
105
- -
Bµi thùc tËp chuyªn ®Ò
tHö NGHIÖM LËP TR×NH CHO Bé ®iÒu khiÓn
kh¶ lËp tr×nh (PLC)
1. Mục đích
C¸c bé ®iÒu khiÓn kh¶ lËp tr×nh (PLC) hiÖn nay ®· ®−îc øng dông kh¸ réng r·i:
trong s¶n xuÊt, trong nghiªn cøu khoa häc ®Ó tù ®éng ho¸ nhiÒu qu¸ tr×nh. Trong
nhµ tr−êng, nhiÒu tr−êng §¹i häc ®· d¹y trong gi¸o tr×nh vÒ "§iÖn tö c«ng nghiÖp",
vÒ "Tù ®éng ho¸ c¸c qu¸ tr×nh". ThËm chÝ nhiÒu n¬i ®· më nh÷ng líp ®µo t¹o theo
chøng chØ chuyªn vÒ "øng dông vµ lËp tr×nh cho PLC". NhiÒu sinh viªn c¸c tr−êng
C«ng NghÖ sau khi ra tr−êng ®· "lµm viÖc" chØ trªn c¸c hÖ thèng PLC. V× vËy, trong
khu«n khæ c¸c bµi thùc tËp chuyªn ®Ò cho sinh viªn nh÷ng n¨m cuèi mét phÇn vÒ
thùc tËp lËp tr×nh ®Ó ®−a mét hÖ thèng PLC vµo ho¹t ®éng lµ rÊt cÇn thiÕt. Trong
khu«n khæ bµi viÕt nµy, nh÷ng vÊn ®Ò sÏ ®−îc tr×nh bµy nh− sau:
• Nh÷ng hiÓu biÕt chung vÒ PLC
• Nh÷ng th«ng sè kü thuËt cña PLC SIEMENS S7 200
• TËp lÖnh dïng cho PLC SIEMENS S7 200
• Nh÷ng viÖc ph¶i lµm trong khu«n khæ bµi thùc tËp
2. Dụng cụ thực nghiệm
PLC SIEMENS S7 200
TËp lÖnh dïng cho PLC SIEMENS S7 200
A. CƠ SỞ LÝ THUYẾT
1. Lập trình và dữ liệu
Mét PLC cã thÓ ®−îc sö dông mét c¸ch kinh tÕ hay kh«ng chÞu ¶nh h−ëng
lín cña nh÷ng thuËn tiÖn vµ dÔ dµng s½n cã vµ th−êng trùc trªn panen lËp tr×nh. Tr¸i
víi ®iÒu khiÓn sè, chØ cã thÓ dïng ®−îc bé ®iÓu khiÓn kh¶ lËp tr×nh nÕu cã mét
panen lËp tr×nh lu«n s½n sµng. Nh− vËy khi trang bÞ mét bé PLC còng ®ång thêi ph¶i
trang bÞ mét panen lËp tr×nh cña cïng mét nhµ chÕ t¹o. Ngay c¶ khi m«®un ®Çu vµo
®−îc tiªu chuÈn ho¸, th× vÉn ®ßi hái bé PLC ph¶i cã nh÷ng bé ®Çu ra kh¸c nhau vµ
®Æc biÖt.
106
- -
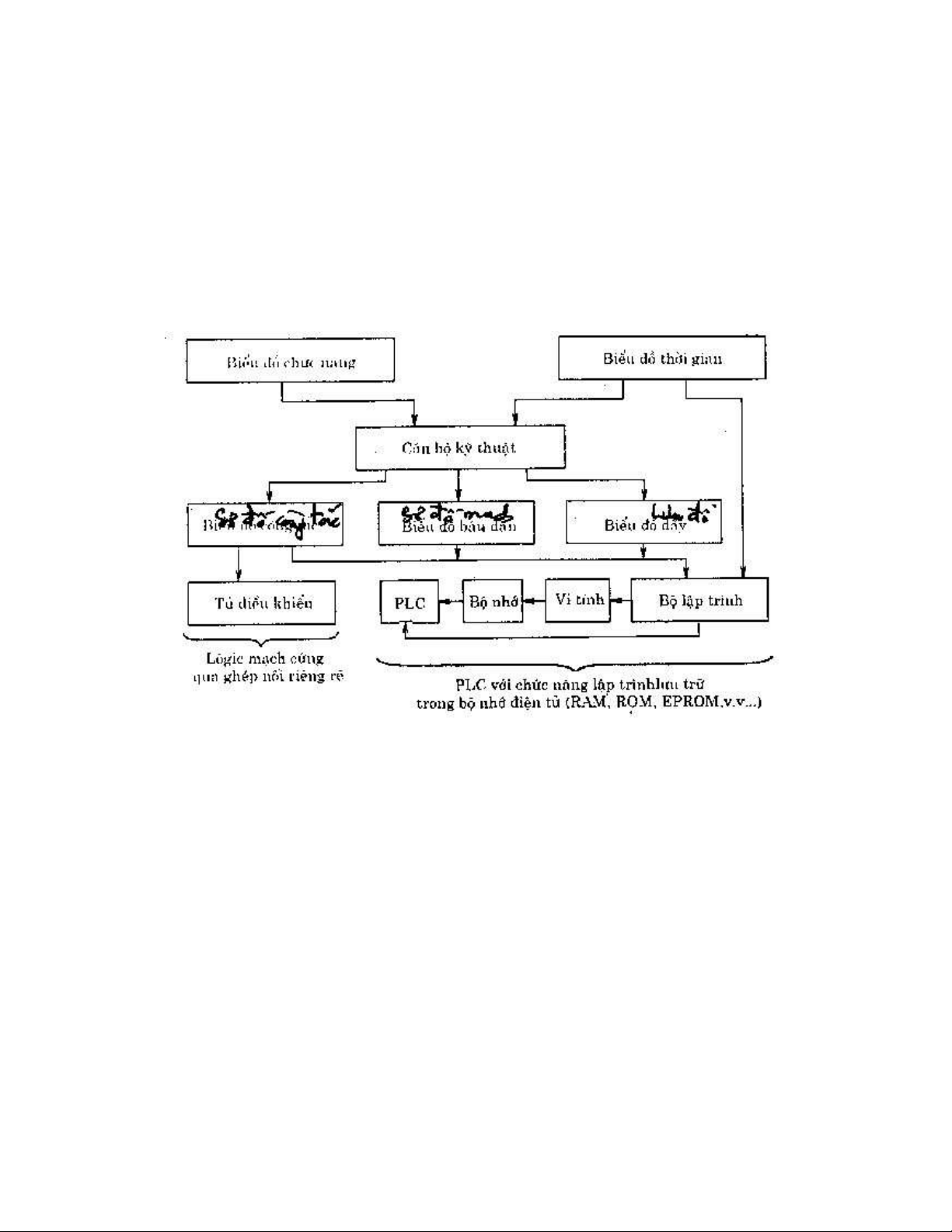
Sù kh¸c nhau chÝnh gi÷a bé ®iÒu khiÓn kh¶ lËp tr×nh vµ c«ng nghÖ r¬le hoÆc
b¸n dÉn lµ ë chç kü thuËt nhËp ch−¬ng tr×nh vµo bé ®iÓu khiÓn nh− thÕ nµo (h×nh 1).
Trong ®iÒu khiÓn r¬le, bé ®iÓu khiÓn chuyÓn ®æi bao gåm mét c¸ch c¬ häc nh÷ng
m«®un c¸ thÓ phï hîp víi ch−¬ng tr×nh m¹ch vµ d·y ®iÒu khiÓn ®−îc kiÓm so¸t
b»ng tay th«ng qua viÖc nèi d©y do ®ã mµ cã tõ kü thuËt: “®iÒu khiÓn cøng”. Tr¸i
l¹i, viÖc nhËp mét d·y ®iÒu khiÓn vµo mét PLC ®−îc thùc hiÖn th«ng qua mét panen
lËp tr×nh vµ mét ngo¹i vi ch−¬ng tr×nh, cã thÓ chØ ra mäi ph−¬ng ph¸p vµ qui tr×nh cã
thÓ ®Ó nhËp l«gic vµo c¸c bé phËn l−u tr÷ ®iÖn tö.
H×nh 1: Sù kh¸c biÖt gi÷a ®iÒu khiÓn b»ng m¹ch cøng vµ PLC.
H×nh 1 la s¬ ®å khèi tr×nh bµy sù kh¸c biÖt gi÷a PLC vµ bé ®iÓu khiÓn b»ng
m¹ch cøng trªn ph−¬ng diÖn qu¸ tr×nh h×nh thµnh vµ chuÈn bÞ.
§Ó lËp tr×nh ng−êi ta cã thÓ sö dông mét trong nh÷ng m« h×nh sau ®©y:
• M« h×nh khu«n khæ d©y l−u ®å
• M« h×nh khu«n khæ chøc n¨ng liÖt kª c¸c nhiÖm vô
• M« h×nh s¬ ®å biÓu ®å nèi d©y hoÆc biÓu ®å m¹ch c«ng t¾c
• M« g×nh l−îc ®å phÐp tÝnh khu«n khæ logic
ViÖc lùa chän m« h×nh trong sè bèn m« h×nh trªn ®©y cho thÝch hîp lµ tuú thuéc
vµo lo¹i PLC vµ ®iÒu quan träng ®èi víi ng−êi dïng lµ lùa chän lo¹i PLC nµo cho
phÐp sù giao l−u t− liÖu kh«ng gÆp khã kh¨n vµ tr¸nh ®−îc nh÷ng chi phÝ kh«ng cÇn

107
- -
thiÕt. §a sè c¸c thiÕt bÞ l−u hµnh trªn thÞ tr−êng hiÖn nay lµ dïng m« h×nh khu«n
khæ d·y hoÆc lµ khu«n khæ biÓu ®å nèi d©y. Nh÷ng thiÕt bÞ hiÖn ®¹i nhÊt cho phÐp
ng−êi dïng chuyÓn ®æi tõ mét ph−¬ng ph¸p nhËp nµy sang mét ph−¬ng ph¸p nhËp
kh¸c ngay c¶ trong qu¸ tr×nh nhËp, Bëi v× ®éc lËp víi ph−¬ng ph¸p ®−îc dïng,
khu«n khæ kh¸c ®−îc t¹o ra ®ång thêi. Kinh nghiÖm cho thÊy lËp t×nh víi kho¸ ký
hiÖu vµ chøc n¨ng sÏ g©y ra mét sè vÊn ®Ò nÕu lËp tr×nh viªn ®· quen víi ®iÒu khiÓn
b»ng r¬le vµ nÕu biÓu ®å m¹ch c«ng t¾c hiÖn ra trªn mµn h×nh trong qu¸ tr×nh lËp
tr×nh gièng hÖt nh− biÓu ®å m¹ch sö dông trong kü thuËt r¬le. MÆt kh¸c nh÷ng
ng−êi dóng ®· cã s½n nh÷ng hiÓu biÕt c¬ b¶n vÒ ng«n ng÷ lËp tr×nh ph¸t hiÖn ®−îc
r»ng sÏ dÔ dµng h¬n nhiÒu nÕu dïng m« h×nh khu«n khæ d·y.
Nh÷ng ch÷ viÕt t¾t gióp trÝ nhí ®−îc dïng trong kü thuËt cã −u ®iÓm lµ chóng
kh«ng thu nhá kh¶ n¨ng cña PLC. Do cã nhiÒu ®ßi hái kh¸c nhau mµ c¸c thiÕt bÞ lËp
tr×nh ph¶i tho¶ m·n cho nªn ®a phÇn c¸c nhµ chÕ t¹o ®· cung cÊp nhiÒu lo¹i thiÕt bÞ
víi nh÷ng kh¶ n¨ng kh¸c nhau. Nh÷ng m« h×nh ®¬n gi¶n nhÊt lµ thÝch hîp ®èi víi
thiÕt bÞ thö nghiÖm cho giai ®o¹n khëi ®éng cña lÇn l¾p ®Æt, b¶o qu¶n vµ söa lçi
ch−¬ng tr×nh. Chóng cã nh÷ng chøc n¨ng c¬ b¶n sau ®©y:
• LËp tr×nh vµ so¹n th¶o khu«n khæ d·y l−u ®å.
• T×m kiÕm vµ hiÓn thÝ c¸c ®o¹n b−íc cña ch−¬ng tr×nh, c¸c lÖnh vµ c¸c ®Þa chØ.
• BiÓu thÞ tÝn hiÖu ®Çu vµo ®Çu ra vµ kÕt qu¶.
• Xo¸ boe, thay ®æi vµ lËp tr×nh cho EPROM c¸c dßng lÖnh,
NhiÒu thiÕt vÞ kiÓu míi th−êng ®−îc l¾p thªm mét mµn h×nh hiÓn thÞ vµ m¹ch
phèi ghÐp cho b¨ng ghi catxet, m¸y in b¨ng vµ bé dÉ ®éng ®Üa trong vµ ngoµi.
Nh÷ng thiÕt bÞ tèi t©n nhÊt ®· xuÊt hiÖn trªn thÞ tr−êng bao gåm mét tr¹m lËp tr×nh
tiÖn nghi, cung cÊp cho lËp tr×nh viªn nh÷ng chØ dÉn, nh÷ng t− liÖu ch−¬ng tr×nh cã
thÓ tra cøu tù ®éng, cho phÐp nhËp trùc tiÕp c¸c lÖnh vµ t− liÖu mµ kh«ng cÇn dïng
bÊt kú mét ng«n ng÷ lËp tr×nh nµo. V× môc ®Ých ®ã cßn cã thÓ dïng m¸y tÝnh c¸
nh©n nÕu cã trang bÞ phÇn mÒm cÇn thiÕt vµ sù lùa chän phÇn cøng nh− h−íng dÉn
lËp tr×nh EPROM, kho¸ chøc n¨ng vµ ®Çu nèi mét ®−êng víi PLC cho thao t¸c quan
s¸t vµ so¹n th¶o ch−¬ng tr×nh nÕu RAM ®−îc sö dông
Mét khi ch−¬ng tr×nh ®· ®−îc lËp ra th× thiÕt bÞ lËp tr×nh cßn ph¶i thùc hiÖn
nh÷ng nhiÖm vô kh¸c nh−:
• In khu«n khæ l−u ®å d·y víi nh÷ng chó gi¶i vµ tªn thiÕt bÞ ®−îc ®iÒu khiÓn
• In danh s¸ch ®èi chiÕu chØ ra nh÷ng liªn hÖ cña c¸c bé nhí phô, bé thêi gian,
vµ nh÷ng bé ®iÒu khiÓn víi c¸c m«®un trong vµ ngoµi.

108
- -
• In danh s¸ch ®Þa chØ cã kÌm theo chi tiÕt chØ ra nh÷ng ®Þa chØ ®ã ®−îc g¾n víi
®Çu vµo ®Çu ra; bé nhí phô; bé thêi gian...
• In biÓu ®å m¹ch c«ng t¾c chØ ra ®−îc h×nh d¹ng vµ m· hiÖu cña c¸c c«ng t¾c,
céng thªm mét sè th«ng tin phô.
Mçi nhµ chÕ t¹o cã nh÷ng thiÕt kÕ vµ ph−¬ng thøc thao t¸c thiÕt bÞ lËp tr×nh
riªng cña m×nh. Nh÷ng nh©n viªn kü thuËt ch−a cã kinh nghiÖm víi PLC th−êng ®ßi
hái hai hoÆc ba tuÇn lÔ ®Ó lµm quen víi panen lËp tr×nh míi vµ ®Ó hiÓu ®−îc nã.
Ngay c¶ nh÷ng thao t¸c viªn cã kinh nghiÖm còng cÇn kho¶ng mét tuÇn lÔ huÊn
luyÖn míi cã thÓ lµm viÖc trªn lo¹i PLC míi mét c¸ch ®¸ng tin cËy.
2. Bộ nhớ chương trình
ChØ cã th«ng qua ch−¬ng tr×nh m¸y tÝnh th× bé PLC míi trë nªn h÷u dông. §a
sè c¸c bé nhí hiÖn dïng lµ nh÷ng bé nhí b¸n dÉn vµ b¶ng d−íi ®©y liÖt kª ra nh÷ng
®Æc tr−ng chÝnh cña bèn lo¹i bé nhí th−êng dïng nhÊt
ThÕ m¹nh cña ®iÒu khiÓn kh¶ lËp tr×nh so víi c¸c ph−¬ng ph¸p ®iÒu khiÓn m¹ch
cøng lµ ë chç trong bé PLC dÔ dµng thay ch−¬ng tr×nh, bá ch−¬ng tr×nh cò n¹p
ch−¬ng tr×nh míi trong mét thêi gian ng¾n vµ Ýt tèn kÐm. Tuú thuéc vµo viÖc sù thay
®æi ch−¬ng tr×nh ®ã ®−îc thùc hiÖn b»ng c¸ch thay bé phËn cña bé nhí hay lµ b»ng
c¸ch thùc tiÕp lËp tr×nh l¹i, ng−êi ta ph©n biÖt hai lo¹i bé nhí: bé nhí thay ®−îc vµ
bé nhí lËp tr×nh tù do.
Nh÷ng bé ®iÒu khiÓn sö dông kü thuËt lËp tr×nh lo¹i thø nhÊt chñ yÕu dïng c¸c
bé nhí cã thÓ xo¸ b»ng tia cùc tÝm (EPROM). Sau khi xo¸ ph¶i ®îi kho¶ng mét giê
míi nhËp ®−îc c¸c th«ng tin míi.
Nh÷ng bé ®iÒu khiÓn cã thÓ lËp tr×nh tù do th−êng chøa RAM víi mét bé nguån
®iÖn dù tr÷ ®Ó b¶o vÖ ch−¬ng tr×nh khi mÊt ®iÖn. GÇn ®©y ng−êi ta ph¸t triÓn lo¹i bé
nhí dïng b¸n dÉn oxit kim lo¹i bæ sung (CMOS) cã møc tiªu thô n¨ng l−îng nhá tíi
møc mét nguån pin nhá còng cã thÓ nu«i bé nhí h¬n mét n¨m. NÕu nguån n¨g
l−îng dù tr÷ s¾p c¹n th× cã mét m¹ch ®iÖn tö b¸o hiÖu vµ ng¨n c¶n viÖc më m¸y cho
®Õn khi thay bé nguån míi. Kü thuËt PLC còng ®−îc h−ëng lîi Ých cña viÖc gi¶m
gi¸ c¸c thµnh phÇn rót ng¾n chiÒu dµi ch−¬ng tr×nh kh«ng cßn quan träng l¾m nh−
tr−íc ®©y khi kh¶ n¨ng l−u tr÷ cña bé nhí cã tÇm quan träng lín.
Nh÷ng chØ tiªu ch−¬ng tr×nh kh¸c ®−îc coi quan träng lµ:
- Ch−¬ng tr×nh cã cÊu tróc râ rµng ®Ó tr¸nh nhÇm lÉn
- Ch−¬ng tr×nh dÔ thay thÕ hoÆc dÔ so¹n th¶o
- Cã −u thÕ trong viÖc sö dông c¸c ch−¬ng tr×nh con

109
- -
- DÔ ph¸t hiÖn lçi
§iÓm cuèi cïng nµy ®−îc coi lµ cã ý nghÜa ®Æc biÖt gi÷ thêi gian m¸y ë møc tèi
thiÓu. Ngoµi b¶n th©n ch−¬ng tr×nh ®iÓu khiÓn, cßn ph¶i cã c¸c ch−¬ng tr×nh chÈn
®o¸n ®Æ biÖt ®Ó
- Quan s¸t thêi gian chu tr×nh m¸y
- So s¸nh c¸c qui tr×nh hiÖn hµnh vµ sÏ lËp
- T¹o biÓu ®å ph¸t triÓn
- Gi¶i m· c¸c th«ng b¸o lçi
- ChØ ra mét sè chØnh lý söa ch÷a cÇn thiÕt
- §iÒu khiÓn m¸y c«ng cô vµ ng−êi m¸y
Mét trong nh÷ng ®ßi hái quan träng ®èi víi c¸c ch−¬ng tr×nh chÈn ®o¸n lµ t¸c
dông cã hiÖu qu¶ trong viÖc tr¸nh vµ khö c¸c lçi (pan) cña c¸c m«®un ®Çu vµo ®Çu
ra vµ c¸c kh©u nèi cña chóng. Nh÷ng thµnh phÇn chÈn ®o¸n ®Æc biÖt cña bé ®iÒu
khiÓn dßng ch−¬ng tr×nh ®· ®−îc ph¸t triÓn ®Ó cã thÓ sö dông ngay c¶ khi ch−a biÕt
ch−¬ng tr×nh ®iÒu khiÓn hoÆc dßng th«ng tin cña nã. Chóng cã thÓ tù häc, nghÜa lµ
dßng ch¶y chuÈn x¸c cña ch−¬ng tr×nh lµm biÖc ®−îc l−u tr÷ b»ng thiÕt bÞ ng¾t,
®−îc hiÖn lªn mµn h×nh. ¦u ®iÓm cña c¸c ch−¬ng tr×nh chÈn ®o¸n nµy lµ:
- Kh«ng cÇn ph¶i lËp tr×nh.
- Chóng kh«ng ¶nh h−ëng ®Õn kh¶ n¨ng bé nhí cña PLC
- T¸c dông chÈn ®o¸n cã hiÖu lùc tr−íc khi so¹n th¶o xong ch−¬ng tr×nh, nghÜa
lµ trong giai ®o¹n thö m¸y.
3. Lý do sử dụng PLC
Tr−íc kia bé PLC gi¸ rÊt ®¾t, kh¶ n¨ng ho¹t ®éng bÞ h¹n chÕ vµ quy tr×nh lËp
tr×nh rÊt phøc t¹p. V× nh÷ng lý do ®ã mµ nã chØ ®−îc dïng cho nh÷ng m¸y vµ thiÕt
bÞ ®Æc biÖt cã sù thay ®æi thiÕt kÕ cÇn ph¶i tiÕn hµnh ngay c¶ trong giai ®o¹n lËp
b¶ng nhiÖm vô vµ lËp luËn chøng. Do gi¶m gi¸ liªn tôc, kÌm theo t¨ng kh¶ n¨ng cña
PLC dÉn ®Õn kÕt qu¶ lµ sù ph¸t triÓn réng r·i cña viÖc ¸p dông kü thuËt PLC. B©y
giê nã thÝch hîp cho mét ph¹m vi réng c¸c lo¹i thiÕt bÞ m¸y mãc.
C¸c bé PLC ®¬n khèi víi 24 kªnh ®Çu vµo vµ 16 kªnh ®Çu ra lµ thÝch hîp víi
nh÷ng m¸y tiªu chuÈn ®¬n, hÖ th«ng gia t¶i- bá t¶i vµ nh−ng trang thiÕt bÞ liªn hîp.
Xö lý tù liÖu tù ®éng lµ kh«ng cÇn thiÕt ph¶i dïng PLC trªn c¸c mµy tiªu chuÈn bëi
v× Ýt cã kh¶ n¨ng ph¶i chÞu mét sù thay ®æi. H¬n n÷a c¸c viÓu ®å m¹ch tiªu chuÈn ®·
®ñ cho viÖc xö lý t− liÖu. Sù hÊp dÉn cña PLC trªn thÞ tr−êng ®−îc kh¼ng ®Þnh cho



![Ngân hàng câu hỏi môn Điều khiển logic khả trình [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250714/kimphuong1001/135x160/67121752467828.jpg)





![Thí nghiệm PLC: [Hướng dẫn chi tiết/ Thực hành/ Cơ bản và nâng cao]](https://cdn.tailieu.vn/images/document/thumbnail/2017/20170821/kloiroong10/135x160/391503277956.jpg)
















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)