
Ch ng 5: TRANG BI ĐIÊN – ĐIÊN T MAY GIA CÔNG KIM LOAIươ Ư
5.1 Khái ni m chung ệ
5.1.1. Các yêu c u chính và nh ng đ c đi m công ngh đ c tr ng c a trang bầ ữ ặ ể ệ ặ ư ủ ị
đi n và t đ ng hoá các máy c t kim lo i ệ ự ộ ắ ạ
5.1.1.1. Phân lo i máy c t kim lo i ạ ắ ạ
Máy c t kim lo i g m nhi u ch ng lo i và r t đa d ng trong t ng nhóm máy,ắ ạ ồ ề ủ ạ ấ ạ ừ
nh ng có th phân lo i chúng d a trên các đ c đi m sau: ư ể ạ ự ặ ể
Theo đ c đi m c a quá trình công ngh (đ c tr ng c a ph ng pháp gia công): ặ ể ủ ệ ặ ư ủ ươ máy
ti n; máy khoan, máy doa; máy mài và đánh bóng; máy phay ... ệ
Theo đ c đi m c a quá trình s n xu t: máy v n năng; máy chuyên dùng..ặ ể ủ ả ấ ạ
Theo kích th c và kh i l ng: ướ ố ượ
+Máy c bình th ng; có th gia công chi ti t có kh i l ng đ n 10 t n. ỡ ườ ể ế ố ượ ế ấ
+Máy c l n: có th gia công chi ti t có kh i l ng đ n 30 t n. ỡ ớ ể ế ố ượ ế ấ
+Máy c n ng: có th gia công chi ti t có kh i l ng đ n 100 t n. ỡ ặ ể ế ố ượ ế ấ
+Máy c siêu n ng; có th gia công chi ti t có kh i l ng l n h n 100 t n. ỡ ặ ể ế ố ượ ớ ơ ấ
5.1.1.2. Các chuy n đ ng và các d ng gia công đi n hình trên MCKL ể ộ ạ ể
Trên MCKL, có hai lo i chuy n đ ng ch y u: chuy n đ ng c b n và chuy n đ ngạ ể ộ ủ ế ể ộ ơ ả ể ộ
ph ụ
- Chuy n đ ng c b n là chuy n đ ng t ng đ i c a dao c t so v i phôi đ đ mể ộ ơ ả ể ộ ươ ố ủ ắ ớ ể ả
b o quá trình c t g t. Chuy n đ ng này chia ra: chuy n đông chính và chuy nả ắ ọ ể ộ ể ể
đ ng ăn dao ộ
- Chuy n đ ng chính (chuy n đ ng làm vi c) là chuy n đ ng th c hi n quá trìnhể ộ ể ộ ệ ể ộ ự ệ
c t g t kim lo i b ng dao c t. ắ ọ ạ ằ ắ
- Chuy n đ ng ăn dao là các chuy n đ ng xê d ch c a dao ho c phôi đ t o ra m tể ộ ể ộ ị ủ ặ ể ạ ộ
l p phôi m i ớ ớ
Chuy n đ ng ph là nh ng chuy n đ ng không liên quan tr c ti p đ n quá trìnhể ộ ụ ữ ể ộ ự ế ế
c t g t, chúng c n thi t khi chu n b gia công, nâng cao hi u su t và ch t l ng giaắ ọ ầ ế ẩ ị ệ ấ ấ ươ
công, hi u ch nh máy v.v… Ví d nh di chuy n nhanh bàn ho c phôi trong máy ti n,ệ ỉ ụ ư ể ặ ệ
n i si t xà trên tr trong máy khoan c n, nâng h xà trong dao trong máy bào gi ng,ớ ế ụ ầ ạ ườ
b m d u c a h th ng bôi tr n, b m n c làm mát v.v… ơ ầ ủ ệ ố ơ ơ ướ
121
Các chuy n đ ng chính, ăn dao có th là chuy n đ ng quay ho c chuy n đ ng t nhể ộ ể ể ộ ặ ể ộ ị
ti n c a dao ho c phôi.ế ủ ặ
5.1.1.3 Các thi t b đi n chuyên d ng dùng trong các máy c t g t kim lo i.ế ị ệ ụ ắ ọ ạ
1. Nam châm đi nệ: th ng dùng đ đi u khi n các van thu l c, van khí nén, đi uườ ể ề ể ỷ ự ề
khi n đóng c t ly h p ma sát, ly h p đi n t và dùng đ hãm đ ng c đi n. Nam châmể ắ ợ ợ ệ ừ ể ộ ơ ệ
đi n dùng trong các máy c t g t kim lo i là nam châm đi n xoay chi u có l c hút tệ ắ ọ ạ ệ ề ự ừ
10N đ n 80N v i hành trình c a ph n ng (lõi nam châm) t 5 đ n 15mm. ế ớ ủ ầ ứ ừ ế
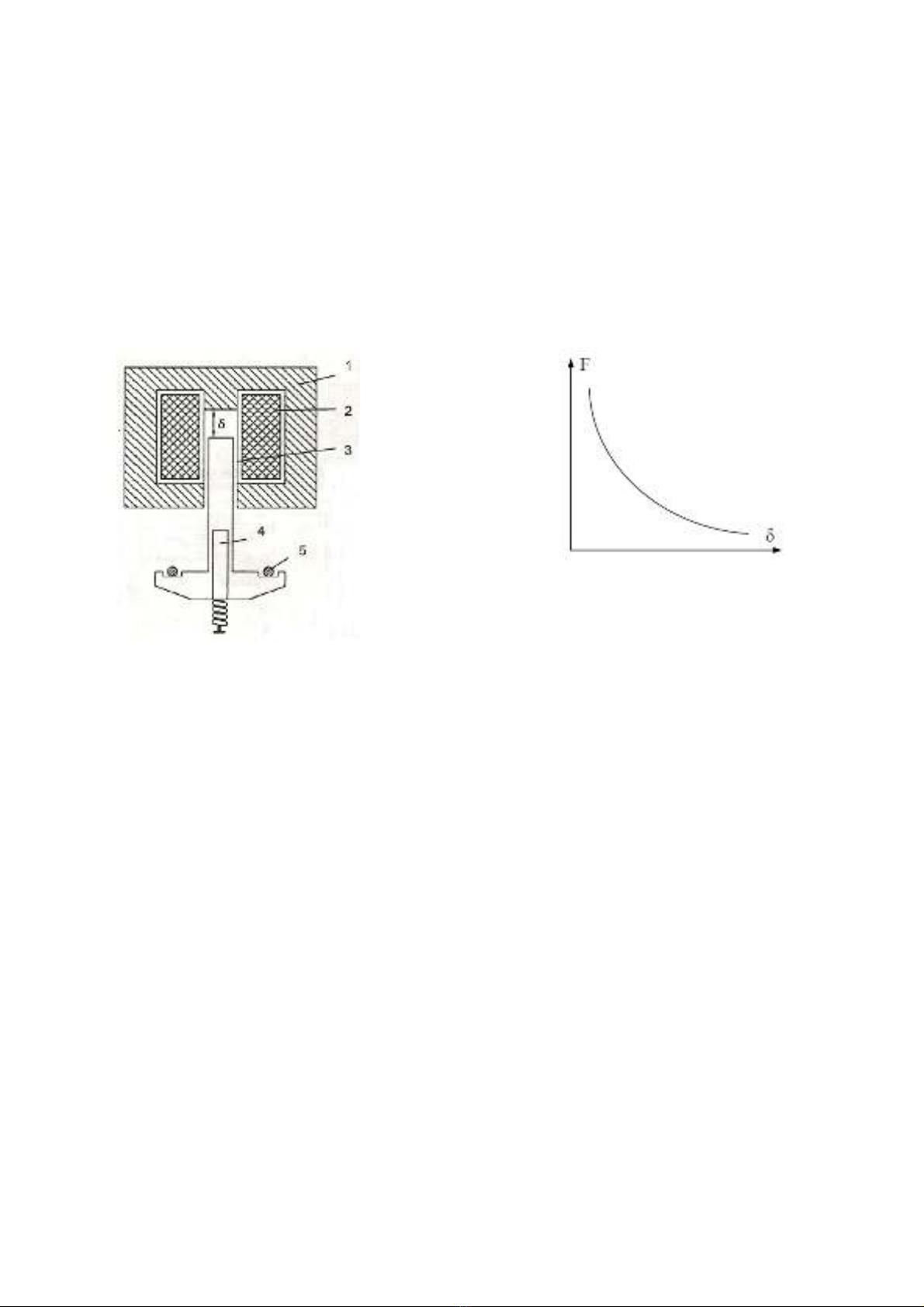
Hình 5.1. C u t o nam châm đi n ấ ạ ệ
1.M ch t ; 2. Cu n dây c a nam châm;ạ ừ ộ ủ
3. Thanh d n h ng; 4. Ph n ng lõi nam châm;ẫ ướ ầ ứ
5. Vòng ng n m chắ ạ
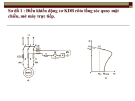
Hình 5.2. Đ c tính c c a namặ ơ ủ
châm đi nệ
Nguyên lý làm vi c c a nam châm đi n nh sau: khi c p ngu n cho cu n dây 2 sệ ủ ệ ư ấ ồ ộ ẽ
xu t hi n t thông khép kín theo m ch t 1. S tác d ng t ng h gi a t thông vàấ ệ ừ ạ ừ ự ụ ươ ỗ ữ ừ
dòng đi n trong cu n dây s sinh ra m t l c kéo hút ph n ng 4 vào sâu trong namệ ộ ẽ ộ ự ầ ứ
châm đi n. Thanh d n h ng 3 có ch c năng gi m h s ma sát gi a ph n ng vàệ ẫ ướ ứ ả ệ ố ữ ầ ứ
m ch t , đ m b o cho ph n ng không b hút l ch. ạ ừ ả ả ầ ứ ị ệ
Đ c tính quan tr ng nh t c a nam châm đi n là đ c tính c (đ c tính l c kéo). Nóặ ọ ấ ủ ệ ặ ơ ặ ự
bi u di m s ph thu c gi a l c kéo sinh ra c a nam châm đi n và hành trình c aể ễ ự ụ ộ ữ ự ủ ệ ủ
ph n ng F = f(δ). Đ c tính đó đ c bi u di n trên hình 5.2. ầ ứ ặ ượ ể ễ
2. Bàn t : ừdùng đ c p chi ti t gian công trên các máy mài m t ph ng ể ặ ế ặ ẳ
C u t o c a bàn t g m: h p s t non 1 v i các c c lõi 2, cu n dây 3, bàn t 4 có lótấ ạ ủ ừ ồ ộ ắ ớ ự ộ ừ
các t m m ng 5 b ng v t li u không nhi m t . Khi c p ngu n 1 chi u cho cu n dây,ấ ỏ ằ ậ ệ ễ ừ ấ ồ ề ộ
bàn s tr thành cam châm v i nhi u c p c c: c c b c N và c c nam S ẽ ở ớ ề ặ ự ự ắ ự
122

Bàn t đ c c p ngu n 1 chi u (tr s đi n áp có th là 24, 48, 110 và 220V v iừ ượ ấ ồ ề ị ố ệ ể ớ
công su t t 100 ÷ 3000W) t các b ch nh l u dùng đi t bán d n. Sau khi gia côngấ ừ ừ ộ ỉ ư ộ ẫ
xong, mu n l y chi ti t ra kh i bàn ph i kh t d c a bàn t , th c hi n b ng cáchố ấ ế ỏ ả ử ừ ư ủ ừ ự ệ ằ
đ o c c tính ngu n c p cho bàn t . ả ự ồ ấ ừ
3.Kh p ly h p đi n t : ớ ợ ệ ừ dùng đ đi u ch nh t c đ quay, đi u khi n đ ng c truy nể ề ỉ ố ộ ề ể ộ ơ ề
đ ng: kh i đ ng, đ o chi u, đi u ch nh t c đ và hãm. Kh p ly h p đi n t là khâuộ ở ộ ả ề ề ỉ ố ộ ớ ợ ệ ừ
trung gian n i đ ng c truy n đ ng v i máy công tác cho phép thay đ i t c đ máyố ộ ơ ề ộ ớ ổ ố ộ
công tác khi t c đ đ ng c không đ i, th ng dùng trong h truy n đ ng ăn dao c aố ộ ộ ơ ổ ườ ệ ề ộ ủ
các máy c t kim lo i. ắ ạ
Đ i v i h truy n đ ng ăn dao c a các máy c t g t kim lo i, yêu c u duy trìố ớ ệ ề ộ ủ ắ ọ ạ ầ
mômen không đ i trong toàn d i đi u ch nh t c đ . ổ ả ề ỉ ố ộ
V c u t o và nguyên lý ho t đ ng, ng i ta phân bi t hai lo i kh p ly h p đi nề ấ ạ ạ ộ ườ ệ ạ ớ ợ ệ
t : kh p ly h p đi n t ma sát và kh p ly h p đi n t tr t. ừ ớ ợ ệ ừ ớ ợ ệ ừ ượ
5.1.2. Ch n h truy n đ ng và tính ch n công su t đ ng c truy n đ ng c aọ ệ ề ộ ọ ấ ộ ơ ề ộ ủ
máy c t g t kim lo i ắ ọ ạ
5.1.2.1 Các h truy n đ ng th ng dùng trong máy c t g t kim lo i ệ ề ộ ườ ắ ọ ạ
Đ i v i chuy n đ ng chính ố ớ ể ộ c a máy ti n, khoan, doa, máy phay… v i t n s đóngủ ệ ớ ầ ố
c t đi n không l n, ph m vi đi u ch nh t c đ không r ng th ng dùng h truy nắ ệ ớ ạ ề ỉ ố ộ ộ ườ ệ ề
đ ng v i đ ng c không đ ng b rôto l ng sóc. Đi u ch nh t c đ trong các máy đóộ ớ ộ ơ ồ ộ ồ ề ỉ ố ộ
th c hi n b ng ph ng pháp c khí dùng h p t c đ . ự ệ ằ ươ ơ ộ ố ộ
Đ i v i m t s máy khác nh : ố ớ ộ ố ư máy ti n R vonve, máy doa ngang, máy s c răng…ệ ơ ọ
yêu c u ph m vi đi u ch nh t c đ r ng h n, h truy n đ ng tr c chính dùng hầ ạ ề ỉ ố ộ ộ ơ ệ ề ộ ụ ệ
truy n đ ng v i đ ng c không đ ng b hai ho c ba c p t c đ . Quá trình thay đ iề ộ ớ ộ ơ ồ ộ ặ ấ ố ộ ổ
t c đ th c hi n b ng cách thay đ i s đ đ u dây qu n stato c a đ ng c đ thayố ộ ự ệ ằ ổ ơ ồ ấ ấ ủ ộ ơ ể
đ i s đôi c c v i công su t duy trì không đ i .ổ ố ự ớ ấ ổ
Đ i v i m t s máy nh :ố ớ ộ ố ư máy bào gi ng, máy mài tròn, máy doa to đ và hườ ạ ộ ệ
truy n đ ng ăn dao c a m t s máy yêu c u:ề ộ ủ ộ ố ầ
- Ph m vi đi u ch nh t c đ r ng.ạ ề ỉ ố ộ ộ
- Đ o chi u quay liên t c.ả ề ụ
- T n s đóng c t đi n l n.ầ ố ắ ệ ớ
Th ng dùng h truy n đ ng m t chi u (h máy phát - đ ng c đi n m t chi u F -ườ ệ ề ộ ộ ề ệ ộ ơ ệ ộ ề
Đ, h máy đi n khu ch đ i - đ ng c đi n 1 chi u MĐKĐ - Đ, h khu ch đ i tệ ệ ế ạ ộ ơ ệ ề ệ ế ạ ừ
đ ng c đi n 1 chi u KĐT- Đ và b bi n đ i Tiristo - đ ng c đi n m t chi u T-Đ)ộ ơ ệ ề ộ ế ổ ộ ơ ệ ộ ề
và h truy n đ ng xoay chi u dùng b bi n t n.ệ ề ộ ề ộ ế ầ
5.1.2.2. Các tham s đ c tr ng cho ch đ c t g t trên các máy c t g t kim lo iố ặ ư ế ộ ắ ọ ắ ọ ạ
Các tham s đ c tr ng cho ch đ c t ph thu c vào y u t c a đi u ki n gia côngố ặ ư ế ộ ắ ụ ộ ế ố ủ ề ệ
123

nh : chi u sâu c t t, l ng ăn dao s,b r ng phôi b, đ b n dao c t T, v t li u chiư ề ắ ượ ề ộ ộ ề ắ ậ ệ
ti t, hình dáng và v t li u dao, đi u ki n làm mát…Các tham s đó đ c xác đ nhế ậ ệ ề ệ ố ượ ị
theo công th c kinh nghi m ng v i t ng nhóm máy.ứ ệ ứ ớ ừ
5.1.2.3. Ph t i c a đ ng c truy n đ ng các c c u đi n hình trong các máy c tụ ả ủ ộ ơ ề ộ ơ ấ ể ắ
g t kim lo i ọ ạ
a. C c u truy n đ ng chính ơ ấ ề ộ
Trong truy n đ ng chính các máy c t g t kim lo i, l c c t là h u ích, nó ph thu cề ộ ắ ọ ạ ự ắ ữ ụ ộ
vào ch đ c t (t, s, v) v t li u chi ti t gia công và v t li u làm dao ế ộ ắ ậ ệ ế ậ ệ
Đ i v i chuy n đ ng chính là chuy n đ ng quay nh máy ti n, phay, khoan, doaố ớ ể ộ ể ộ ư ở ệ
và máy mài, mômen trên tr c chính c a máy đ c xác đ nh theo công th c: ụ ủ ượ ị ứ
.
2
z
z
F d
M=
(5.1)
Trong đó: Fz - l c c t, N; d - đ ng kính c a chi ti t gia công [m] ự ắ ườ ủ ế
Mômen h u ích trên đ ng c là: ữ ộ ơ
.
2
z z
hi
M F d
Mi i
= =
(5.2 )
Đ i v i chuy n đ ng chính là chuy n đ ng t nh ti n, ví d nh chuy n đ ng diố ớ ể ộ ể ộ ị ế ụ ư ể ộ
chuy n bàn trong máy bào gi ng, chuy n đ ng c a dao trong máy s c, máy bàoể ườ ể ộ ủ ọ
ngang v.v…Mômen t nh ti n h u ích là: ị ế ữ
Mhi = Fz.ρ [N.m] (5.3)
Trong đó: ρ là bán kính qui đ i l c c t v tr c đ ng c , đ c xác đ nh b ng t sổ ự ắ ề ụ ộ ơ ượ ị ằ ỷ ố
gi a t c đ di chuy n t nh ti n và t c đ c a đ ng c truy n đ ngữ ố ộ ể ị ế ố ộ ủ ộ ơ ề ộ
b. C c u truy n đ ng ăn dao ơ ấ ề ộ
Trong h truy n đ ng ăn dao, đ ng c th c hi n di chuy n bàn dao, ho c d chệ ề ộ ộ ơ ự ệ ể ặ ị
chuy n chi ti t đ th c hi n đ c quá trình c t g t. H truy n đ ng ăn dao đ cể ế ể ự ệ ượ ắ ọ ệ ề ộ ượ
th c hi n b ng nhi u ph ng án khác nhau. Ph ng án đi n hình là c c u ăn daoự ệ ằ ề ươ ươ ể ơ ấ
ki u tr c vít – êcuể ụ
L c ăn dao khi bàn dao ho c bàn c p chi ti t kh i hành đ c tính theo bi u th c sauự ặ ặ ế ở ượ ể ứ
0
( )
ado b ct
F G G f s
µ
= + +
(5.4)
Trong đó: Gb - kh i l ng c a bàn, N;ố ượ ủ
Gct- kh i l ng c a chi ti t, N;ố ượ ủ ế
f0 - h s ma sát khi bàn dao tr t trên g tr t ;ệ ố ượ ờ ượ
f0 = (0,2 ÷ 0,3) khi kh i đ ng bàn dao;ở ộ
124

f0 = (0,08 ÷ 0,1) khi c t g t;ắ ọ
μ - áp su t dính th ng l y b ng 0,5N/cm2ấ ườ ấ ằ
5.1.2.4. Tính ch n công su t đ ng c truy n đ ng các c c u c a máy c t kim lo i ọ ấ ộ ơ ề ộ ơ ấ ủ ắ ạ
a.Nh ng v n đ chung ữ ấ ề
Vi c ch n đúng công su t đ ng c truy n đ ng là h t s c quan tr ng. N u ch nệ ọ ấ ộ ơ ề ộ ế ứ ọ ế ọ
công su t đ ng c l n h n tr s c n thi t thì v n đ u t s tăng, đ ng c th ngấ ộ ơ ớ ơ ị ố ầ ế ố ầ ư ẽ ộ ơ ườ
xuyên làm vi c non t i, làm cho hi u su t và h s công su t th p. N u ch n côngệ ả ệ ấ ệ ố ấ ấ ế ọ
su t đ ng c nh h n tr s yêu c u thì máy s không đ m b o năng su t c n thi t,ấ ộ ơ ỏ ơ ị ố ầ ẽ ả ả ấ ầ ế
đ ng c th ng ph i ch y non t i, làm gi m tu i th đ ng c , tăng phí t n v n hànhộ ơ ườ ả ạ ả ả ổ ọ ộ ơ ổ ậ
do s a ch a nhi uử ữ ề
b. Các s li u ban đ u ố ệ ầ
Đ tính ch n đ c công su t đ ng c , c n ph i có các s li u ban đ u sau: ể ọ ượ ấ ộ ơ ầ ả ố ệ ầ
Các thông s c a ch đ làm vi c c a máy bao g m: ố ủ ế ộ ệ ủ ồ
- Các thông s đ c tr ng cho ch đ c t g t là: t c đ c t, l c c t ho c các thôngố ặ ư ế ộ ắ ọ ố ộ ắ ự ắ ặ
s c a ch đ c t g t nh chi u sâu c t, l ng ăn dao, v t li u đ c gia công , v tố ủ ế ộ ắ ọ ư ề ắ ượ ậ ệ ượ ậ
li u dao v.v… , tr ng l ng chi ti t gia công, th i gian làm vi c, th i gian ngh ệ ọ ượ ế ờ ệ ờ ỉ
- Kh i l ng c a chi ti t gia công. ố ượ ủ ế
- Th i gian làm vi c và th i gian ngh . ờ ệ ờ ỉ
K t c u c khí c a máy bao g mế ấ ơ ủ ồ :
- S đ đ ng h c c a các c c u. ơ ồ ộ ọ ủ ơ ấ
- Kh i l ng các b ph n chuy n đ ng. ố ượ ộ ậ ể ộ
c. Các b c ch n công su t đ ng c ướ ọ ấ ộ ơ
Quá trình ch n công su t đ ng c có th chia làm 2 b c sau: ọ ấ ộ ơ ể ướ
B c 1ướ : ch n s b công su t đ ng c truy n đ ng theo trình t sau: ọ ơ ộ ấ ộ ơ ề ộ ự
+ Xác đ nh công su t ho c momen tác d ng trên tr c làm vi c c a h p t c đ (Pị ấ ặ ụ ụ ệ ủ ộ ố ộ z
ho c Mặz). N u trong m t chu kỳ, ph t i c a truy n đ ng thay đ i thì ph i xác đ nhế ộ ụ ả ủ ề ộ ổ ả ị
Pz (ho c Mặz) cho t t c các giai đo n cho c chu kỳ . M i lo i máy có các công th cấ ả ạ ả ỗ ạ ứ
riêng đ xác đ nh. Có th cho tr c Pể ị ể ướ z ho c Mặz
+ Xác đ nh công su t trên tr c đ ng c đi n và thành l p đ th ph t i tĩnh: mu nị ấ ụ ộ ơ ệ ậ ồ ị ụ ả ố
thành l p đ th ph t i cho truy n đ ng trong m t chu kỳ, ta ph i xác đ nh công su tậ ồ ị ụ ả ề ộ ộ ả ị ấ
ho c momen trên tr c đ ng c và th i gian làm vi c ng v i t ng giai đo n.ặ ụ ộ ơ ờ ệ ứ ớ ừ ạ
125


![Trang bị điện trong công trình: Chương 14 [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120724/butler2011/135x160/9351343093721.jpg)
![Giáo trình trang bị điện - Chương 10: Tổng quan và ứng dụng [Năm xuất bản]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_10_6121.jpg)

![Giáo trình trang bị điện - Chương 8: [Thêm mô tả cụ thể về nội dung chương để tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_8_0919.jpg)
![Giáo trình trang bị điện - Chương 7: [Nội dung cụ thể của chương nếu có]](https://cdn.tailieu.vn/images/document/thumbnail/2012/20120301/augi19/135x160/giao_trinh_trang_bi_dien_ii_phan_7_7977.jpg)


















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)