
Thép cán cho kết cấu hàn
Giới thiệu
Tiêu chuẩn Công nghiệp Nhật Bản này được lập dựa trên án bản lần hai của ISO 630 xuất bản năm 1995 với một
số điều chỉnh về nội dung kỹ thuật. Phụ lục JA và JB của Tiêu chuẩn này không được trình bày trong Tiêu chuẩn
Quốc tế tương ứng. Phụ lục a được lập nhưng không thay đổi các nội dung kỹ thuật của ISO 630.
Các phần ở ngoài lề hoặc có kẻ nét đứt bên dưới là các vấn đề mà nội dung trong Tiêu chuẩn Quốc tế tương ứng
đã có điều chỉnh. Phụ lục JC bao gồm danh sách các điều chỉnh cùng với giải thích.
1. Phạm vi
Tiêu chuẩn này quy định về thép cán nóng (sau đây gọi là "sản phẩm thép") được sử dụng cho cầu, tàu, đầu
kéo toa xe, bể chứa xăng dầu, bình chứa và các công tác thi công khác có khả năng chịu hàn tốt.
Trừ khi có quy định khác, còn không nguyên văn nội dung của Tiêu chuẩn này sẽ được sử dụng, tuy nhiên,
Phụ lục A có thể được sử dụng thay thế nội dung của tiêu chuẩn này nếu có thỏa thuận giữa bên mua và bên
cung cấp.
LƯU Ý: Tiêu chuẩn Quốc tế tương ứng với Tiêu chuẩn này như sau.
ISO 630: 1995 Thép kết cấu – thép tấm, thép lá, thép thanh và thép hình (MOD)
Ngoài ra, các ký hiệu chỉ các mức độ tuân thủ về nội dung giữa Tiêu chuẩn Quốc tế và JIS tương ứng gồm có
IDT (giống hệt), MOD (điều chỉnh), và NEQ (không tương ứng) theo ISO/IEC Guide 21.
2. Tham chiếu quy phạm
Các tiêu chuẩn sau đây bao gồm các yêu cầu mà thông qua tham chiếu trong tiêu chuẩn này, cấu thành nên
các yêu cầu của Tiêu chuẩn này. Các ấn bản hiện hành của các tiêu chuẩn liệt kê dưới đây (bao gồm cả phần
sửa đổi) sẽ được áp dụng.
JIS G 0320 Phương pháp thí nghiệm tiêu chuẩn phân tích nhiệt của các sản phẩm thép.
JIS G 0404 Thép và các sản phẩm thép – Các yêu cầu kỹ thuật chung
JIS G 0415 Thép và các sản phẩm thép –Các tài liệu Kiểm tra
LƯU Ý: Tiêu chuẩn Quốc tế tương ứng: ISO 10474 Thép và các sản phẩm thép –Các tài liệu Kiểm tra (IDT)
JIS G 0416 Thép và các sản phẩm thép – vị trí và chuẩn bị mẫu thí nghiệm cho thí nghiệm cơ lý
JIS G 0801 Thí nghiệm siêu âm thép tấm cho bể áp suất.
JIS G 0901 Phân loại thép tấm kết cấu cán dẹt và thép lá cho xây dựng bằng thí nghiệm siêu âm
JIS G 3192 Kích thước, khối lượng và sai số cho phép đối với thép hình cán nóng
JIS G 3193 Kích thước, khối lượng và sai số cho phép đối với thép tấm, thép bản và thép dải cán nóng
JIS G 3194 Kích thước, khối lượng và sai số cho phép đối với thép tấm cán nóng
JIS Z 2201 Mẫu cho thí nghiệm kéo đối với các vật liệu kim loại
JIS Z 2241 Phương pháp thí nghiệm kéo đối với các vật liệu kim loại
JIS Z 2242 Phương pháp thí nghiệm thử va đập Charpy đối với các vật liệu kim loại
LƯU Ý: Tiêu chuẩn Quốc tế tương ứng: ISO 148-1:2006 Vật liệu kim loại - thí nghiệm thử va đập Charpy –
Phần 1: Phương pháp thí nghiệm (MOD)
3. Cấp, ký hiệu và chiều dày áp dụng
Các sản phẩm thép sẽ được phân loại ra thành 11 cấp, và tên và chiều dày áp dụng được cho ở bảng 1.
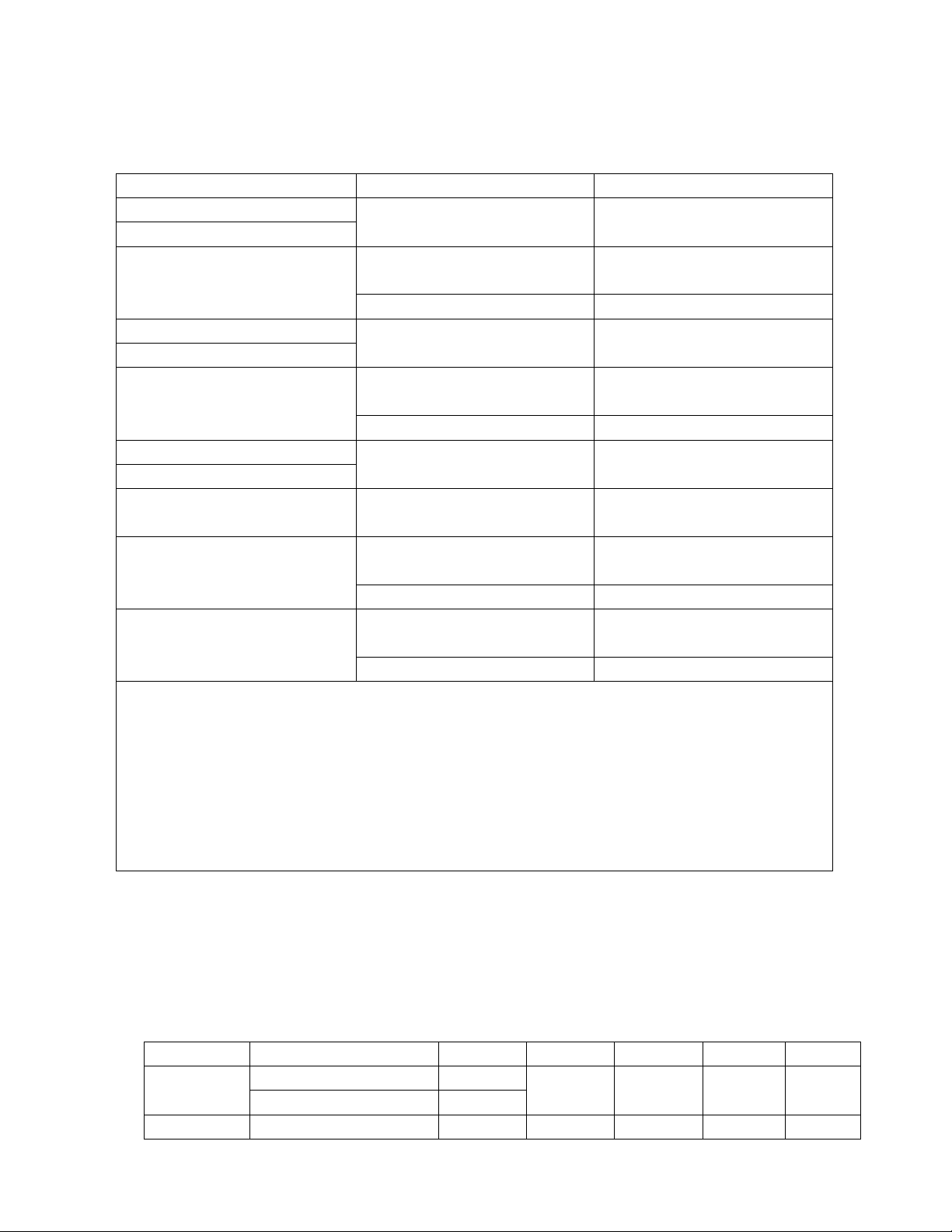
Bảng 1 Ký hiệu cấp và chiều dày áp dụng
Đơn vị: mm
Ký hiệu mác
Sản phẩm thép
Chiều dày áp dụng a)
SM400A
Thép tấm, thép cuộn, thép hình
và thép cán dẹt
≤ 200
SM400B
SM400C b)
Thép tấm, thép cuộn và thép
hình
≤ 100
Thép cán dẹt
≤ 50
SM 490A
Thép tấm, thép cuộn, thép hình
và thép cán dẹt
≤ 200
SM 490B
SM 490C b)
Thép tấm, thép cuộn và thép
hình
≤ 100
Thép cán dẹt
≤ 50
SM 490YA
Thép tấm, thép cuộn, thép hình
và thép cán dẹt
≤ 100
SM 490YB
SM520B
Thép tấm, thép cuộn, thép hình
và thép cán dẹt
≤ 100
SM 520C b)
Thép tấm, thép cuộn và thép
hình
≤ 100
Thép cán dẹt
≤40
SM 570
Thép tấm, thép cuộn và thép
hình
≤ 100
Thép cán dẹt
≤40
Lưu ý:
a) Thép tấm có chiều dày đến 450 mm đối với SM400A, dày tới 300 mm đối với SM490A, dày
tới 250 mm đối với SM400B, SM400C, SM490B và SM490C và dày tới 150 mm đối với
SM490YA, SM490YB, SM520B, SM520C và SM570 có thể được sản xuất theo thỏa thuận
giữa khách hàng và nhà cung cấp.
b) Thép lá có chiều dày đến 75 mm đối với SM400C và SM490C và chiều dày tới 50 mm đối với
SM520C có thể được sản xuất theo thỏa thuận giữa khách hàng và nhà cung cấp.
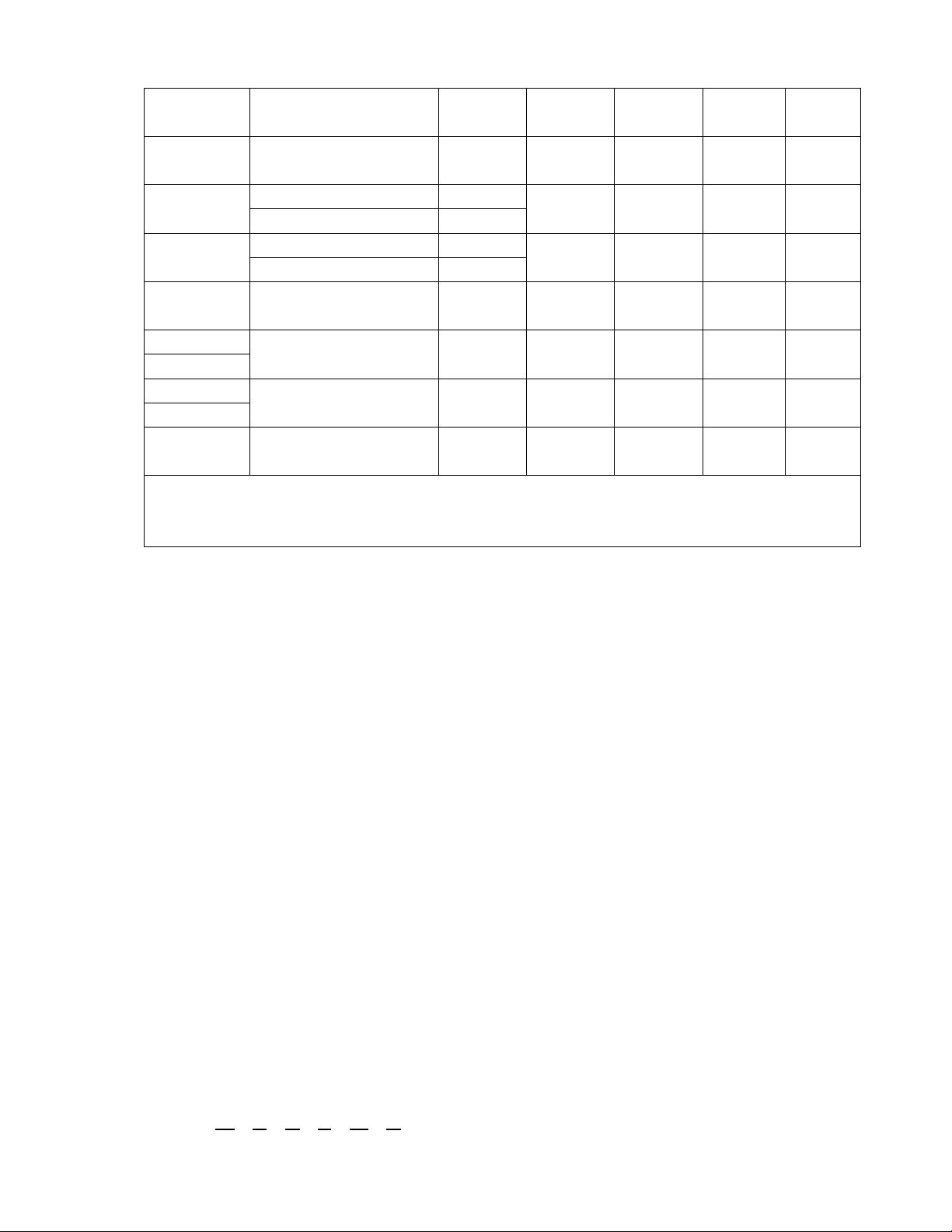
4. Thành phần hóa học
Các sản phẩm thép này phải được thí nghiệm theo 10.1 và các giá trị phân tích thành phần phải theo bảng
2. Các giá trị phân tích thành phần của các sản phẩm thép thỏa thuận giữa khách hàng và nhà cung cấp
theo Lưu ý a) ở bảng 1 phải theo bảng JB.1.
Bảng 2 Thành phần hóa học a)
Đơn vị: %
Ký hiệu cấp
Chiều dày
C
Si
Mn
P
S
SM400
Bằng và dưới 50 mm
0.23 max
-
2.5 ¥ C
min b)
0.035
max
0.035
max
Trên 50 mm đến 200 mm
0.25 max
SM400B
Bằng và dưới 50mm
0.20 max
0.35 max
Trên 50 mm đến 200 mm
0.22 max
0.60 tới
1.50
0.035
max
0.035
max
SM400C
Tối đa 100 mm
0.18 max
0.35 max
0.60 tới
1.50
0.035
max
0.035
max
SM490A
Bằng và dưới 50mm
0.20 max
0.55 max
1.65 max
0.035
max
0.035
max
Trên 50 mm đến 200 mm
0.22 max
SM490B
Bằng và dưới 50mm
0.18 max
0.55 max
1.65 max
0.035
max
0.035
max
Trên 50 mm đến 200 mm
0.20 max
SM490C
Bằng và dưới 100mm
0.18 max
0.55 max
1.65 max
0.035
max
0.035
max
SM490YA
Bằng và dưới 100mm
0.20 max
0.55 max
1.65 max
0.035
max
0.035
max
SM490YB
SM520B
Bằng và dưới 100mm
0.20 max
0.55 max
1.65 max
0.035
max
0.035
max
SM520C
SM570
Bằng và dưới 100mm
0.18 max
0.55 max
1.70 max
0.035
max
0.035
max
Lưu ý:
a) Các nguyên tố hợp kim khác các thành phần cho ở bảng 2 có thể được thêm vào nếu cần thiết
b) Giá trị cacbon phải áp dụng các giá trị cuả phân tích thành phần thực tế
5. Xử lý nhiệt và ký hiệu
5.1 Xử lý nhiệt
Các sản phẩm thép có thể phải đưa về thể chuẩn bình thường, tôi cứng và ủ, hoặc ủ nếu cần thiết. Đối với
tất cả các mác thép, phải xử lý nhiệt như quy trình kiểm soát nhiệt cơ theo thỏa thuận giữa khách hàng và
nhà cung cấp (sau đây gọi là “thỏa thuận” trong mục 5.2).
5.2 Ký hiệu xử lý nhiệt
Khi các sản phẩm thép phải xử lý nhiệt, ký hiệu xử lý nhiệt như sau:
Hơn nữa, khi thêm ký hiệu xử lý nhiệt theo như cách sau đây thì ký hiệu này phải được viết thêm vào đằng
sau ký hiệu của mác thép trong bảng 1.
a) Trong trường hợp áp dụng quy chuẩn hóa cho các sản phẩm thép theo thỏa thuận: N
b) Trương trường hợp áp dụng tôi cho các sản phẩm thép theo thỏa thuận: T
c) Trong trường hợp áp dụng tôi cứng và ủ cho các sản phẩm thép theo thỏa thuận: Q
d) Trong trường hợp áp dụng kiểm soát nhiệt cơ cho các sản phẩm thép theo thỏa thuận: TMC
e) Trong trường hợp áp dụng xử lý nhiệt phù hợp cho các sản phẩm thép thoe thỏa thuận: By agreement
(Theo thỏa thuận)
f) Ví dụ các ký hiệu: SM490CN, SM570TMC
6. Cacbon tương đương hoặc thành phần hóa học cho độ nhạy của các vết nứt hàn
6.1 Cacbon tương đương hoặc thành phần hóa học cho độ nhạy của các vết nứt hàn đối với SM570
Cacbon tương đương hoặc thành phần hóa học cho độ nhạy của các vết nứt hàn đối với SM570 như sau:
Hơn nữa, cacbon tương đương sẽ được áp dụng cho các sản phẩm thép được tôi cứng hoặc tôi.
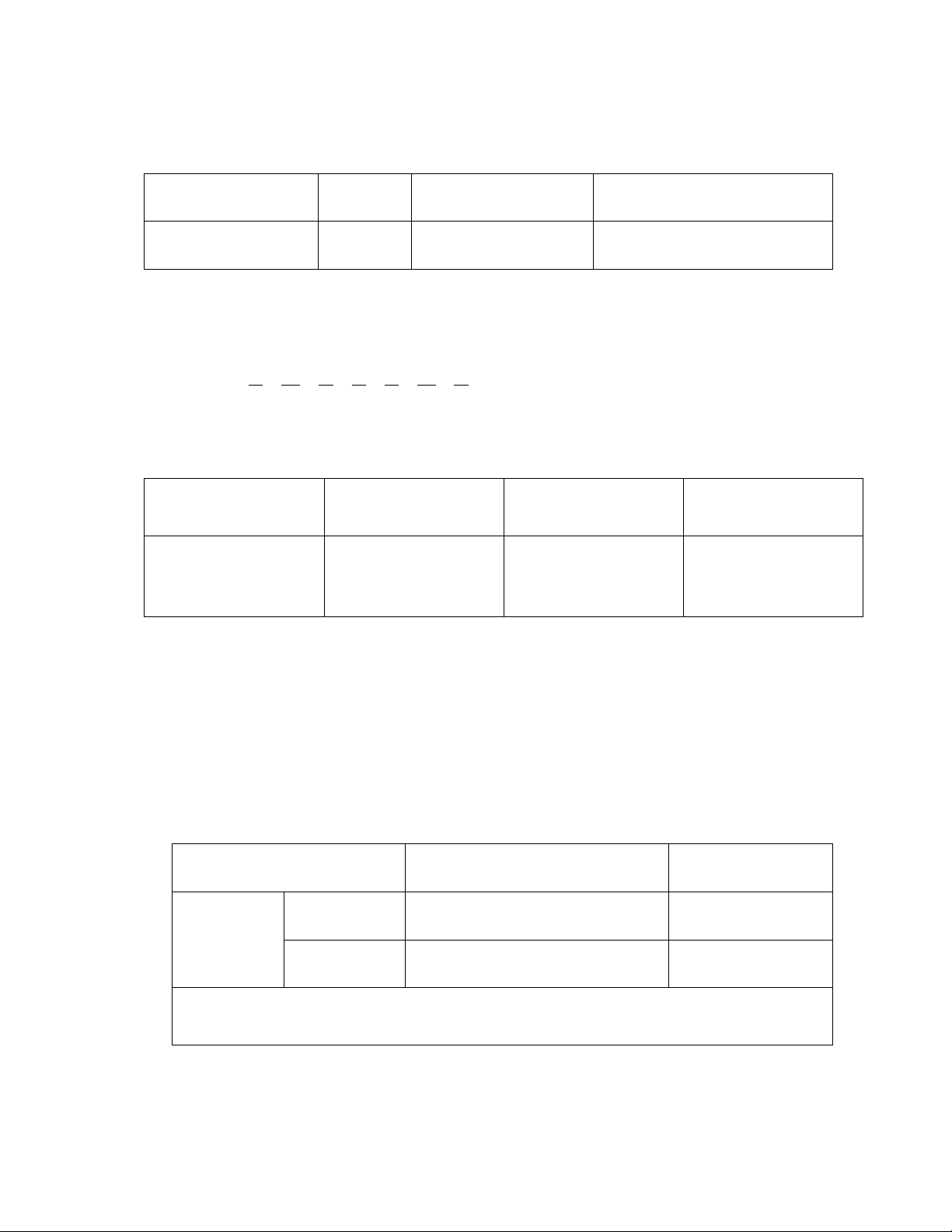
a) Cacbon tương đương phải được tính toán từ công thức sau (1) sử dụng các giá trị phân tích thành phần
mục 10.1 và phải theo bảng 3.
Ceq = C + Mn
6 + Si
24 + Ni
40 + Cr
5 + Mo
4 + V
14 …… (1)
Trong đó, Ceq : cacbon tương ứng (%)
Bảng 3 Cacbon tương ứng
Chiều dày sản phẩm
thép mm
50 max
Dày hơn 50 tới 100
Trên 100
Cacbon tương ứng
0.44 max
0.47 max
Theo thỏa thuận giữa khách
hàng và nhà cung cấp
b) Thành phần hóa học về độ nhạy của vết nứt khi hàn có thể được áp dụng thay vì cacbon tương ứng
theo thỏa thuận giữa khách hàng và nhà cung cấp. Trong trường hợp này, thành phần hóa học về độ
nhạy của vết nứt phải được tính toán theo công thức (2) sử dụng giá trị phân tích thành phần trong
10.1 và phải theo bảng 4.
PCM = C + Si
30 + Mn
20 + Cu
20 + Ni
60 + Cr
20 + Mo
15 + V
14 + 5B…..(2)
Trong đó, PCM : thành phần hóa học về độ nhạy các vết nứt khi hàn (%)
Bảng 4 Thành phần hóa học về độ nhạy các vết nứt khi hàn
Chiều dày sản phẩm
thép mm
50 max
Dày hơn 50 tới 100
Trên 100
Cacbon tương ứng
0.28 max
0.30 max
Theo thỏa thuận giữa
khách hàng và nhà cung
cấp
6.2 Cacbon tương ứng hoặc thành phần hóa học về độ nhạy của vết nứt khi hàn đối với thép bản
được kiểm soát nhiệt cơ
Cacbon tương ứng của thép bản được qua xử lý kiểm soát nhiệt cơ theo thỏa thuận giữa khách hàng và
nhà cung cấp và thành phần hóa học về độ nhạy vết nứt khi hàn áp dụng cấu thành nên cacbon tương ứng
theo thỏa thuận giữa khách hàng và nhà cung cấp như sau:
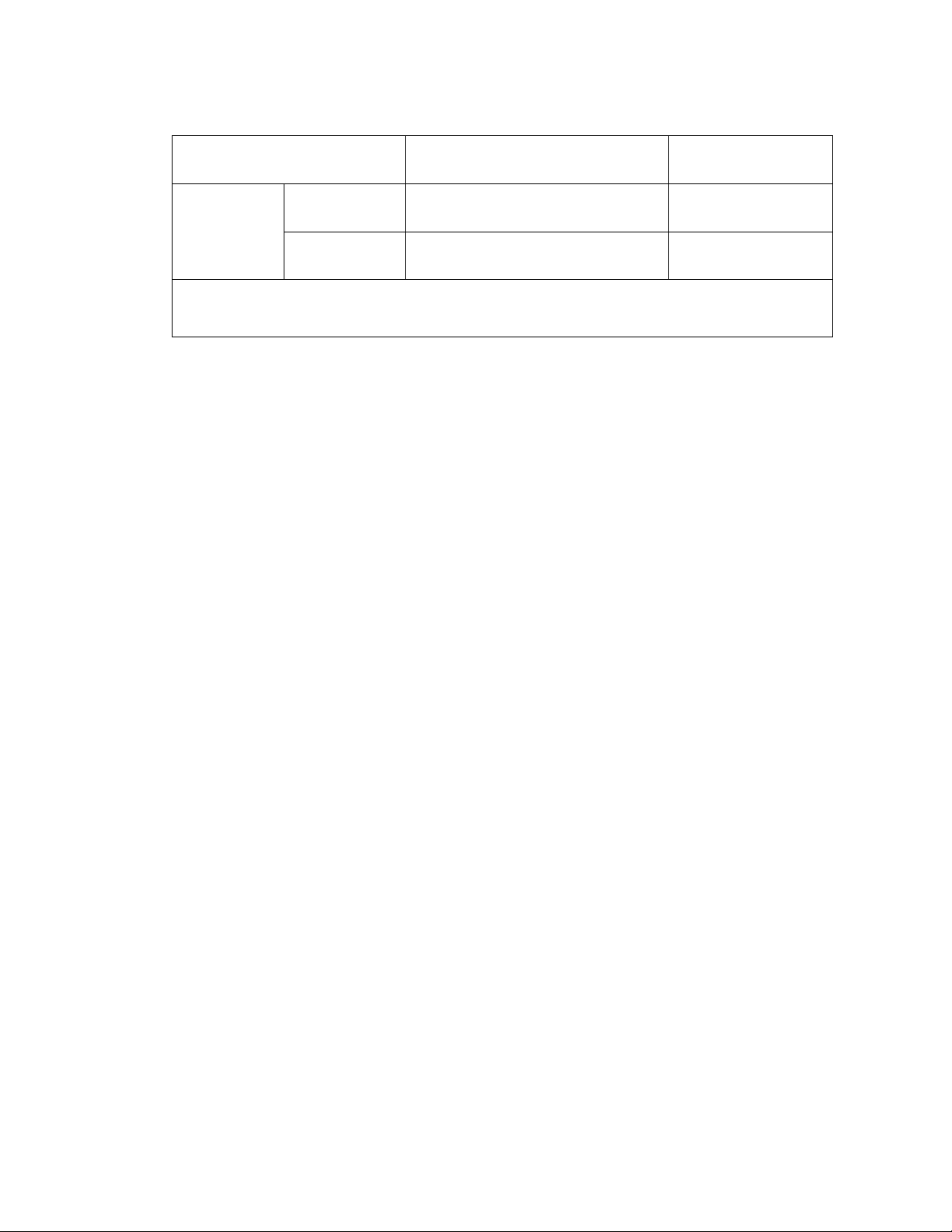
a) Cacbon tương ứng Cacbon tương ứng phải được tính theo công thức (1) mục 6.1 sử dụng giá trị phân
tích thành phần mục 10.1 và phải theo bảng 5.
Bảng 5 Cacbon tương ứng
Đơn vị : %
Ký hiệu mác
SM490A SM490YA SM490B
SM490YB SM490C
SM520B SM520C
Chiều dày áp
dụng a)
Dày bằng hoặc
dưới 50 mm
0.38 max
0.40 max
Trên 50 mm
đến 100 mm
0.40 max
0.42 max
Lưu ý a) Cacbon tương ứng của thép bản dày trên 100 mm phải theo thỏa thuận giữa khách
hàng và nhà cung cấp.
b) Độ nhạy vết nứt khi hàn của vật liệu Độ nhạy vết nứt khi hàn của vật liệu phải được tính theo công
thức (2) mục 6.1 sử dụng giá trị phân tích thành phần mục 10.1 và theo bảng 6
Bảng 6 Độ nhạy vết nứt khi hàn của vật liệu
Đơn vị: %
Ký hiệu mác
SM490A SM490YA SM490B
SM490YB SM490C
SM520B SM520C
Chiều dày áp
dụng a)
Dày bằng hoặc
dưới 50 mm
0.24 max
0.26 max
Trên 50 mm
đến 100 mm
0.26 max
0.27 max
Lưu ý a) Cacbon tương ứng của thép bản dày trên 100 mm phải theo thỏa thuận giữa khách
hàng và nhà cung cấp.














![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)