
ĐÚC TRONG KHUÔN
MẪU CHẢY
•Từ khóa: Investment Casting;
Lost Wax Mold

1. Mở đầu
1.1. Bản chất của phương pháp
•Có nguyên lý làm khuôn giống như cách
đúc tượng bằng mẫu sáp đã có từ lâu
•Nhờ ứng dụng nhiều thành tựu của nhiều
ngành khoa học nên có thể chế tạo được
vật đúc có độ chính xác rất cao và phức
tạp từ mọi loại hợp kim, không cần gia
công hoặc không thể gia công
Trình tự chế tạo vật đúc trong
khuôn mẫu chảy
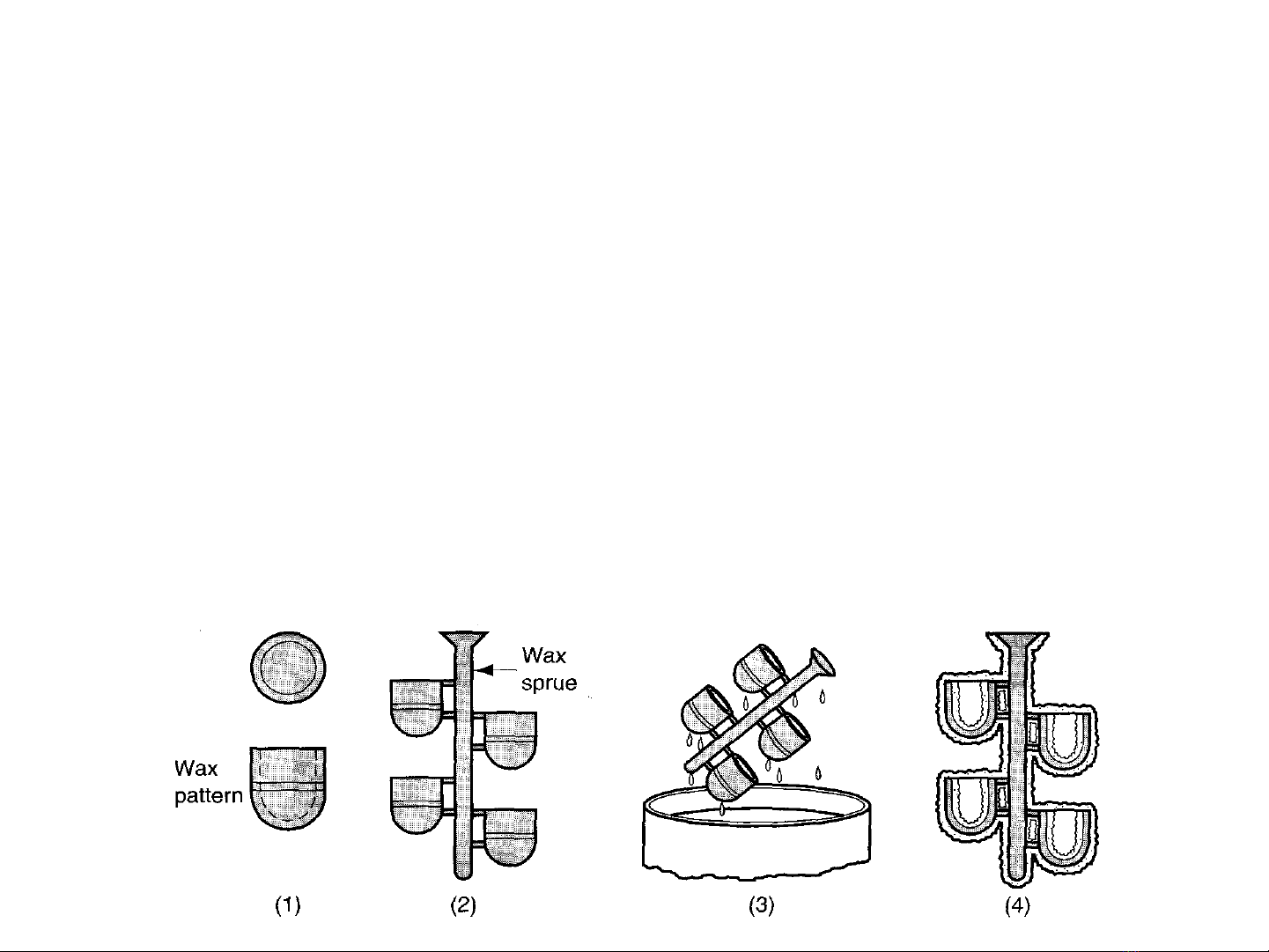
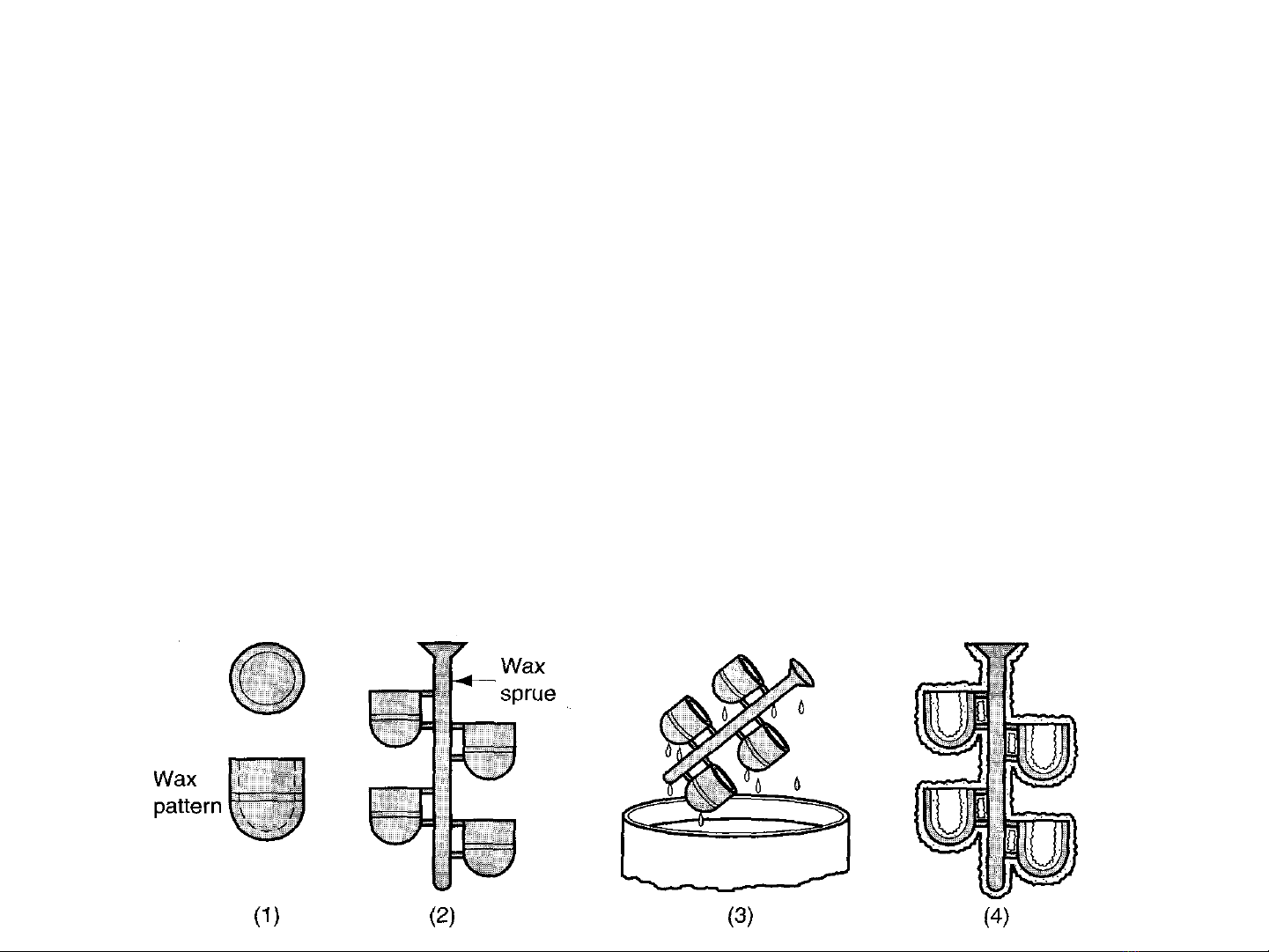
•Thiết kế và chế tạo khuôn ép mẫu sáp
•Sử dụng khuôn ép để chế tạo mẫu, HTR
bằng sáp (1)
•Gia công thành chùm mẫu (pattern tree)
(2)
Trình tự chế tạo vật đúc trong
khuôn mẫu chảy
•Nhúng mẫu vào huyền phù (3)
•Rắc cát lên bề mặt mẫu, sấy khô
•Lặp lại nhiều lần quá trình: nhúng huyền
phù – rắc cát – sấy khô cho đến khi tạo
được một lớp vỏ đủ bền theo yêu cầu (4)
Trình tự chế tạo vật đúc trong
khuôn mẫu chảy
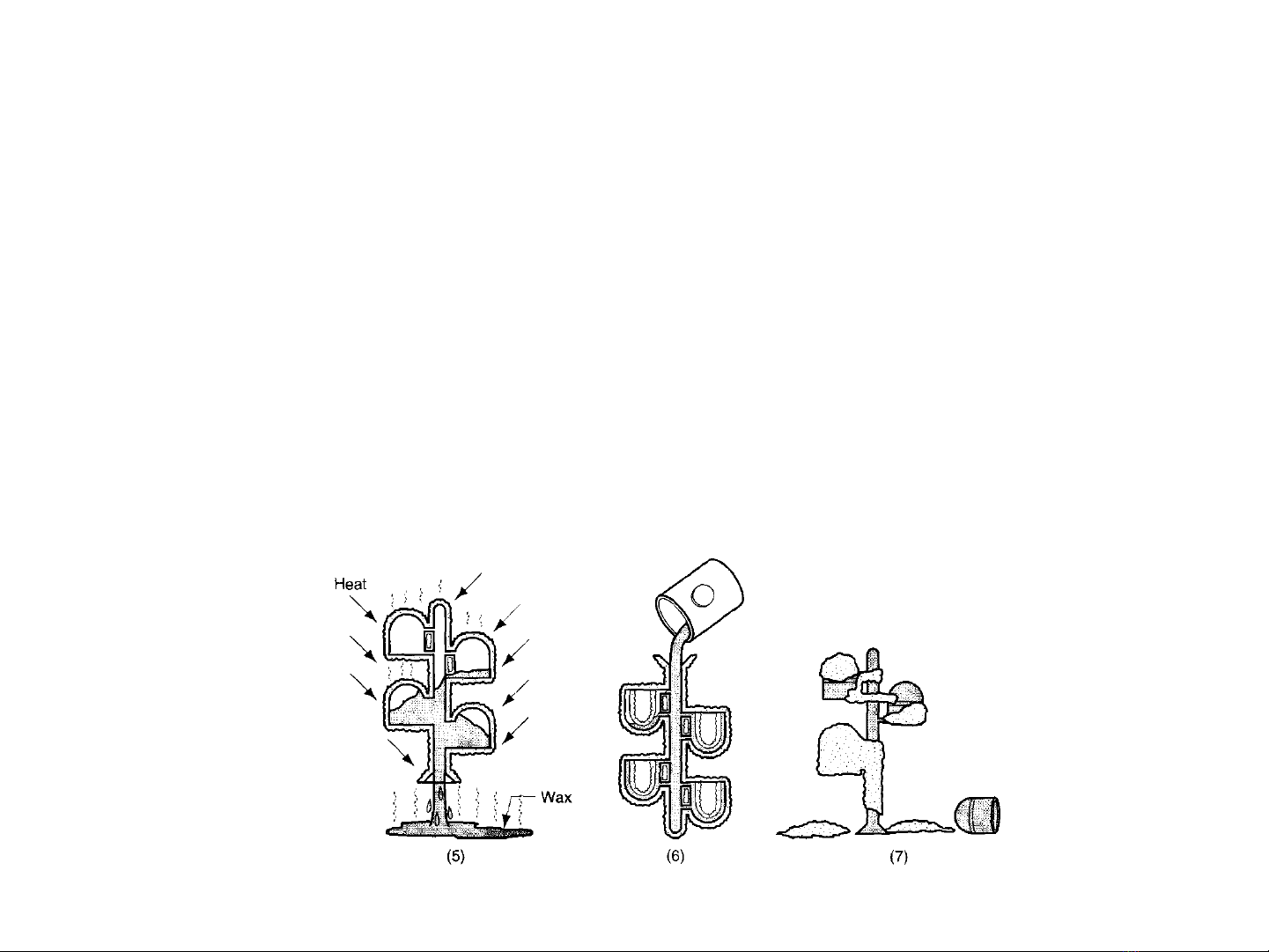
•Nung khỏi mẫu khỏi khuôn (5)
•Nung đến nhiệt độ đủ cao để thiêu kết
khuôn; rót ngay KL lỏng vào khuôn (6)
•Phá khuôn và làm sạch vật đúc (7)

























