
Bài 3: HÀN GÓC KHÔNG VÁT MÉP Ở
V TRÍ ĐNG (3F)Ị Ứ
M c tiêu c a bài: ụ ủ
Sau khi h c xong bài h c này ng i h c có kh năng:ọ ọ ườ ọ ả
- Nêu đc các thông s c b n c a m i hàn góc và ng d ng c a m i ượ ố ơ ả ủ ố ứ ụ ủ ố
hàn góc.
- Chu n b phôi hàn, gá đính ch c ch n đúng kích th c, đm b o yêu ẩ ị ắ ắ ướ ả ả
c u k thu t.ầ ỹ ậ
- Ch n ch đ hàn phù h p v i chi u dày v t li u và ki u liên k t hàn ọ ế ộ ợ ớ ề ậ ệ ể ế
góc.
- Trình bày đc k thu t hàn góc không vát mép v trí đúng.ượ ỹ ậ ở ị
- Hàn đc m i hàn góc đm b o đ sâu ng u, x p v y đu, ít r khí, ượ ố ả ả ộ ấ ế ả ề ỗ
r x , bi n d ng, khuy t c nh, đúng kích th c b n v .ỗ ỉ ế ạ ế ạ ướ ả ẽ
- Rèn luy n tính c n th n, chính xác, ti t ki m nguyên v t li u, đm ệ ẩ ậ ế ệ ậ ệ ả
b o an toàn cho ng i và thi t b . ả ườ ế ị
I. Ki n th c liên quan ế ứ
1. Chu n b thi t b , d ng c , v t li u, phôi hànẩ ị ế ị ụ ụ ậ ệ
1.1. Chu n b thi t b , d ng c , v t li u hànẩ ị ế ị ụ ụ ậ ệ
- Máy hàn xoay chi u, máy hàn m t chi uề ộ ề
- Máy c t, máy mài c m tay ắ ầ
- Bàn hàn
- Th c lá, búa gõ x , kìm k p phôi, th c vuông, bàn ch i ướ ỉ ẹ ướ ả
s t, m t n hàn, găng tay...ắ ặ ạ
- Phôi thép CT3, kích th c: 160 x 80 x 3mmướ
- Que hàn: 3,2mm, 2,5mm.
1.2. Chu n b phôi hànẩ ị
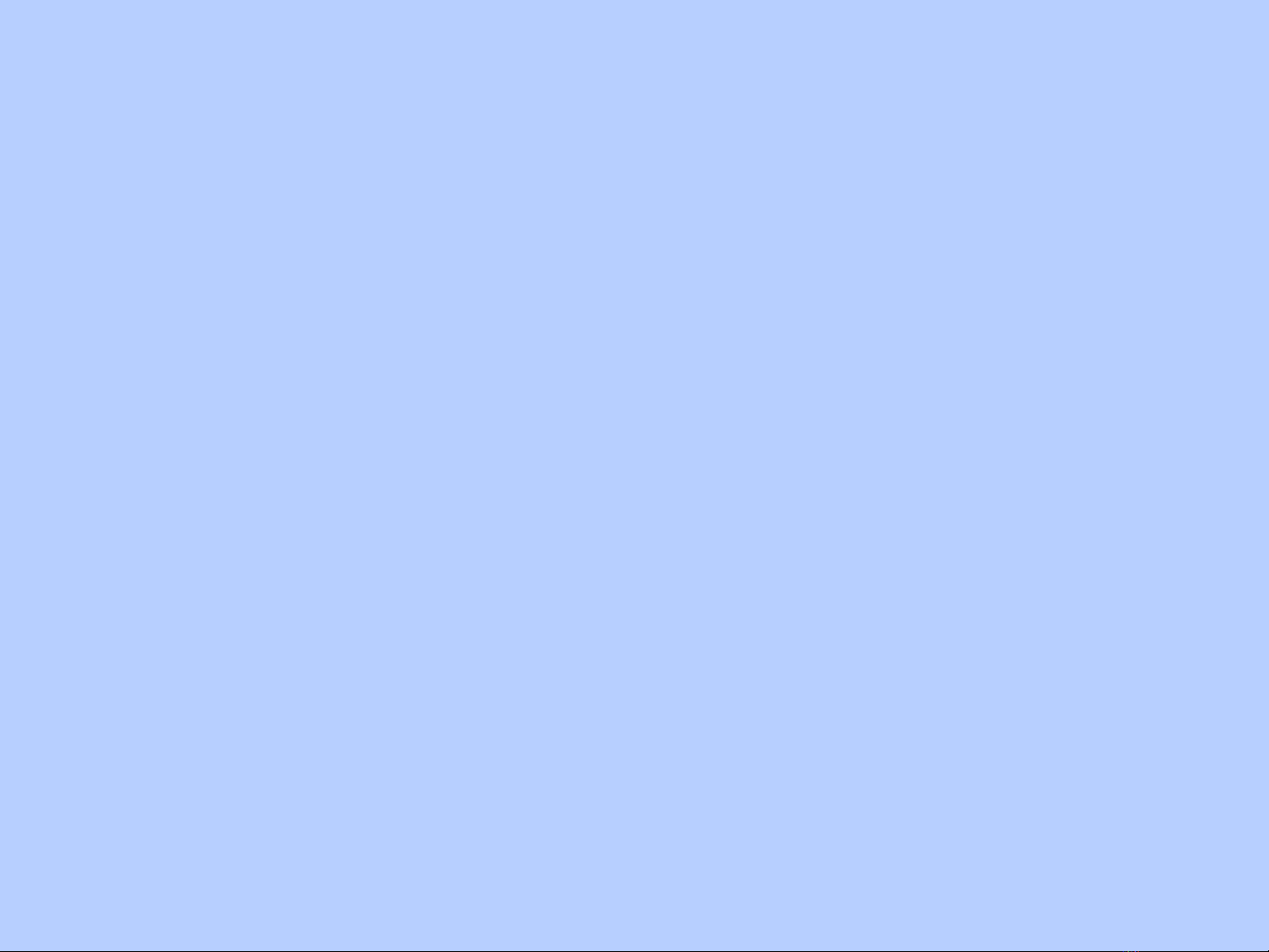
- Đc b n vọ ả ẽ
3
3
2
k=2
160
M T C T A-AẶ Ắ
160
80
A
A
Yêu c u k thu tầ ỹ ậ
- Kim lo i m i hàn bám đu hai c nhạ ố ề ạ
- M i hàn đúng kích th cố ướ
- M i hàn không khuy t t t ố ế ậ
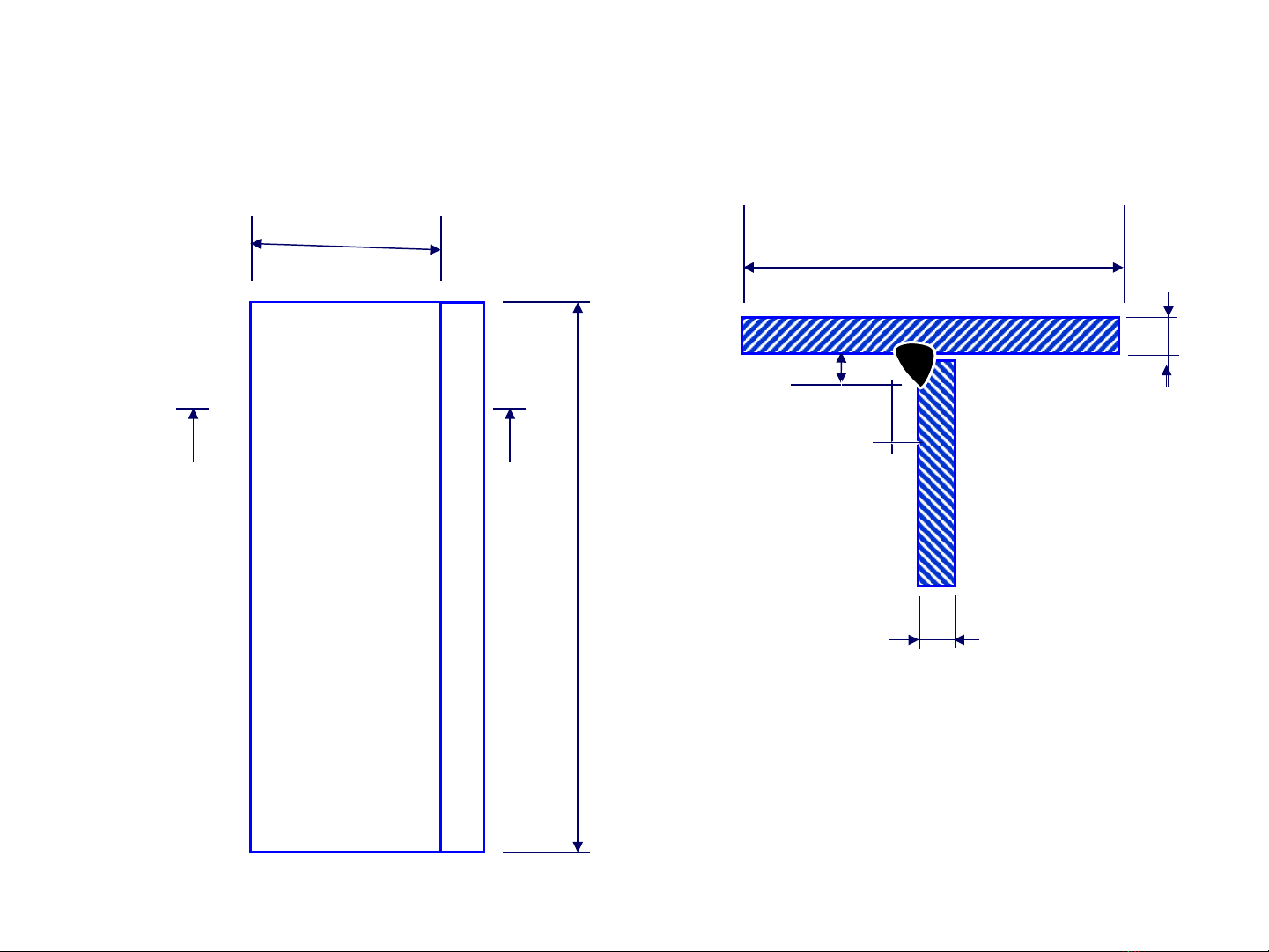
1.3. Gá đính phôi hàn
- Nh m đnh v v trí t ng đi c a các chi ti t trong m t ằ ị ị ị ươ ố ủ ế ộ
s n ph m v i nhau và gi đc các v trí này c a các chi ả ẩ ớ ữ ượ ị ủ
ti t hàn trong quá trình hàn toàn b s n ph m. Đây là b c ế ộ ả ẩ ướ
không th thi u khi ch t o s n ph m.ể ế ế ạ ả ẩ
- V i m i ghép ng n ta có th gá đính hai đu, v i m i ghép ớ ố ắ ể ầ ớ ố
dài ta có th gá đính t gi a ra…Sao cho trong quá trình gá ể ừ ữ
đính thu n l i vi c xác đnh v trí t ng đi gi a các chi ậ ợ ệ ị ị ươ ố ữ
ti t.ế
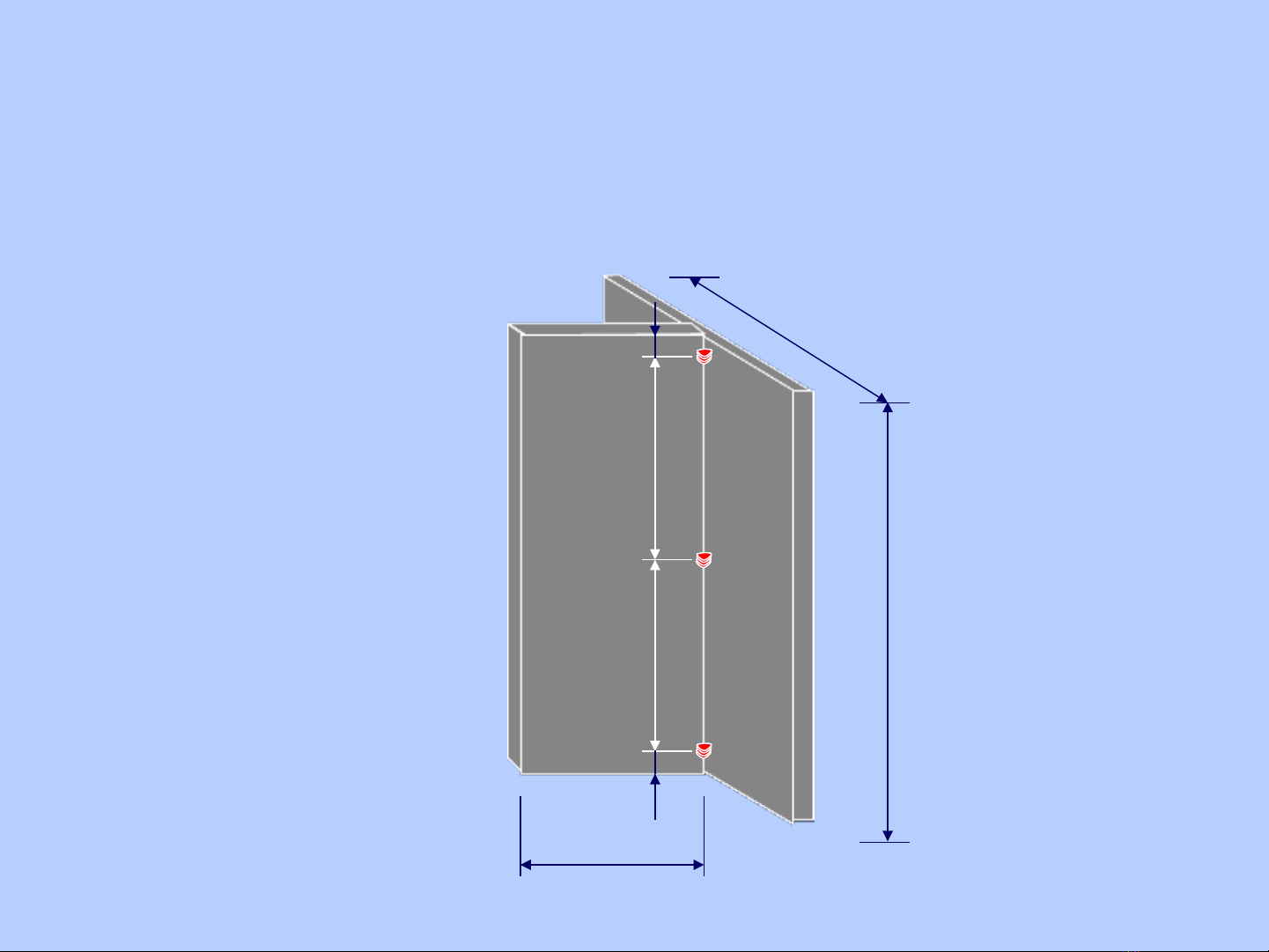
+ V trí, kho ng cách các m i hàn đínhị ả ố
+ Kích th c m i hàn đính b ng (3÷4) chi u dày v t hàn ướ ố ằ ề ậ
không quá 30mm
75 755 5
160
160
80



![Bài giảng Hàn 1G không vát mép: Hai chi tiết 200x50x5 [Chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2023/20230711/phuong5901/135x160/7651689050515.jpg)





![Bài giảng Hàn cơ bản: Bài 1 - Trần Thanh Ngọc [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2022/20221223/trangtrang0906/135x160/3091671783237.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)