạng văn bản
về các nghĩa vụ tuân
thủ
6.2.1
Thông tin dạng văn bản
về các mục tiêu môi
trường
9.2.2 Bằng chứng của việc thực
hiện các chương trình đánh
giá và kết quả
7.2
9.3
Thông tin dạng văn bản
về bằng chứng năng lực
Thông tin dạng văn bản là
bằng chứng về kết quả của
quá trình xem xét của lãnh
đạo
7.4
Thông tin dạng văn bản
về bằng chứng truyền
thông
10.2 Thông tin về bản chất sự
không phù hợp và hành động
thực hiện cũng như kết quả
của hành động khắc phục
Các bước xây dựng và áp dụng ISO 14001:2015 tại DN:
Bước 1: Chuẩn bị và lập kế hoạch tiến hành dự án
Nghiên cứu, tìm hiểu cụ thể về ISO 14001:2015
Thành lập ban chỉ đạo dự án ISO 14001:2015. Thành viên ban chỉ
đạo phải có các kiến thức cơ bản về môi trường và HTQLMT theo ISO
14001:2015. Bổ nhiệm đại diện lãnh đạo về môi trường.
54
Phân tích bối cảnh DN, các vấn đề nội bộ và bên ngoài DN, những
bên liên quan, những ảnh hưởng đến môi trường. So sánh với các
điều khoản luật hiện hành và những yêu cầu khác có liên quan
Thực hiện đánh giá ban đầu về môi trường.
Lập kế hoach cụ thể và phân công cán bộ chuyên trách từng phần công việc cụ thể cho việc xây dựng HTQLMT.
Tổ chức đào tạo về ISO 14001:2015 cho cán bộ, nhân viên trong DN, đặc biệt là nhóm thực hiện dự án và các cán bộ lãnh đạo.
Bước 2: Xây dựng và lập văn bản hệ thống quản lý môi trường
Xây dựng chính sách môi trường và cam kết của lãnh đạo, tuyên bố cam kết này với toàn thể cán bộ, nhân viên trong công ty.
Thiết lập mục tiêu, chỉ tiêu và chương trình quản lý môi trường
nhằm đạt được các mục tiêu, chỉ tiêu đã đề ra. Chương trình cần mô tả
cách thức tổ chức sẽ đạt được các mục tiêu của mình, bao gồm cả thời
gian, các nguồn lực cần thiết và người chịu trách nhiệm thực hiện.
Bước 3: Thực hiện và theo dõi hệ thống quản lý môi trường
Ðảm bảo về nhận thức và thông tin liên lạc cho mọi thành viên
trong tổ chức để thực hiện hệ thống quản lý môi trường một cách
hiệu quả.
Theo dõi và kiểm tra việc thực hiện HTQLMT, thực hiện các hành
động cần thiết nhằm đảm bảo sự phù hợp với các yêu cầu của tiêu
chuẩn, các chương trình về môi trường, các qui trình và sổ tay quản
lý môi trường.
Sử dụng các kỹ thuật năng suất xanh như các công cụ hỗ trợ nâng cao hiệu quả hoạt động môi trường.
Bước 4: Ðánh giá nội bộ và xem xét
Trang bị kiến thức về đánh giá nội bộ hệ thống quản lý môi trường cho lãnh đạo và các cán bộ chủ chốt của công ty.
Thiết lập hệ thống đánh giá nội bộ và hệ thống xem xét của lãnh đạo.
Thực hiện chương trình đánh giá hệ thống quản lý môi trường nội bộ theo các yêu cầu của tiêu chuẩn ISO 14001:2015.
Báo cáo kết quả của đợt đánh giá trên lên lãnh đạo để xem xét, thực hiện các hành động khắc phục.
Bước 5: Ðánh giá, xem xét và chứng nhận hệ thống
55
Lựa chọn cơ quan chứng nhận phù hợp và xin đăng ký chứng
nhận. Tổ chức tiến hành đánh giá trước chứng nhận nếu thấy cần
thiết.
Chuẩn bị cho cơ quan chứng nhận tiến hành đánh giá hệ thống
văn bản và đánh giá thực trạng của tổ chức. Xem xét kết quả đánh
giá ban đầu của cơ quan chứng nhận và thi hành các biện pháp khắc
phục đối với những điểm không phù hợp.
Bước 6: Duy trì chứng chỉ
Thực hiện đánh giá nội bộ.
Thực hiện các hành động khắc phục.
Thực hiện đánh giá giám sát.
Không ngừng duy trì, cải tiến liên tục hệ thống và chịu sự giám sát định kỳ của tổ chức chứng nhận.
Các tổ chức đã và đang áp dụng tiêu chuẩn ISO 14001:2004 cần
lưu ý thực hiện những hoạt động sau để chuyển đổi cập nhật lên ISO
14001:2015:
1. Đánh giá HTQLMT đang áp dụng theo phiên bản ISO 14001:2015
để xác định những điểm chưa phù hợp. Xây dựng kế hoạch chuyển
đổi. 2. Tổ chức đào tạo, truyền đạt nhận thức cho nhân viên và các bên liên quan về HTQLMT theo phiên bản ISO 14001:2015. 3. Cập nhật, xây dựng các văn bản cần thiết để đáp ứng các yêu cầu của tiêu chuẩn sửa đổi. 4. Xác nhận hiệu lực của hệ thống quản lý thông qua các hoạt động như đánh giá nội bộ và xem xét của lãnh đạo. 5. Đăng ký đánh giá chứng nhận (trong lần đánh giá giám sát, đánh giá tái chứng nhận, hoặc cuộc đánh giá riêng). Một số kết quả về hoạt động hỗ trợ áp dụng ISO 14001:2015 tại DN:
- Nâng cao năng lực quản lý các khía cạnh môi trường thông
qua chương trình hành động vì môi trường được triển khai trong toàn
DN.
- Giảm 10% tiêu dùng tài nguyên( điện, nước, giấy, than đá,
xăng dầu…vv) thông qua các chương trình giảm tiêu dùng tài nguyên
được triển khai trong toàn DN Kiểm soát tốt hơn các tình trạng khẩn cấp về môi trường của - DN thông qua các thủ tục quản lý tình trạng khẩn cấp và PCCN.
56
- Nâng cao năng lực đáp ứng các yêu cầu của luật pháp và các
yêu cầu khác.
- Ứng xử có trách nhiệm với cộng đồng
Một số trở ngại thường gặp khi triển khai dự án cải tiến:
- Sự cam kết của Lãnh đạo và các cấp quản lý
- Tính tuân thủ theo mục tiêu/chương trình hành động của dự án
- Hiểu biết chưa đầy đủ về môi trường và tác động của chúng tới con người. - Xác định không đầy đủ các tác động môi trường trong quá trình sản xuất.
57
- Công nghệ lạc hậu.
- Làm theo hình thức mà không chú trọng tới các giá trị cốt lõi của môi trường.
Hộp III4: Điều kiện áp dụng thành công ISO 14001:2015
Thực tế hỗ trợ DN cho thấy, bên cạnh sự tư vấn, hỗ trợ của chuyên
gia, các điều kiện cần thiết để áp dụng thành công ISO 14001:2015
tại DN:
1. Ðịnh hướng và quyết tâm của lãnh đạo DN
- Sự quyết tâm và chỉ đạo chặt chẽ của lãnh đạo DN trong việc
triển khai xây dựng và áp dụng ISO 14001. Tìm hiểu và nắm vững
nội dung cơ bản của bộ tiêu chuẩn ISO 14001.
- Cùng với đơn vị tư vấn xác định yêu cầu của tiêu chuẩn và mức
độ đáp ứng của DN, hoạch định chính sách, mục tiêu và cam kết về
môi trường. Cung cấp đủ nguồn lực cần thiết để đào tạo và thực
hiện, triển khai hệ thống quản lý môi trường trong thực tế sản xuất
của DN.
2. Người lao động DN
- Người lao động trong DN là yếu tố quyết định sự thành công
của hệ thống quản lý. Người lao động cần hiểu được ý nghĩa ,mục
đích của quản lý môi trường, ý thức được trách nhiệm của mình
trong công việc được giao, chấp hành nghiêm chỉnh các quy định
đối với công việc cụ thể.
58
3. Trình độ công nghệ, thiết bị của DN
- Có khả năng kiểm soát các thông số ảnh hưởng đến môi trường.
- Ðáp ứng các quy định của nhà nước, của ngành về vấn đề công nghệ, môi trường.
KẾT LUẬN
Trong lĩnh vực sản xuất da thuộc và nguyên phụ liệu cho ngành
da giày, bên cạnh các yêu cầu cụ thể về chất lượng và an toàn sản
phẩm, việc áp dụng các tiêu chuẩn quản lý quốc tế đã trở thành
điều kiện tiên quyết để DN có thể tham gia vào mạng lưới sản xuất
toàn cầu. Khách hàng quốc tế thường yêu cầu, khuyến khích nhà
cung ứng áp dụng một số tiêu chuẩn quốc tế như: ISO 9000/9001
(hệ thống quản lý chất lượng); ISO 14000/14001 (hệ thống quản lý
môi trường); SA 8000 (hệ thống quản lý trách nhiệm xã hội); OHSAS
18001 (hệ thống quản lý an toàn sức khỏe nghề nghiệp). Nhằm
loại bỏ lãng phí, ổn định và nâng cao chất lượng, việc áp dụng các
công cụ quản lý tiên tiến như 5S, Keizen, Lean Manufacturing (quản
lý sản xuất tinh gọn) cũng là yêu cầu cụ thể của khách hàng đối
với các nhà cung ứng. Tuy nhiên, tại Việt Nam, số lượng DN CNHT
ngành da giày đã áp dụng các tiêu chuẩn, công cụ quản lý nâng cao
còn khá ít ỏi, đặc biệt là hệ thống quản lý môi trường ISO 14001,
các công cụ quản lý bậc cao như Lean Manufacturing, 6 Sigma.
Cuốn sách đã rà soát các yêu cầu về tiêu chuẩn, công cụ quản
lý tại các thị trường lớn của ngành da giày như EU, Mỹ, Nhật Bản; từ
đó đánh giá khả năng áp dụng các tiêu chuẩn, công cụ quản lý vào
sản xuất. Nhìn chung DN CNHT ngành da giày chủ yếu có quy mô
nhỏ, năng lực công nghệ và quản lý còn ở mức thấp, vì vậy tuy đã
nhận thức được tầm quan trọng của việc áp dụng tiêu chuẩn, công
cụ quản lý nhưng DN gặp rất nhiều khó khăn khi áp dụng vào thực
tế sản xuất. Bên cạnh việc thiết vốn, thiếu công nghệ để nâng cao
năng lực, việc thiếu các chương trình hỗ trợ, thiếu chuyên gia tư vấn
về tiêu chuẩn, công cụ quản lý cũng là khó khăn khá lớn của DN.
“Sổ tay hướng dẫn về hệ thống ISO 14001:2015; Lean Manu-
facturing và các hệ thống, công cụ quản lý nâng cao trong ngành
thuộc da và sản xuất nguyên phụ liệu ngành da giày” đã đưa ra kế
hoạch, hướng dẫn DN áp dụng 2 tiêu chuẩn: ISO 14001 và Lean
Manufacturing vào thực tế sản xuất. Các hành động được nghiên
cứu, cân nhắc cho phù hợp với đặc điểm của ngành, năng lực nội
tại của DN và nguồn lực của dự án, đảm bảo có tính khả thi cao.
59
Tuy nhiên kết quả thực hiện cũng phụ thuộc rất lớn vào
quyết tâm của DN. Đây sẽ là các bài học điển hình, nhằm triển
khai và nhân rộng hoạt động năng suất chất lượng trong DN
CNHT ngành da giày nói riêng, và DN CNHT Việt Nam nói chung.
TÀI LIỆU THAM KHẢO
1. Bộ Công Thương (2010), Tài liệu hướng dẫn sản xuất sạch hơn
trong ngành thuộc da, Hợp phần sản xuất sạch hơn trong công
nghiệp
2. Trung tâm năng suất Việt Nam (2014), Cẩm nang kiến thức về năng suất chất lượng, Nhà xuất bản Lao động - xã hội.
60
3. Viện Nghiên cứu da giày (2008), Điều tra đánh giá hiện trạng môi
trường ngành da giày; xây dựng sổ tay hướng dẫn bảo vệ môi
trường cho các doanh nghiệp ngành da giày.
4. http://www.lefaso.org.vn/ (truy cập tháng 2/2016).
5. http://www.iso.org/ (truy cập tháng 2/2016).
6. http://www.vnpi.vn (truy cập tháng 10/2016).

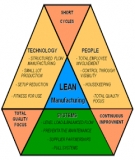
























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)