
Trang b đi nị ệ
TRANG B ĐI N MÁY INỊ Ệ
Ph n 1ầ
KHÁI NI M CHUNGỆ
Trong công ngh d t - s i khâu đ u tiên c a qui trình là quá trình kéo s i . S nệ ệ ợ ầ ủ ợ ả
ph m c a quá trình keo s i là s i con . Nguyên li u chính đ làm nên s i con là ch t x ,ẩ ủ ợ ợ ệ ể ợ ấ ơ
ch t x đ c thu ho ch t nh ng ngu n nguyên li u t nhiên ho c c a nh ng ng iấ ơ ượ ạ ừ ữ ồ ệ ự ặ ủ ữ ườ
chuyên tr ng cây nh m ph c v cho nghành d t - s i nh : Bông , Len , đay , t t m . . . ồ ằ ụ ụ ệ ợ ư ơ ằ
Nh ng ngu n nguyên li u sau khi đ c thu ho ch xong , sau đó đ c đ a vào nhàữ ồ ệ ượ ạ ượ ư
máy và th ng đ c xé t i ra và tr n đ thu đ c x có thành đ nh tr c và lo i b cácừơ ượ ơ ộ ể ượ ơ ị ướ ạ ỏ
t p ch t không c n thi t và đ c x p thành l p , sau đó là qua quá trình ch i đ làm s chạ ấ ầ ế ượ ế ớ ả ể ạ
và đ c t o thành cúi . Đ có đ đ ng đ u v b dày và thành ph n , cúi đ c đ a quaượ ạ ể ộ ồ ề ề ề ầ ượ ư
máy ghép , sau đó m i kéo thành s i thô r i s i con .ớ ợ ồ ợ
Tuỳ theo quá trình công ngh và đ c đi m c a x , các máy kéo s i đ c chiaệ ặ ể ủ ơ ợ ượ
thành nhi u lo i khác nhau .ề ạ
Theo đ c điêm công ngh , có máy xé - đ p , máy ghép , máy ch i , máy s i thô ,ặ ệ ậ ả ợ
máy s i con .ợ
Theo đ c đi m c a x , có quá trình kéo s i bông , s i len , s i t t m , s i đay gai .ặ ể ủ ơ ợ ợ ợ ơ ằ ợ
S n ph m cu i cùng c a dây chuy n công ngh d t - s i là v i . s n ph m v iả ẩ ố ủ ề ệ ệ ợ ả ả ẩ ả
đ c hình thành trên máy d t .ượ ệ
S i con đ c đ a qua các giai đo n nh : đánh ng , m c s i , h s i . . . r i m iợ ượ ư ạ ư ố ắ ợ ồ ợ ồ ớ
đ a vào máy d t .ư ệ
Trong dây chuy n công ngh tuỳ theo ch c năng và đ c đi m c a công ngh mà taề ệ ứ ặ ể ủ ệ
có các lo i máy nh : máy qu n ng , máy m c s i , máy h s i , máy su t , máy d t .ạ ư ấ ố ắ ợ ồ ợ ố ệ
Ngoài ra s n ph m v i đ c hoàn thi n h n mà còn có các máy nh : máy văng s y , máyả ẩ ả ượ ệ ơ ư ấ
in hoa.
Ph n 2ầ
Đ C ĐI M CÔNG NGHẶ Ể Ệ
A : TRANG B ĐI N - ĐI N T MÁY S I THÔ Ị Ệ Ệ Ử Ợ
34

Trang b đi nị ệ
1) Đ c đi m công ngh ặ ể ệ
Trên máy kéo s i thô , cúi đ c b ph n kéo dài làm nh t i m t đ m nh nh t đ nh ,ợ ượ ộ ậ ỏ ớ ộ ộ ả ấ ị
sau đó đ c se l i thành s i thô . S i thô đ c qu n thành ng đ ti n cho vi c chuyênượ ạ ợ ợ ượ ấ ố ể ệ ệ
ch và đ t lên giá máy kéo s i con .ở ặ ợ
Máy s i thô có nh ng b ph n chính th c hi n quá trình công ngh kéo nh cúiợ ữ ộ ậ ự ệ ệ ỏ
thành s i thô nh sau ( hình 1.1 ).ợ ư
1 – các b ph n d n cúi hay d n s i thô vào máy .ộ ậ ẩ ẩ ợ
2 _ b ph n kéo dài .ộ ậ
3 _ c c u xe , qu n ng .ơ ấ ấ ố
Cúi t 1 đi lên , vòng qua tr c d n cúi 2 vào b ph n d ch đ u m i 3 r i qua b kéoừ ụ ẩ ộ ậ ị ầ ố ồ ộ
dài tr c 4 . B ph n kéo dài làm nh cúi đ n m t đ m nh yêu c u . Ra kh i b ph n kéoụ ộ ậ ỏ ế ộ ộ ả ầ ỏ ộ ậ
dài , l p x lu n vào l trên 5 c a gàng 6 . Gàng c m ch t trên c c 7 quay nhanh . Do m tớ ơ ồ ổ ủ ắ ặ ọ ộ
đ u l p x đ c tr c th nh t c a b ph n kéo dài gi ch t , còn đ u kia lu n vào l đ uầ ớ ơ ượ ụ ứ ấ ủ ộ ậ ử ặ ầ ồ ổ ầ
gàng cho nên m i m t vòng quay c a c c và gàng , s i thô nh n đ c m t vòng xo n ,ổ ộ ủ ọ ợ ậ ượ ộ ắ
sau đó lu n vào nhánh gàng r ng , u n quanh tay gàng 8 r i qu n lên ng 9. ng s i cóồ ổ ố ồ ấ ố Ố ợ
kích th t , k t c u và hình d ng nh t đ nh ( d ng hình tr gi a ; hai đ u hình nón c t ).ướ ế ấ ạ ấ ị ạ ụ ở ữ ầ ụ
Đ đ m b o đ săn c a s i không đ i , ph i gi t c đ c a gàng và t c đ ra s i làể ả ả ộ ủ ợ ổ ả ữ ố ộ ủ ố ộ ợ
không đ i .ổ
Yêu c u đ căng c a s i trong quá trình qu n ng và các l p s i ph i đ u nhau nênầ ộ ủ ợ ấ ố ớ ợ ả ề
t c đ c a ng s i ph i gi m d n theo s tăng đ ng kính c a ng s i ố ộ ủ ố ợ ả ả ầ ự ườ ủ ố ợ
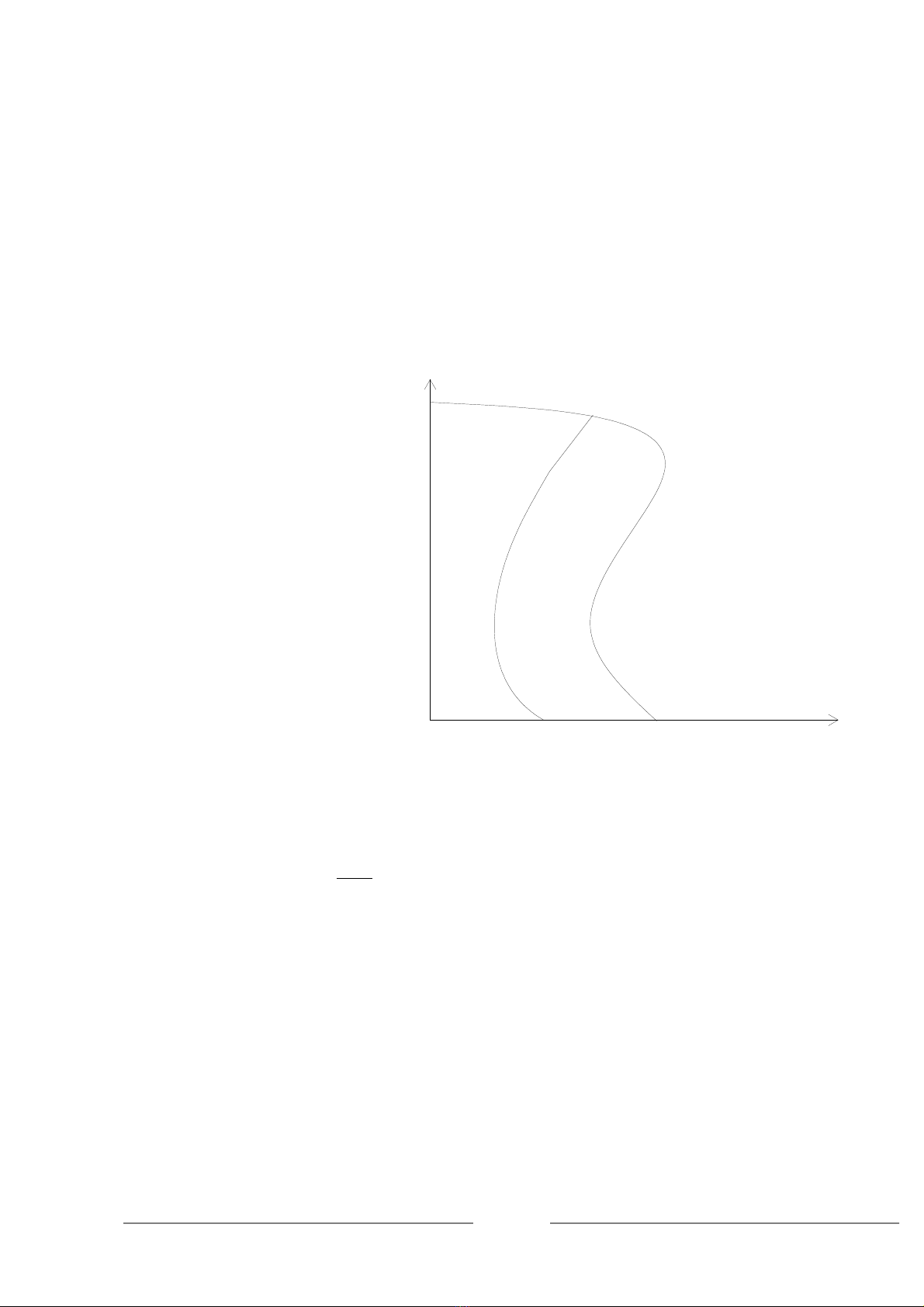
2) Đ c tính ph t i và yêu c u truy n đ ng c a máy s i ặ ụ ả ầ ề ộ ủ ợ
2.1- Đ c tính ph t i c a máy kéo s i thô ặ ụ ả ủ ợ
Trong quá trình s i chuy n đ ng qu n vào ng khi kh i đông , s có 3 thành ph nợ ể ộ ấ ố ở ẽ ầ
l c ma sát : l c ma sát gi a s i - tr c qu n , l c ma sát trong máy và l c ma sát gi a s i -ự ự ữ ợ ụ ấ ư ự ữ ợ
không khí . Vì v y ng i ta đ a ra d ng đ c tính ph t i nh hình1.0 ậ ườ ư ạ ặ ụ ả ư
t i đi m a khi b t đ u m máy , mômen ph t i Mạ ể ắ ầ ở ụ ả C l n vì ma sát c a máy trong các tr cớ ủ ổ ụ
l n . Khi t c đ tăng d n , Mớ ố ộ ầ C giãm vì ma sát giãm d n (đo n ab ) .ầ ạ
Trong đo n này , ma sát gi a s i và không khí không đáng k . T đi m b tr đi , khi đóạ ữ ợ ể ừ ể ở
t c đ đ ng c là đáng k , l c ma sát gi a s i và không khí cũng tăng d n lên . Khi đó ố ộ ộ ơ ể ự ữ ợ ầ
t c đ càng tăng thì l c c n c a không khí tác d ng lên s i càng tăng và k t qu là Mố ộ ự ả ủ ụ ợ ế ả C có
d ng nh đo n bc .ạ ư ạ
2.2 – Yêu c u truy n đ ng c a máy s iầ ề ộ ủ ợ
35
Trang b đi nị ệ
Yêu c u c b n c a truy n đ ng máy s i là kh i đ ng êm . N u quá trình x y ra đ tầ ơ ả ủ ề ộ ợ ở ộ ế ả ộ
ng t , s gây ra xung l c l n , gây l c căng đ t ng t và gây đ t s i . M t khác , s l n kh iộ ẽ ự ớ ự ộ ộ ứ ợ ặ ố ầ ở
đ ng , d ng c a đ ng c thô th ng l n . Vì v y , đ ng c đ c s d ng ph i đ n giãn ,ộ ừ ủ ộ ơ ườ ớ ậ ộ ơ ượ ử ụ ả ơ
v n hành tin c y , có đ b n cao . ậ ậ ộ ề
Đ đ m b o quá trình kh i đ ng êm , ph i đ m b o gia t c c a h là h ng s ,ể ả ả ở ộ ả ả ả ố ủ ệ ằ ố
nghĩa là mômen đ ng là không đ i .ộ ổ
Mc
b
M
0
MB
a
c
W
Hình1.0: Đ t tính ph t i va đ ng c c a máy s iặ ụ ả ộ ơ ủ ợ
Md ngộ = MD - MC
=Τ= dt
d
ω
.
const
Do đó , d ng đ c tính c lúc kh i đ ng ph i gi ng đ c tính ph t i nh ( hình 1.0) .ạ ặ ơ ở ộ ả ố ặ ụ ả ư
Đ t o đ c tính đ ng nh ( hình 1.0) ng i ta th ng s d ng đ ng c không đ ng b ể ạ ặ ộ ư ườ ườ ử ụ ộ ơ ồ ộ
rotor l ng sóc có thêm đi n tr ho c m t đi n kháng ph trên m ch stator . Trong quá trìnhồ ệ ở ặ ộ ệ ụ ạ
kh i đ ng , đi n tr ph Rở ộ ệ ở ụ s ho c kháng ph Xặ ụ s đ c đ a vào m ch stator . khi đó t c đ ượ ư ạ ố ộ
đ ng c đ t t c đ đ nh m c thì đi n tr ho c đi n kháng ph đó đ c lo i kh i m chộ ơ ạ ố ộ ị ứ ệ ở ặ ệ ụ ượ ạ ỏ ạ
stator .
3) S đ đi u khi n máy s i thô P168 – 3ơ ồ ề ể ợ
36

Trang b đi nị ệ
Đ ng c truy n đ ng cho máy là đ ng c không đ ng b rotor l ng sóc Đ lo i AOTộ ơ ề ộ ộ ơ ồ ộ ồ ạ
công su t : 1,7 kw , 2,8 kw , 4,5 kw tuỳ thu c s c c s i .ấ ộ ố ọ ợ
Đ chu n b kh i đ ng , đóng c u dao CD1 và c u dao CD2 , CD3 m ch đi uể ẩ ị ở ộ ầ ầ ở ạ ề
khi n . Sau khi t t c các n p c a đi n t ngăn đóng thì các công t c hành trình t CT1ể ấ ả ắ ử ệ ở ủ ắ ừ
cho đ n CT7 s b t xu ng d i ( v trí 2 ) , các đèn t D1 cho đ n D7 s t t , báo hi u cóế ẽ ậ ố ướ ị ừ ế ẽ ắ ệ
th kh i đ ng đ c .ể ở ộ ượ
Trên máy có b trí 20 nút n : M1 , D1, M2 , D2 , . . . , M20 , D20 d c theo băng máyố ấ ọ
đ thu n ti n cho vi c đi u khi n máy . Đ kh i đ ng máy s i thô , có th n m t trongể ậ ệ ệ ề ể ể ở ộ ợ ể ấ ộ
các nút t M1 . . . M20 ; r le th i gian RTh có đi n , công t c K có đi n . Khi đó đ ng c Đừ ơ ờ ệ ắ ệ ộ ơ
đ c n i vào l i đ ên . Do đó tr c r le trung gian RTr1 có đi n nên đi n kháng Xượ ố ướ ị ướ ơ ệ ệ F đ cượ
n i vào m ch stator . nh v y đ ng c Đ đ c kh i đ ng v i Xố ạ ư ậ ộ ơ ượ ở ộ ớ F trong m ch stator . Sauạ
th i gian ch nh đ nh c a RTh , ti p đi m RTh c a nó s c t đi n r le RTr1 đ lo i Xờ ỉ ị ủ ế ể ủ ẽ ắ ệ ơ ể ạ F ra
khoi m ch stator .ạ
Đ b o v đ t s i nh các ti p đi m RQ1 . . . ,RQ6 . Khi đ t s i , các r le quangể ả ệ ứ ợ ờ ế ể ứ ợ ơ
RQ1 . . ., RQ6 s tác đ ng , ti p đi m c a nó s m ra ng t m ch RTr2 . công t c k sẽ ộ ế ể ủ ẽ ở ắ ạ ắ ẽ
m t đi n , đ ng c s d ng l i .ấ ệ ộ ơ ẽ ừ ạ
B o v ng n m ch b ng c u chì CC1 , CC2, CC3, CC4 . B o v quá t i cho đ ngả ệ ắ ạ ằ ầ ả ệ ả ộ
c b ng r le nhi t RN1 , RN2 .ơ ằ ơ ệ
S đ đi u khi n Hình1ơ ồ ề ể ở
37
Trang b đi nị ệ
B . TRANG B ĐI N – ĐI N T MÁY S I LEN Ị Ệ Ệ Ử Ợ
1) Đ c đi m công ngh :ặ ể ệ
Kéo s i len là khâu t ng đ i quan tr ng trong công nghi p d t - s i len đ c đemợ ươ ố ọ ệ ệ ợ ượ
d t thành v i dùng trong sinh ho t may m c và k thu t : các m c hàng qua quá trình d tệ ả ạ ặ ỷ ậ ặ ệ
th ng là n , d , chăn , khăng quàng , áo , bít t t , mũ , vòng đ m , đai truy n v.v. . .ườ ỉ ạ ấ ệ ề
Quá trình kéo s i len ch y u th c hi n trên hai h : h ch i b i liên h p và h ch iợ ủ ế ự ệ ệ ệ ả ớ ợ ệ ả
b i k . trong m i h , tuỳ theo đ c đi m và tính ch t c a nguyên li u nh đ m nh , đ dàiớ ỉ ổ ệ ặ ể ấ ủ ệ ư ộ ả ộ
, đ không đ u , đ ch a t p ch t .v.v. . .c a x len mà quá trình gia công có khác nhau .ộ ề ộ ứ ạ ấ ủ ơ
H ch i liên h p đ c phân ra : h ch i liên h p len m nh , h ch i liên h p len thô . hệ ả ợ ượ ệ ả ợ ả ệ ả ợ ệ
ch i k g m có : h ch i k len m nh , h ch i k len thô và h ch i k rút g n .ả ỉ ồ ệ ả ỉ ả ệ ả ỉ ệ ả ỉ ọ
Trong c hai h ch i , quá trình kéo s i len t len đ u qua các giai đo n c b n sau:ả ệ ả ợ ừ ề ạ ơ ả
Chu n b nguyên li u tr n : giai đo n này len đã đ c gi t s ch và đóng thànhẩ ị ệ ộ ở ạ ượ ặ ạ
ki n , đ c xé t i và làm s ch các t p ch t r i đ c tr n đ tao m t nguyên li u th ngệ ượ ơ ạ ạ ấ ồ ượ ộ ể ộ ệ ố
nh t . Sau đó , đem t m nhũ t ng , ch i đ hình thành s i .ấ ẩ ươ ả ể ợ
T m nh t ng có tác d ng giãm b t hi n t ng phát sinh t nh đi n trong nguyênẩ ủ ươ ụ ớ ệ ượ ỉ ệ
li u , làm tăng đàn tính cho len và gi cho len không b hao h t đ m trong các quá trìnhệ ữ ị ụ ộ ẩ
gia công ti p theo .ế
Cúi len cũng đ c kéo thành s i trên các máy kéo s i thô và máy kéo s i con .ượ ợ ợ ợ
2) T đ ng hoá máy kéo s i len ự ộ ợ
Máy kéo s i len làm vi c v i t c đ quay nh h n máy s i bông nên đòi h i đ ng l cợ ệ ớ ố ộ ỏ ơ ợ ỏ ộ ự
máy trong quá trình quá đ ph i t t h n máy s i bông . N u giãm b t t 2% đ n 16% . khiộ ả ố ơ ợ ế ớ ừ ế
đi u ch nh c b n và đi u ch nh theo l p s giãm tiêu hao nguyên li u t 2% đ n 11% vàề ỉ ơ ả ề ỉ ớ ẽ ệ ừ ế
tăng năng su t t 2,5% đ n 8% tuỳ theo s s i . đi u ch nh s t t n u :ấ ừ ế ố ợ ề ỉ ẽ ố ế
5,0≈
ΤΜ
τ
Trong đó :
τ
- th i gian quá đ .ờ ộ
TM - h ng s th i gian đi n c c a h truy n đ ng .ằ ố ờ ệ ơ ủ ệ ề ộ
Xét s đ máy s i c a hãng Carnitti – Morelli (Ý ) v i truy n đ ng dùng đ ng cơ ồ ợ ủ ớ ề ộ ộ ơ
m t chi u .ộ ề
S đ đi u khi n Hinh2ơ ồ ề ể ở
38


![Trang bị điện trong công trình: Chương 14 [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120724/butler2011/135x160/9351343093721.jpg)
![Giáo trình trang bị điện - Chương 10: Tổng quan và ứng dụng [Năm xuất bản]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_10_6121.jpg)

![Giáo trình trang bị điện - Chương 8: [Thêm mô tả cụ thể về nội dung chương để tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_8_0919.jpg)
![Giáo trình trang bị điện - Chương 7: [Nội dung cụ thể của chương nếu có]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_7_7977.jpg)


















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)