10/17/2020
1
FME
Chương 2:
CƠ SỞ THIẾT KẾ KHUÔN
TRÊN HỆ TÍCH HỢP CAD/CAE
CBGD: Nguyễn Văn Thành
E-mail: nvthanh@hcmut.edu.vn
Môn học: Thiếtkếkhuôn trên hệtích hợp CAD/CAE
FME
2
CHƯƠNG 2: CƠ SỞ THIẾT KẾ KHUÔN TRÊN HTH
Nội dung:
2.1. Xác định thông sốmiệng phun
2.2. Thiết kế hệ thống cấp nhựa
2.3. Cân bằng dòng
2.4. Tổng quan hệ thống làm nguội
2.5. Thiết kế hệ thống làm nguội
Multi-cavity molds
Family molds
Làm nguộihợplý Làm nguội khônghợplý
FME
3
2.1. Xác định thông sốmiệng phun (1)
Miệng phun và hệ thống cấp nhựa:
FME
4
4
Các yếutốảnh hưởng đến thông sốmiệng phun:
2.1. Xác định thông sốmiệng phun (2)
1 2
3 4
10/17/2020
2
FME
5
2.1.1. Chọn loại miệng phun
2.1.2. Xác định vị trí miệng phun
2.1.3. Xác định số lượng miệng phun
2.1.4. Xác định kích thước miệng phun
2.1. Xác định thông sốmiệng phun (3)
FME
6
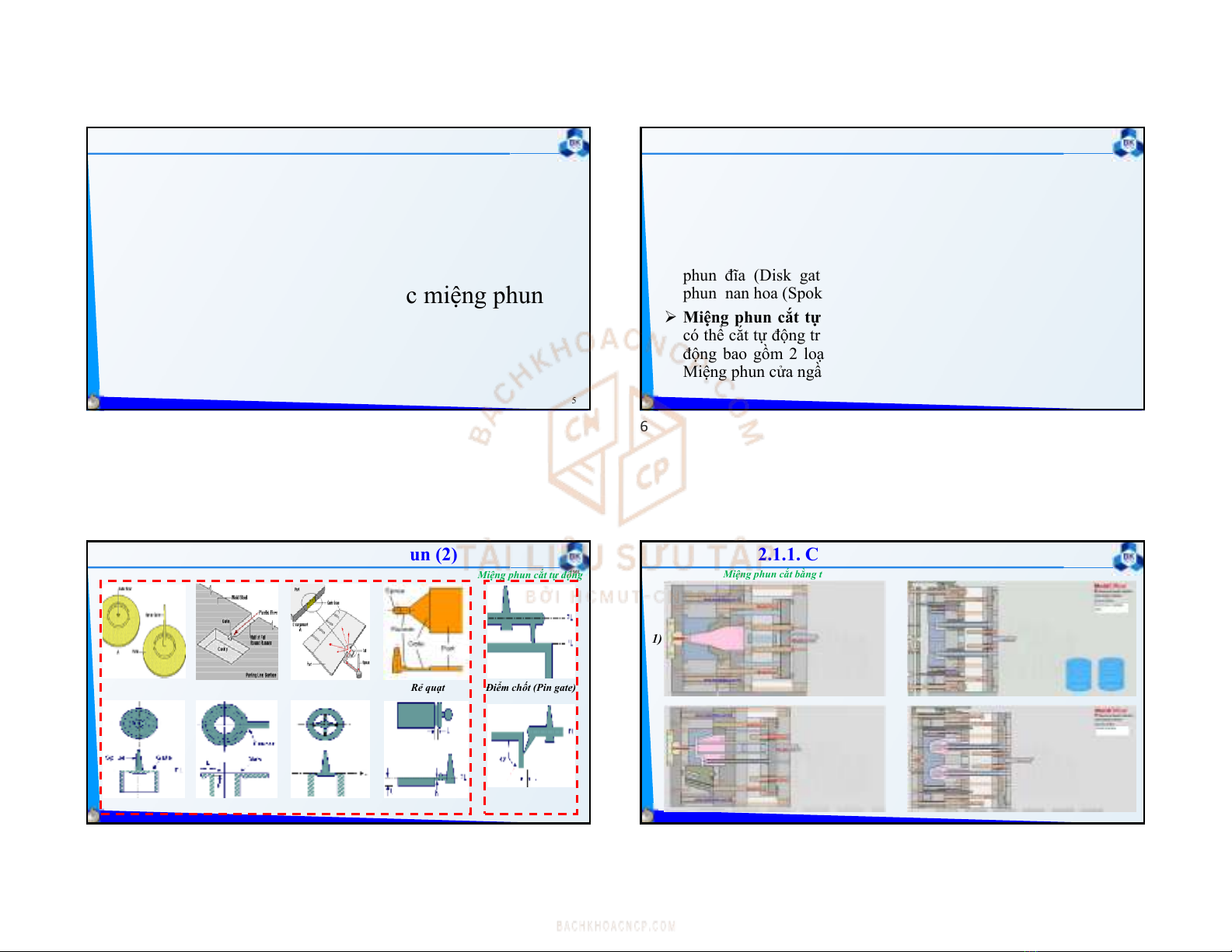
Theo yêu cầuphương pháp cắtMiệng phun, có thể chọn
Miệng phun cắt bằng tay hoặc Miệng phun cắt tự động.
Miệng phun cắtbằng tay bao gồm 8 loại thông dụng: Miệng
phun trực tiếp (Sprue gate); Miệng phun cạnh (Edge gate);
Miệng phun dải (Tab gate); Miệng phun quạt (Fan gate); Miệng
phun đĩa (Disk gate); Miệng phun vành (Ring gate); Miệng
phun nan hoa (Spoke gate); Miệng phun màng (Film gate).
Miệng phun cắttựđộng được thiết kế với mặt cắt rất nhỏ để
có thể cắt tự động trong quá trình mở khuôn. Miệng phun cắt tự
động bao gồm 2 loại thông dụng: Miệng phun kim (Pin gate);
Miệng phun cửa ngầm (Submarine gate).
2.1.1. Chọnloại miệng phun (1)
FME
7
2.1.1. Chọnloại miệng phun (2)
TrựctiếpCạnh Dảibăng Rẻquạt
ĐĩaVành Nan hoa Tấmmỏng
Điểmchốt (Pin gate)
Cửangầm
(Submarine gate)
Miệng phun cắtbằng tay Miệng phun cắttựđộng
FME
8
2.1.1. Chọnloại miệng phun (3)
Miệng phun cắtbằng tay Miệng phun cắttựđộng
1)
2)
3)
4)
5 6
7 8
10/17/2020
3
FME
9
Nó ảnh hưởng rất lớn tới chất lượng sản phẩm vì
khi xác định không thích hợp có thể gây ra hiện
tượng điền đầy không đều, thậm chí không thể
điền đầy.
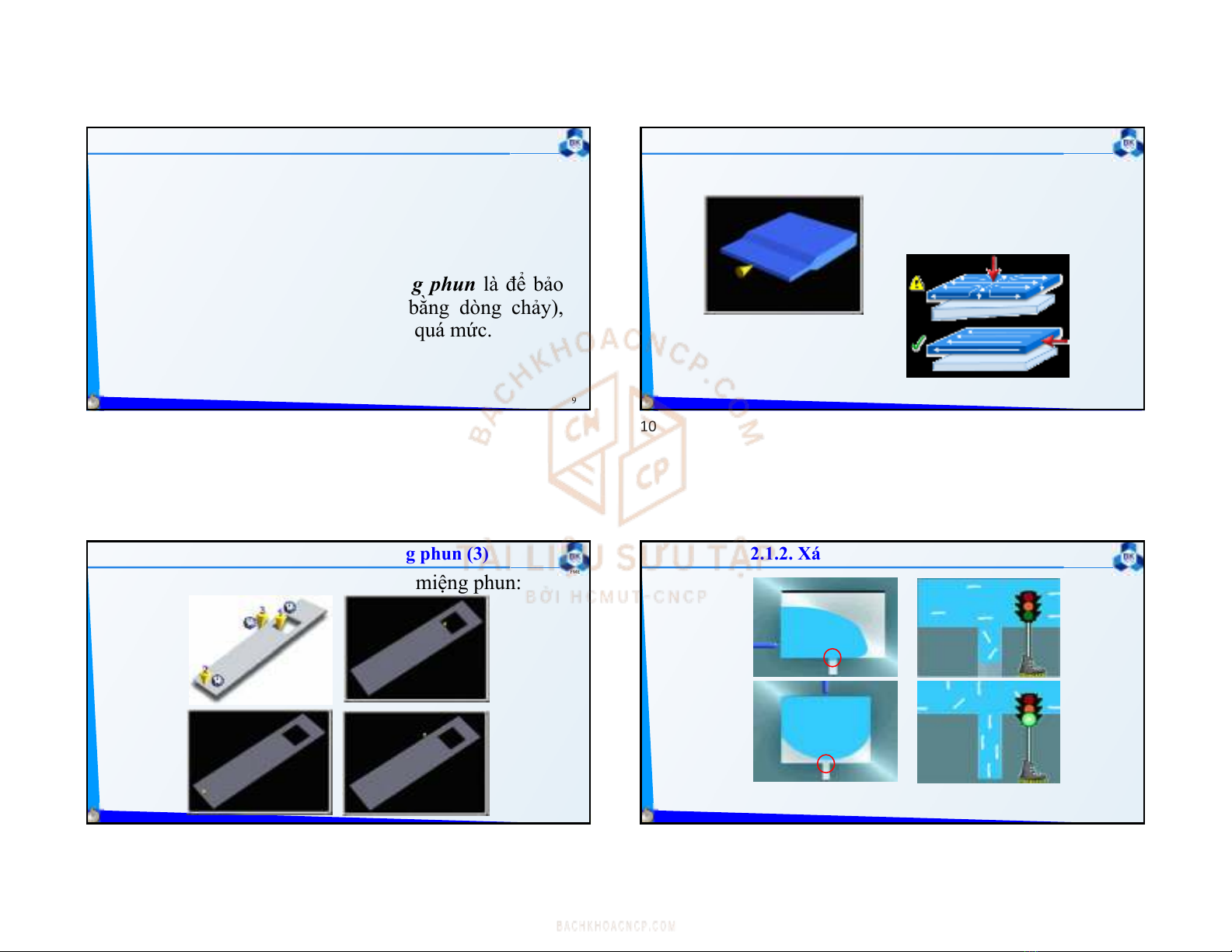
Mụcđích xác định vịtrí miệng phun là để bảo
đảm điền đầy cùng lúc (cân bằng dòng chảy),
điều này ngăn ngừa sự điền đầy quá mức.
2.1.2. Xác định vịtrí miệng phun (1)
FME
10
Minh họa ảnh hưởng của vị trí miệng phun:
2.1.2. Xác định vịtrí miệng phun (2)
FME
11
Minh họa ảnh hưởng của vị trí miệng phun:
2.1.2. Xác định vịtrí miệng phun (3)
FME
12
2.1.2. Xác định vịtrí miệng phun (4)
910
11 12
10/17/2020
4
FME
13
Nguyên tắcxácđịnh sốmiệng phun:
Chiều dài dòng chảy.
Thểtích sảnphẩm.
Áp suất phun tốiđa.
Sựcong vênh, co rút và lõm.
Thờigianchukỳ.
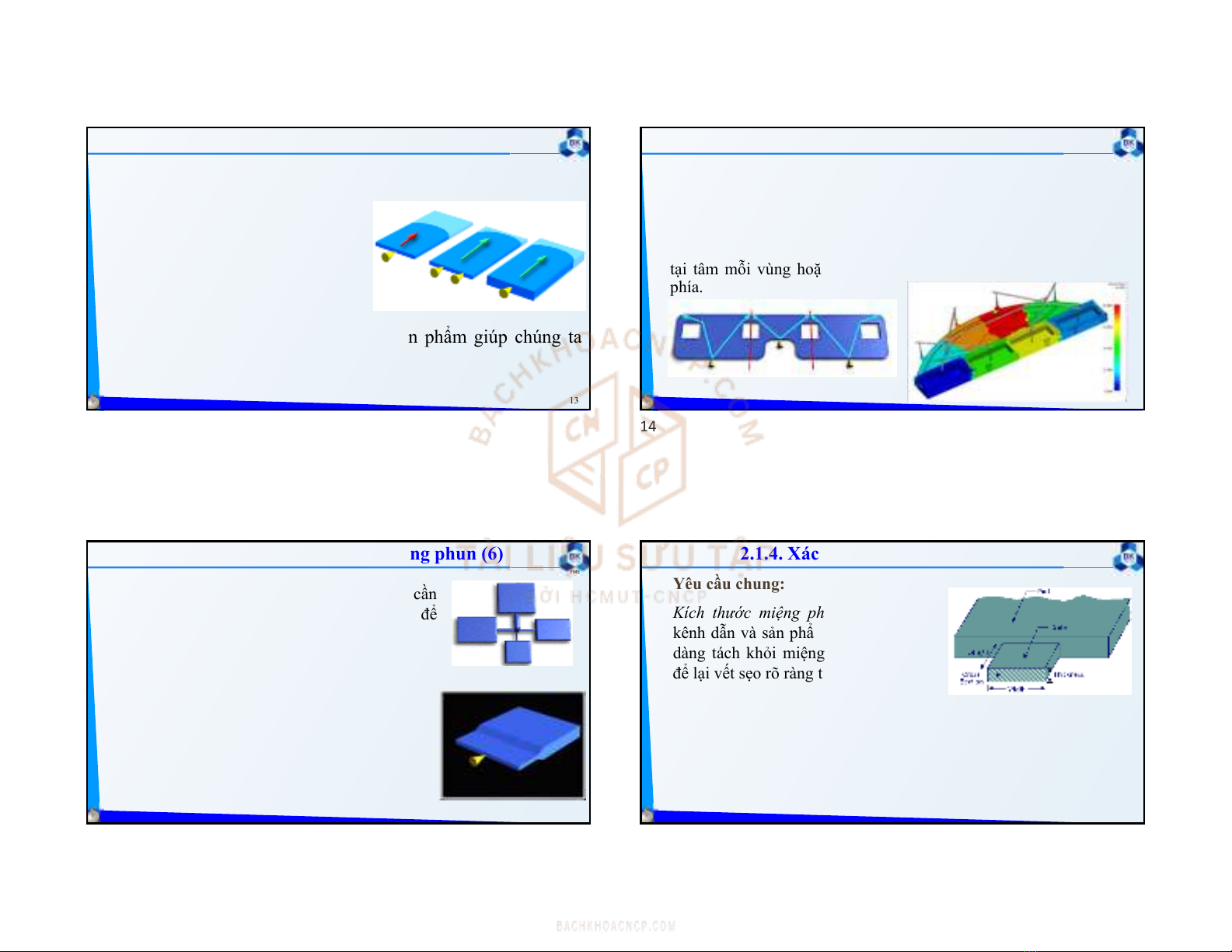
Sốđường hàn: chophéptrênsảnphẩmgiúpchúngta
xác định số miệng phun cần thiết.
2.1.3. Xác định sốlượng miệng phun (1)
FME
14
Nguyên tắcxácđịnh sốlượng miệng phun:
Đầu tiên đặt một miệng phun tại tâm của khoang tạo hình, kiểm
tra có cân bằng dòng chảy không. Nếu tiêu chuẩn này không thỏa
thì sử dụng nhiều miệng phun. Gồm hai bước sau:
Bước1:Chia sảnphẩm thành nhiều vùng với một miệng phun
tại tâm mỗi vùng hoặc giữa cạnh của mỗi vùng và cùng về một
phía.
2.1.3. Xác định sốlượng miệng phun (2)
FME
15
Trong trường hợp tiết diện dày và mỏng cùng
tồn tại, tốt hơn, chúng ta nên chọn vị trí miệng
phun tại vùng dày hơn nhằm tránh sự không
điền đầy xảy ra do sự đông đặc sớm của dòng
chảy nhựa giữa miệng phun và vùng có tiết
diện dày.
Bước2:Kích thướchệthống kênh dẫncần
phải được thiết lập cho từng miệng phun để
điền đầy cùng lúc.
2.1.3. Xác định sốlượng miệng phun (6)
FME
16
Yêu cầu chung:
Chiều dài miệng phun cần phải càng ngắn càng tốt để giảm bớt áp
suất rơi quá mức ngang qua miệng phun. Chiều dài miệng phun
thích hợp thì phải trong phạm vi từ 1 đến 1.5 mm.
Bềdày miệng phun thường bằng 2/3 bề dày sản phẩm.
Kích thướcmiệng phun nên nhỏ hơn
kênh dẫn và sản phẩm để sản phẩm dễ
dàng tách khỏi miệng phun mà không
đểlạivếtsẹorõràngtrênsảnphẩm.
2.1.4. Xác định kích thướcmiệng phun
13 14
15 16
10/17/2020
5
FME
17
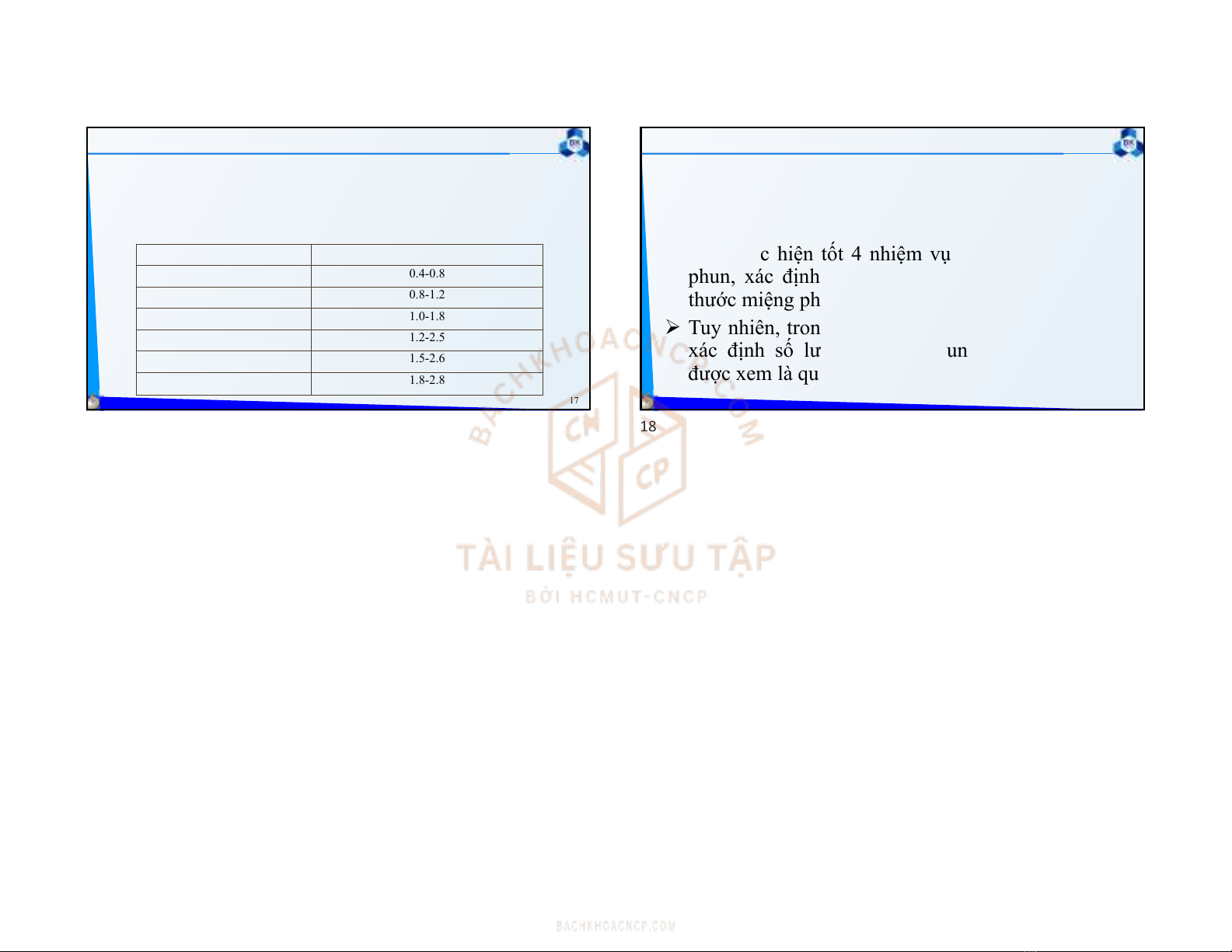
Nguyeântaécxaùcñònh kích thöôùcm ieäng phun:
Döïavaøoloaïim ieäng phun hoaëïc khoáilöôïng sảnphẩm:
-D öïavaøosöïphaânloaïim ieäng phun ñöôïctrình baøyôûphaàntröôùc
-D öïatreân khoáilöôïng ñöôïctính theo baûng sau:
1
.
4
Xa
ùc
ñòn
h
kíc
h
th ö ô
ùc
mieäng phu
n
(2
)
Khốilượng sảnphẩm(g) Đường kính miệng phun (mm)
Đến 10 0.4-0.8
10-20 0.8-1.2
20-40 1.0-1.8
40-150 1.2-2.5
150-300 1.5-2.6
300-500 1.8-2.8
FME
18
Tóm lại, việc thiết kế thông số miệng phun có ảnh
hưởng rất lớn đến chất lượng sản phẩm.
Do đó, nguyên tắc khi thiết kế miệng phun cần
phải thực hiện tốt 4 nhiệm vụ là chọn loại miệng
phun, xác định vị trí, xác định số lượng và kích
thước miệng phun.
Tuy nhiên, trong đó xác định vị trí miệng phun và
xác định số lượng miệng phun là hai nhiệm vụ
được xem là quan trọng hơn.
KẾT LUẬN
17 18














![Bài tập môn Cơ sở thiết kế máy [năm] [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251008/ltgaming1192005@gmail.com/135x160/26601759980842.jpg)

![Tài liệu huấn luyện An toàn lao động ngành Hàn điện, Hàn hơi [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250925/kimphuong1001/135x160/93631758785751.jpg)


