
116
Chương 10
TRANG BỊ ĐIỆN NHÓM MÁY DỆT
Sản phẩm cuối cùng của dây chuyền công nghệ sợi – dệt là vải. Vải được
tạo thành trên máy dệt.
Sợi con được đưa qua các giai đoạn: đánh ống, mắc sợi, hồ sợi ... rồi đưa
vào máy dệt.
Trong dây chuyền công nghệ dệt tùy theo chức năng và đặc điểm công
nghệ mà có các loại máy: máy quấn ống, máy mắc sợi, máy hồ, máy suốt;
các máy hoàn thiện như máy văng sấy, máy in hoa.
Trong chương này trình bày trang bị điện một số máy như máy mắc, máy
dệt, máy in hoa.
10-1 Trang bị điện máy mắc sợi
1. Đặc điểm công nghệ
Búp sợi hay ống sợi sau khi đánh ống được đưa sang gian mắc để quấn sợi
lên thùng mắc (trục mắc) với số sợi nhất định và có chiều dài nhất định tùy
thuộc vào khổ rộng của vải yêu cầu.
Quá trình mắc sợi phải đảm bảo các yêu cầu sau:
- Không làm thay đổi tính chất cơ lý của sợi.
- Sức căng của tất cả các sợi phải đều nhau và không đổi trong suốt quá
trình mắc sợi.
- Sợi quấn lên trục mắc phải phân phối đều theo chiều rộng của trục mắc để
mặt cuộn sợi của trục là hình trụ.
- Bảo đảm quấn đủ chiều dài quy định.
Tùy theo tính chất của vải và công nghệ mà có các phương pháp sau:
a) Mắc đồng loạt:
Mỗi trục mắc được quấn một phần số sợi dọc của vải trên toàn bộ khổ rộng
của trục. Sau đó một số n trục mắc được ghép với nhau và quấn lên thùng
dệt sao cho tổng số sợi của n trục mắc bằng số sợi yêu cầu trên thùng dệt.
Phương pháp này cho năng suất cao nhưng phế phẩm nhiều, thường dùng
cho sợi bông.
b) Mắc phân băng:
Sợi được ghép lại với nhau thành băng và quấn lên trên một đoạn của trục
mắc. Đến khi đủ chiều dài quy định thì cắt băng sợi đi và quấn tiếp vào băng
khác bên cạnh băng đó, cho đến khi tổng số sợi của các băng bằng số sợi
trên thùng dệt.
Phương pháp này có năng suất thấp nhưng phế phẩm ít, thường dùng cho
loại sợi đắt tiền, sợi tơ, sợi nhiều màu.
c) Mắc phân đoạn:
117
Các trục mắc ở đây tương đối ngắn và mỗi trục được quấn một số sợi nhất
định, có độ dài tương đương độ dài sợi của thùng dệt. Sau đó đem n trục
ghép với nhau thành hàng ngang và quấn lên thùng dệt.
Phương pháp này thường áp dụng trong ngành dệt kim đan dọc.
Dựa vào các phương pháp mắc mà có các loại: máy mắc đồng loạt, máy
mắc phân băng, máy mắc phân đọan và máy mắc đặc biệt.
2. Lực kéo sợi, đặc tính máy mắc và yêu cầu truyền động điện máy mắc
a) Lực kéo sợi trong khi mắc sợi
Độ căng của sợi có ý nghĩa lớn đối với quá trình công nghệ tiếp theo cuả
máy dệt. Độ căng của sợi lớn quá làm cho độ giãn lớn, dẫn đến thường đứt
sợi. Độ căng không đều nhau của sợi sẽ ảnh hưởng đến chất lượng của vải.
Do đó, trong quá trình mắc phải đảm bảo lực căng của sợi là không đổi.
Trong quá trình mắc, sợi phải chụi các lực căng sau:
+) Lực căng Fk1 khi quấn sợi, được xác định theo công thức:
ρ
rfG
Fk
..
1= [N] (10-1)
Trong đó: r – bán kính lõi thùng sợi mắc, [m]
f – hệ số ma sát
G - trọng lượng thùng sợi mắc, [N]
ρ - bán kính thùng sợi mắc, [m]
Khối lượng thùng sợi mắc bao gồm khối lượng lõi thùng sợi và khối lượng
sợi trên thùng mắc.
+) Lực căng phụ sinh ra lúc mở máy do quán tính của thùng mắc:
ρ
ε
J
Fk
.
2= [N] (10-2)
Trong đó: J – mômen quán tính của thùng mắc, [kgm2]
ε – gia tốc góc của thùng mắc, [s-2].
Nếu t là thời gian từ lúc mở máy đến khi thùng mắc đạt gia tốc ε không đổi
thì:
t
v
t.
ρ
ω
ε
==
Với v là vận tốc sợi kéo [m/s]
Khi đó: t
Jv
Fk.
.
2
2
ρ
=
Từ đó thấy rằng, để lực căng Fk2 không tăng nhanh và không lớn thì cần
tăng tốc độ quấn v lên từ từ.
+) Lực căng khi mắc sợi
Lực căng khi mắc sợi bằng tổng lực căng sinh ra do tháo sợi từ búp, do ma
sát của sợi, do sức cản không khí khi sợi chuyển động.
Lực căng sợi khi mắc do ảnh hưởng của không khí được tính theo công thức:
118
0
2
3...
2
.ldv
Q
kFk= [N] (10-3)
Trong đó:
k- hệ số sức cản
Q- khối lượng riêng của không khí [kg/m3]
v- tốc độ sợi kéo [m/s]
d- đường kính sợi [m]
l
0- độ dài đoạn sợi cần xác định lực căng [m]
b) Đặc tính của máy mắc và yêu cầu truyền động điện của máy mắc:
+) Đặc tính:
Tốc độ của hệ máy mắc sợi nói chung có phạm vi điều chỉnh tốc độ
D = 4 : 1.
Trong phạm vi điều chỉnh tốc độ này, độ căng của sợi cũng có thể xác định
theo công thức kinh nghiệm:
F = 0,048v – b
Trong
đó: F – độ căng của sợi.
M
c
,n,F,v
D
M
c
(D)
n(D)
F(D)
v(D)
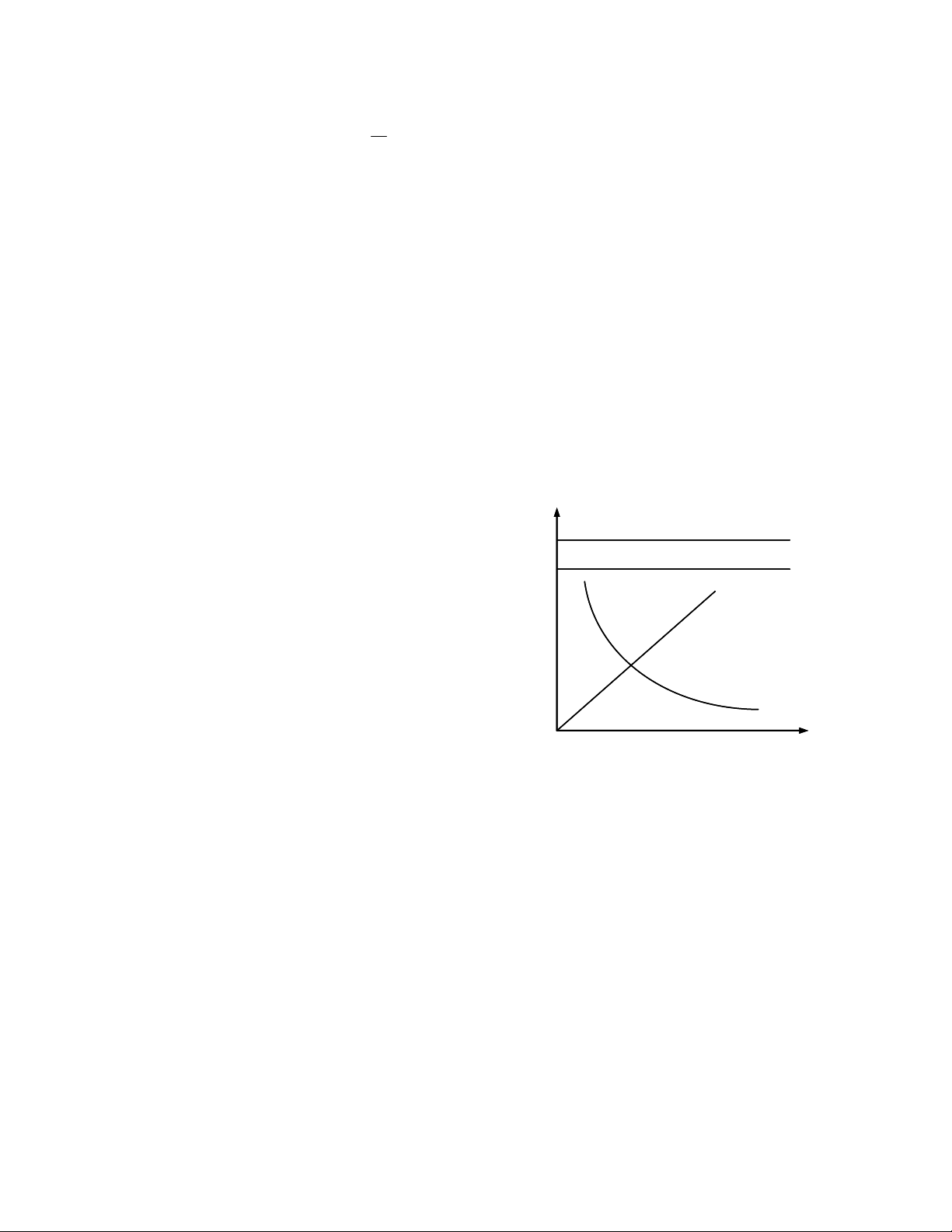
Hình 10-1Sựphụthuộclực
căng, tốcđộ dài, tốcđộ quay
mômen vào đường kính
M
c
,n,F,v
D
M
c
(D)
n(D)
F(D)
v(D)
Hình 10-1Sựphụthuộclực
căng, tốcđộ dài, tốcđộ quay
mômen vào đường kính
v – tốc độ dài của sợ mắc (m/ph)
b – hằng số, thường b = 8 ÷ 14.
Trong quá trình làm việc phải đảm bảo lực
căng không đổi để đáp ứng được các yêu cầu
công nghệ.
Vì vậy, cần duy trì tốc độ dài không đổi:
v = л. D.n
trong đó: D – đường kính của trục mắc.
n – tốc độ quay của trục mắc.
Do đó khi mắc sợi, đường kính D của trục
mắc tăng lên khi tốc độ quay của trục mắc
cần phải giảm xuống theo luật hyperbol như
hình 10-1
Đường F(D): quan hệ giữa lực căng với đường kính trục mắc.
Đường v(D): quan hệ giữa tốc độ dài của sợi với đường kính trục mắc.
Đường Mc(D): quan hệ giữa mômen phụ tải với đường kính trục mắc.
Đường n(D): quan hệ giữa tốc độ quay với đường kính trục mắc.
+) Yêu cầu truyền động điện:
Hệ truyền động điện và điều khiển phải đảm bảo sao cho:
- Đồng nhất độ căng trong quá trình quấn sợi và tốc độ dài của sợi là hằng số
để đảm bảo sợi được phân bố đều trên bề mặt của trục không lồi lõm.
Từ quan hệ ở hình 10-1 nhận thấy, để đáp ứng được yêu cầu trên thì hệ
truyền động điện phải điều chỉnh tốc độ sao cho Pc = const, nghĩa là Mc tỷ lệ
nghịch với tốc độ quay của trục quấn.

119
- Khởi động phải êm và thay đổi tốc độ phải êm để tránh đứt sơi, vì vậy độ
tinh điều chỉnh tốc độ càng gần 1 càng tốt.
- Hãm nhanh, trong các máy mắc thường dùng hãm động năng.
- Phải có tín hiệu báo dừng máy khi sợi bị đứt, khi gút sợi quá to so với yêu
cầu, khi sợi đứt đầu mối, khi trục đã đầy sợi.
- Điều khiển máy từ xa và dải điều chỉnh tốc độ rộng.
Các hệ truyền động thường dùng:
◘ Hệ thống động cơ không đồng bộ kết hợp với bộ truyền cơ khí để thay đổi
tốc độ.
◘ Hệ MĐKĐ – Đ, thay đổi tốc độ động cơ bằng thay đổi điện áp phát ra của
máy điện khuếch đại và thay đổi từ thông của động cơ.
◘ Hệ chỉnh lưu – Đ (không điều khiển), thay đổi tốc độ bằng cách thay đổi
điện áp đông cơ nhờ biến áp cung cấp cho chỉnh lưu và thay đổi từ thông
động cơ.
◘ Hệ T- Đ, thay đổi tốc độ động cơ ở cả hai vùng: điện áp và từ thông động
cơ.
◘ Hệ biến tần BT – Đ.
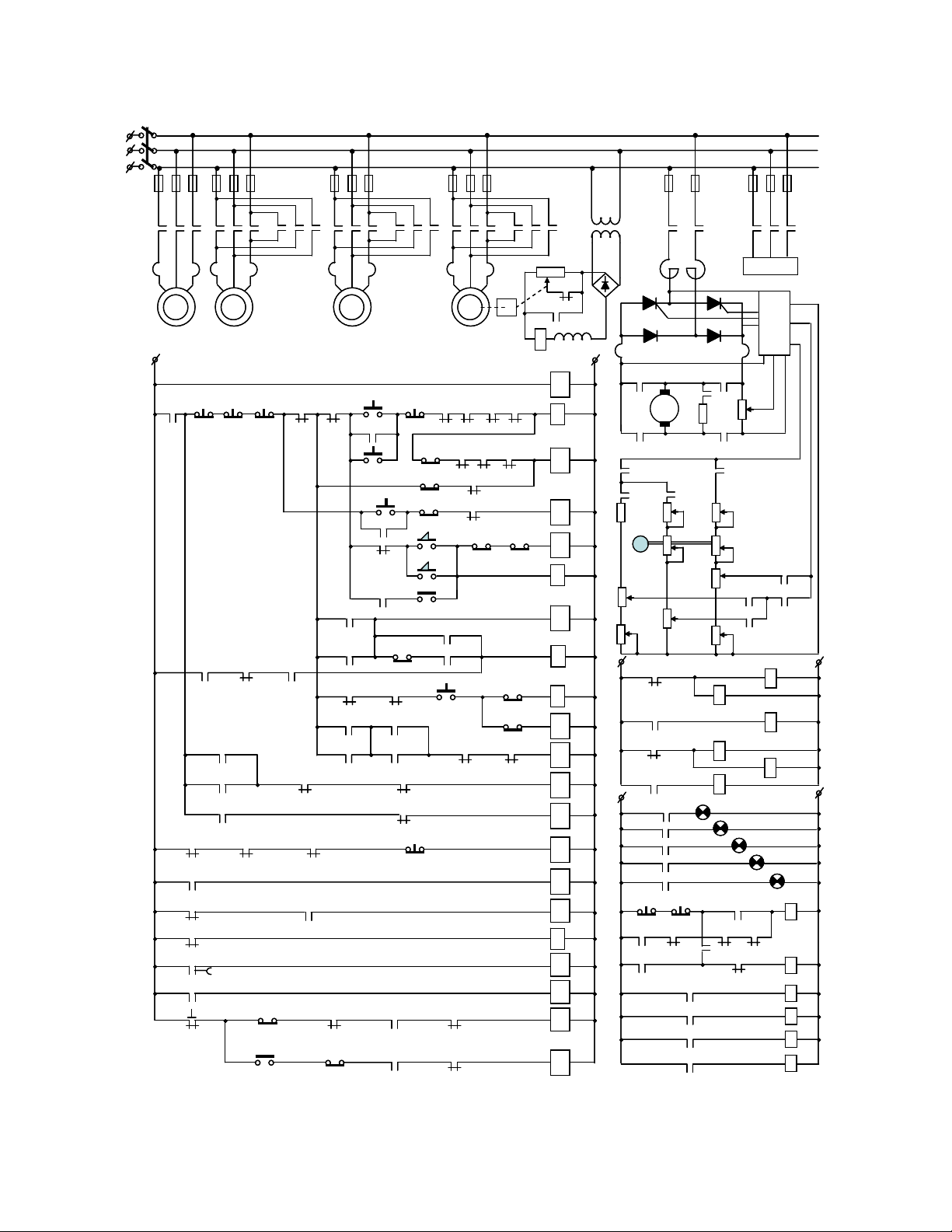
3. Sơ đồ điều khiển máy mắc sợi 4142
Máy mắc sợi 4142 (hình 10-2)có nhiệm vụ cung cấp sợi dọc cho các máy
dệt. Các sợi dọc này lấy từ 290 ÷ 600 búp sợi. Tùy theo từng mặt hàng mà số
sợi được quấn vào trục mắc nhiều hay ít.
Trên máy mắc sợi 4142 có các động cơ truyền động sau:
- Động cơ Đ1 là động cơ điện một chiều có công suất P = 4kW, truyền động
cho trục mắc.
- Động cơ Đ2 là động cơ không đồng bộ ba pha lồng sóc có công suất
P=0,09kW, quạt mát cho động cơ chính.
- Động cơ Đ3 có công suất 0,37 kW, truyền động cho cơ cấu nâng dàn sợi.
- Động cơ Đ4 có công suất 0,18 kW, dùng để kẹp sợi.
- Động cơ Đ5 dùng để nâng hạ bàn sợi.
Động cơ truyền động chính Đ1 được cấp nguồn từ bộ chỉnh lưu điều khiển
cầu một pha không đối xứng gồm hai thyristor và 2 điốt.
Hệ thống truyền động điện được thực hiện theo hệ thống kín với hai mạch
vòng điều chỉnh tốc độ và điều chỉnh dòng điện. Hệ thống điều khiển tạo
xung được xây dựng trên nguyên tắc thẳng đứng.
Sơ đồ của hệ thống điều chỉnh và điều khiển (HT ĐK) tương tự như của
máy dệt kim (hình 10-3)
120
Đ5
K51
CC5
KT
ĐH1
RN5
K52
Đ4
K41
CC4
RN4
K42
Đ3
K31
CC3
RN3
K32
Đ2
RN2
K2
P
BA
CC2 CC1
Đg
HT
ĐK
KK
KK
RK
CKĐ1
CL
RTT
NC2
KP3
CC6
Ld RN1
KN
KN KT
Đ1
KH
Rh
-
+
RTr3.1 RTr3.2
RTr2.3
Rđ1Rđ2
RTr3.3
RTr3.1
RTr2.1
RTr2.3
Rω1
Rω2
Rω3
-
+
RTr2.1
RTr2.2
RTr2
RTr2.3
RTr2
RTr3.1
RTr3.2
RTr3
RTr3.3
RTr3
~ 24V RTr1
RTT
ĐH2
R1
ĐH3
R2
ĐH4R3
ĐH5
R4
M1 M11 R1 R1
R0 R2 R3 R4
R1
R2
R2
RQ
R3
R4
RKT
R5
A75
~ 220V
RN1 RTr3
K2
K2 D1 D2 D3 R1 R2 R3 R4
M1 D4
M11
RTr1
RTr1
K52 R5 ĐgHT1 K51
K52HT2
M4 K52HT3 K52
K52
RTr1 M2 K42
M22 RTr2
RTr1 HT4
RTr2 KP2
RTr3 HT5 KT
KN
RTr4
ĐgRTr1 RTr4
RTr1 M3
RTr2 HT6 RTr3
HT7 K41
KP1KH Đg
RTr1
KK KN
KT
RTr1
RTr2 RTr3 KN KT
KT KN
RTr3
RTr1 RTr2 RTr3 D4 KP1
NC1KP2
KH
KP1
Đg
RTh
KP1
KP3
RTh
KK
RTr4
RN RTr3 K32HT8 K41 K31
RTr2 K31 K32
HT10
HT9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
RTr2.2
P1
P2
Đ5
K51
CC5
KT
ĐH1
RN5
K52
Đ4
K41
CC4
RN4
K42
Đ3
K31
CC3
RN3
K32
Đ2
RN2
K2
P
BA
CC2 CC1
Đg
HT
ĐK
KK
KK
RK
CKĐ1
CL
RTT
NC2
KP3
CC6
Ld RN1
KN
KN KT
Đ1
KH
Rh
-
+
RTr3.1 RTr3.2
RTr2.3
Rđ1Rđ2
RTr3.3
RTr3.1
RTr2.1
RTr2.3
Rω1
Rω2
Rω3
-
+
RTr2.1
RTr2.2
RTr2
RTr2.3
RTr2
RTr3.1
RTr3.2
RTr3
RTr3.3
RTr3
~ 24V RTr1
RTT
ĐH2
R1
ĐH3
R2
ĐH4R3
ĐH5
R4
M1 M11 R1 R1
R0 R2 R3 R4
R1
R2
R2
RQ
R3
R4
RKT
R5
A75
~ 220V
RN1 RTr3
K2
K2 D1 D2 D3 R1 R2 R3 R4
M1 D4
M11
RTr1
RTr1
K52 R5 ĐgHT1 K51
K52HT2
M4 K52HT3 K52
K52
RTr1 M2 K42
M22 RTr2
RTr1 HT4
RTr2 KP2
RTr3 HT5 KT
KN
RTr4
ĐgRTr1 RTr4
RTr1 M3
RTr2 HT6 RTr3
HT7 K41
KP1KH Đg
RTr1
KK KN
KT
RTr1
RTr2 RTr3 KN KT
KT KN
RTr3
RTr1 RTr2 RTr3 D4 KP1
NC1KP2
KH
KP1
Đg
RTh
KP1
KP3
RTh
KK
RTr4
RN RTr3 K32HT8 K41 K31
RTr2 K31 K32
HT10
HT9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
RTr2.2
P1
P2
Hình 10-2 Sơ đồ hệ thốn
g
điều khiển tru
y
ền độn
g
điện má
y
mắc sợi



![Trang bị điện trong công trình: Chương 14 [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120724/butler2011/135x160/9351343093721.jpg)
![Giáo trình trang bị điện - Chương 10: Tổng quan và ứng dụng [Năm xuất bản]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_10_6121.jpg)

![Giáo trình trang bị điện - Chương 8: [Thêm mô tả cụ thể về nội dung chương để tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_8_0919.jpg)
![Giáo trình trang bị điện - Chương 7: [Nội dung cụ thể của chương nếu có]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_7_7977.jpg)

















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)