
Chương 3 NHỮNG KHÁI NIỆM CƠ BẢN VỀ CHƯƠNG
TRÌNH NC VÀ LẬP TRÌNH GIA CÔNG TRÊN MÁY CNC
3.1. KHÁI NIỆM VÀ CÁC NGÔN NGỮ LẬP TRÌNH GIA CÔNG TRÊN
MÁY CNC
Vị trí vai trò của lập trình gia công CNC:
Từ bản vẽ thiết kế-Chuẩn bị công ngh (bản vẽ công ngh, máy, dao,
gá, QTCN…) -Lập trình CNC - NC file - Máy CNC….
* Chương trình NC là tập hợp những chỉ dẫn cần thiết cho quá trình gia
công một chi tiết cơ khí trên máy công c điều khiển NC, CNC mà
không có sự trợ giúp của con người. Và ngôn ngữ lập trình NC cho máy
công c NC và CNC sử dng gồm 2 cấp:
+ Cấp thấp: Lập trình cơ sở bằng ngôn ngữ điều khiển s (ISO - code).
Ví dụ: ISO 6983, DIN 66025
+ Cấp cao: Lập trình nâng cao bằng ngôn ngữ cấp cao.
Ví dụ:: APT (Automatically Programed Tool)
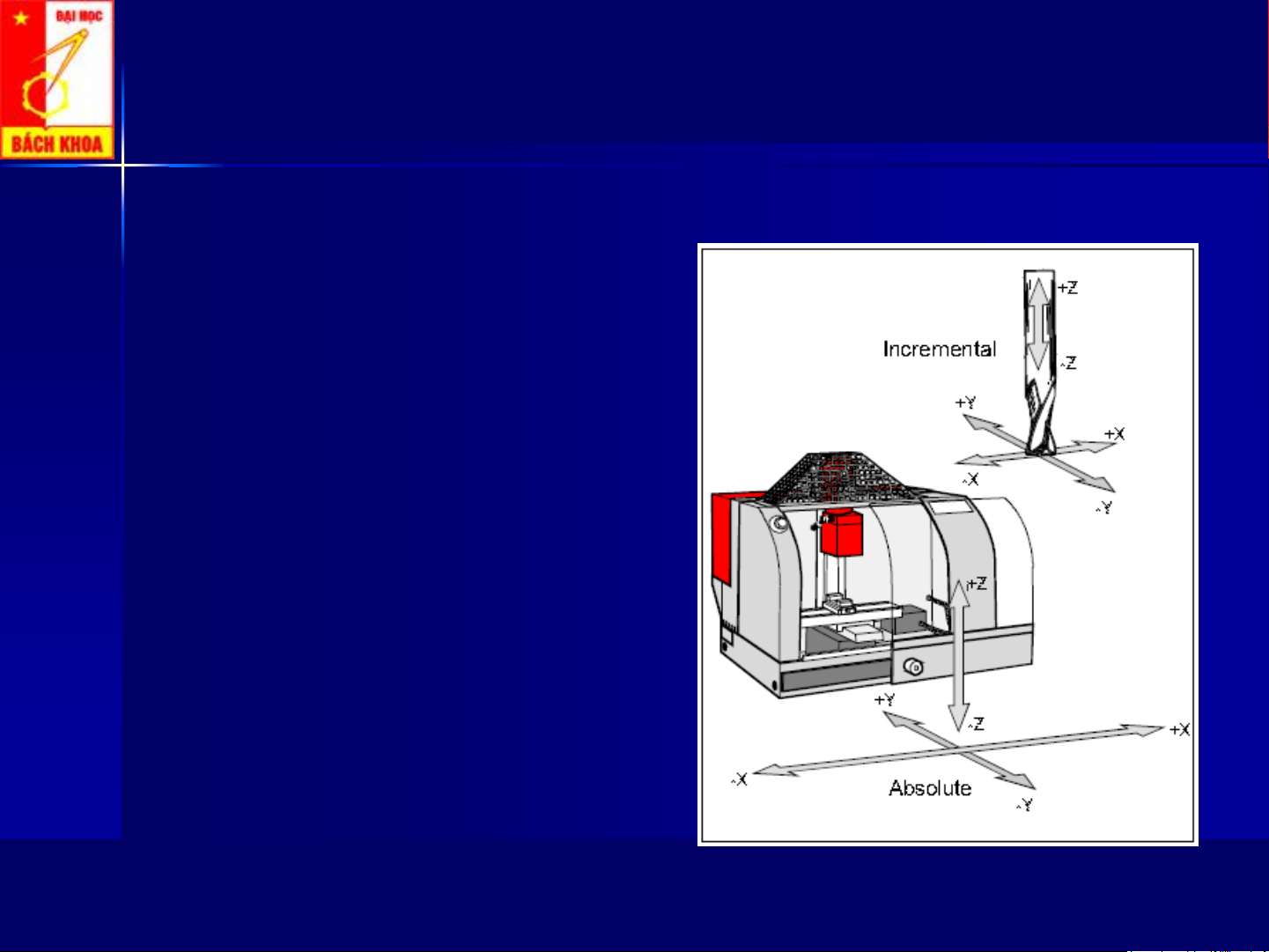
3.2. CÁCH GHI KÍCH THƯỚC GIA CÔNG.
3.2.1 Kích thước tương đi
3.2.1 Kích thước tuyt đi

3.4. CẤU TRÚC CỦA MỘT CHƯƠNG TRÌNH NC.
Một chương trình NC bao gồm một tập hợp các câu lnh cần thiết
miêu tả tuần tự các bước hoạt động của máy để gia công một chi
tiết trên máy CNC
Một chương trình theo tiêu chuẩn ISO 6983 gồm các phần sau:
+ Đầu chương trình. Ví dụ: O1234, TP9899, …
+ Thân chương trình gồm một dãy các câu lnh mang các thông tin
+ Kết thúc chương trình. Ví d M30 hoặc M02.
Các khi lnh khác nhau được đánh s tuần tự và được phân bit với
các khi khác bởi dấu hiu kết thúc khi: “;”
Các từ lnh thường sử dng:
N….s khi 1 tới 9999
G.... chức năng dẫn dao (lnh di chuyển)
X, Y, Z....dữ liu về vị trí (X còn là thời gian trễ)
U, W....vị trí gia tăng (U luôn hin hành)
R.... bán kính, giá trị độ côn, biến s
C....vát mép.
H... địa chỉ offset
I, J, K....tham s cung tròn, h s tỷ l, s lần lặp lại chu trình, các trc
đi xứng...
F....lượng chạy dao, bước ren.
S.... tc độ trc chính, tc độ ct
T.... Ten dng c
M....mã lnh M(các chức năng ph)
P....thời gian trễ, gọi chương trình con, biến s.
Q....Chiều sâu ct hoặc giá trị dịch chuyển trong chu trình.
3.5. LẬP CHƯƠNG TRÌNH NC.
3.5.1. Phương pháp lập trình
a) Lập trình thủ công:
b) Lập trình có trợ giúp của máy tính.
MỘT SỐ MÃ TIÊU CHUẨN
Mã lệnh Chức năng
G00 Lnh di chuyển vị trí, chạy dao nhanh
G01 Nội suy đường thẳng
G02 Nội suy cung tròn theo chiều kim đồng hồ (CW)
G03 Nội suy cung tròn ngược chiều kim đồng hồ
(CCW)















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)