BÀI 3: THIẾT KẾ QTCN GIA CÔNG
A- Ý NGHĨA CỦA CHUẨN BỊ S/X
B- PHƯƠNG PHÁP THIẾT KẾ
1- KIỂM TRA TÍNH CÔNG NGHỆ TRONG KẾT CẤU.
2- XÁC ĐỊNH LƯỢNG DƯ VÀ PHƯƠNG PHÁP TẠO PHÔI.
3- XÁC ĐỊNH TRÌNH TỰ GIA CÔNG HỢP LÝ.
4- THIẾT KẾ NGUYÊN CÔNG.
5- SO SÁNH PHƯƠNG ÁN CÔNG NGHỆ.
Muốn s/xuất thì phải chuẩn bị s/x nhất là trong s/x lớn.
Chuẩn bị tốt quá trình s/x thì sẽ góp phần bảo đảm:kỹ thuật,
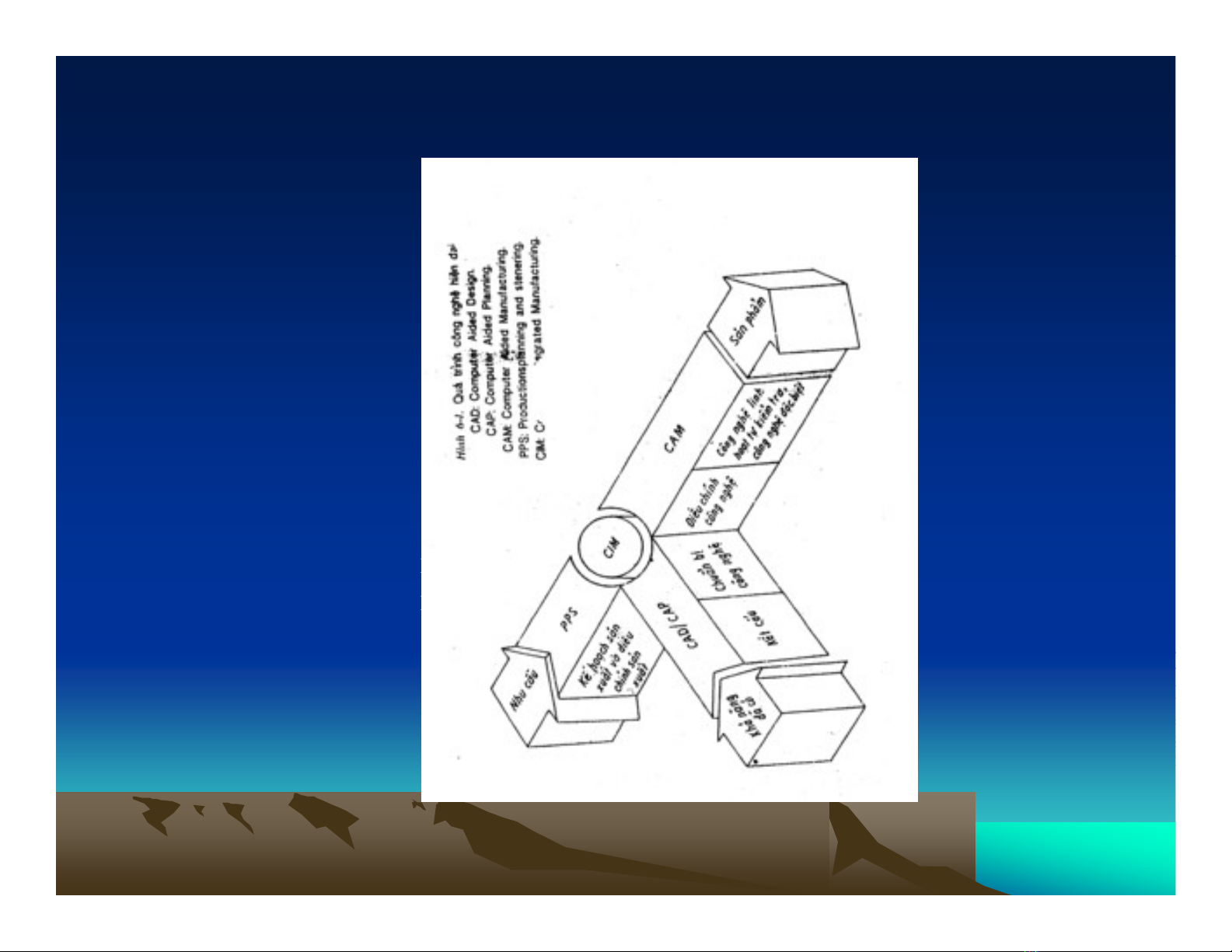
năng xuất và kinh tế. Quá trình từ chuẩn bị sản xuất đến sản
xuất nhưsau:
•Hình ( 6 – 1)
Yếu tố quan trọng trong chuẩn bị sản xuất là thiết kế QTCN gia
công.
Lập QTCN có hai loại.
A- Ý NGHĨA CỦA CHUẨN BỊ SẢN XUẤT
1- Ý NGHĨA CỦA VIỆC CHUẨN BỊ SẢN XUẤT.
Cho sản phẩm mới để xây dựng nhà máy mới.
Cho sản phẩm mà nhà máy đã có sẵn.
Hướng dẫn công nghệ.
Lập các chỉ tiêu kinh tế kỹ thuật.
Lập kế họach sản xuất và điềi hành sản xuất.
QTCN được thiết kế nhằm mục đích:
Vì nhu cầu của con người và xã hội luôn thay đổi làm cho tính
chất và hình dáng của sản phẩm thay đổi theo nên QTCN
phải“mềm” phải linh họat để tạo ra sản phẩm theo yêu cầu.
Mức độ tỷ mỷ của QTCN tuỳ thuộc quy mô sản xuất.Mỗi QTCN
phải có độ tin cậy theo yêu cầu nhất định.
Theo Markov độ tin cậy của QTCN được viết:
Rt= R(NC1).R(NC2/NC1).R(NC3/NC2)…..R(NCn/NCn-1)
Rt= R(NC1).ΠR(NCi+1/NCi)
Và R(NCi) = R(Nci+1) = hằng số.
Bảo đảm chất lượng theo yêu cầu.
Phương pháp gia công phải kinh tế nhất.
Phải áp dụng được thành tựu mới của KHKT.
Phải thích hợp với đ/kiện cụ thể của nơi s/x.
Phải tranh thủ được việc sử dụng những sáng kiến, kinh nghiệm
hợp lý của nhiều người.
Phải ứng dụng được những hình thức tổ chức tiên tiến.
Phải có độ tin cậy theo yêu cầu.
•Bài toán đặt ra là: Tìm thông số đầu vào để đạt yêu cầu của đầu
ra:
•Hình (6 – 2)
•2- QTCN HỢP LÝ (HOẶC TỐI ƯU) PHẢI THOẢ MÃN YÊU CẦU SAU:
Đầu vào Chuyển đổi Đầu ra
-Yeâu caàu kyõ thuaät cuûa SP
+Tính naêng söû duïng
+Chæ tieâu kyõ thuaät
+Vaät lieäu
-Quy moâ saûn xuaát
+Saûn löôïng
+Nhu caàu
- Ñieàu kieän saûn xuaát
ôû nôi thöïc hieän: Thieát
bò, duïng cuï, trình ñoä töï
ñoäng v.v…
-Khaû naêng coâng ngheä
cuûa nôi thöïc hieän vaø
caû do beân ngoaøi giuùp
ñôõ.
-Quaù trình coâng
ngheä hôïp lyù
-Quaù trình coâng
ngheä toái öu:
+Toái öu hoaù
phöông phaùp
coâng ngheä
+Toái öu hoaù
quaù trình coâng
ngheä
-Saûn phaåm ñaït
yeâu caàu
+Chaát löôïng toát
+Giaù thaønh
reû
Thieát keá quaù
trình coâng ngheä,
so saùnh vaø choïn
phöông aùn toái öu
Hình 6 – 2: Mô hình công nghệ


![Giáo trình Quy trình hàn (Nghề Hàn Cao đẳng): Trường Cao đẳng Cơ giới Ninh Bình (2021) [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2023/20231219/boghoado02/135x160/9511702956393.jpg)














![Bài tập môn Cơ sở thiết kế máy [năm] [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251008/ltgaming1192005@gmail.com/135x160/26601759980842.jpg)

![Tài liệu huấn luyện An toàn lao động ngành Hàn điện, Hàn hơi [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250925/kimphuong1001/135x160/93631758785751.jpg)

