
THIẾT KẾ DỤNG CỤ CẮT
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIỆN CƠ KHÍ
Bộ môn Gia công vât liệu và dụng cụ công nghiệp
Thuyết trình: PGS.TS. Bùi Ngọc Tuyên
§1. Mũi khoan
I. Khái niệm, công dụng, phân loại
Mũi khoan là một dụng cụ cắt có một hoặc vài me cắt thẳng
hoặc xoắn dùng để gia công tạo lỗ hoặc mở rộng lỗ đã có sẵn.
Mũi khoan có thê có lỗ ở giữa lõi để cấp, thoát dụng dịch làm
mát hay phoi
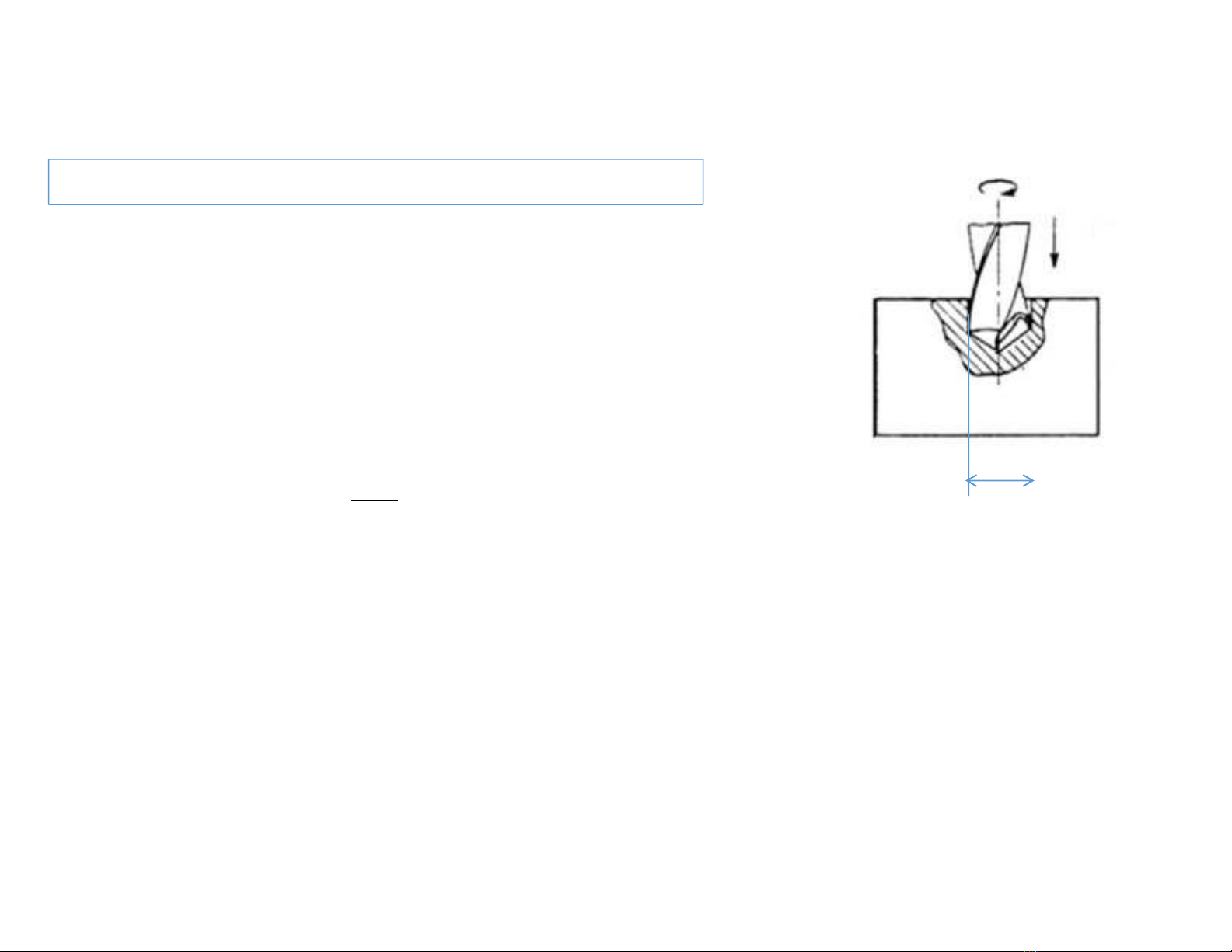
Các chuyển động cơ bản quá trình khoan:
- Chuyển động căt chính Chuyển động quay tròn với tốc độ
vòng quay n(v/p) tạo ra tốc độ cắt chính:
V=
(m/p)
D (mm) : đường kính ngoài của mũi khoan
CHƯƠNG 3: THIẾT KẾ CÁC DỤNG CỤ CẮT GIA CÔNG LỖ
n
s
- Chuyển động chạy dao chuyển động tịnh tiến tương đối dọc trục của mũi khoan so
với phôi theo tốc độ xác định bởi thông số lượng chạy dao vòng s (mm/vòng) hoặc sz
(mm/răng) hoặc sph (mm/phút):
sz = s / z
sph = s . n
z: số me cắt
Đường kính lỗ khoan có thể từ 0,25 ÷ 80 mm.
Cấp chính xác lỗ sau khi khoan đạt cấp 4 cấp 5 , độ nhám có thể đạt Ra = 6,3 ÷1,6 m
D
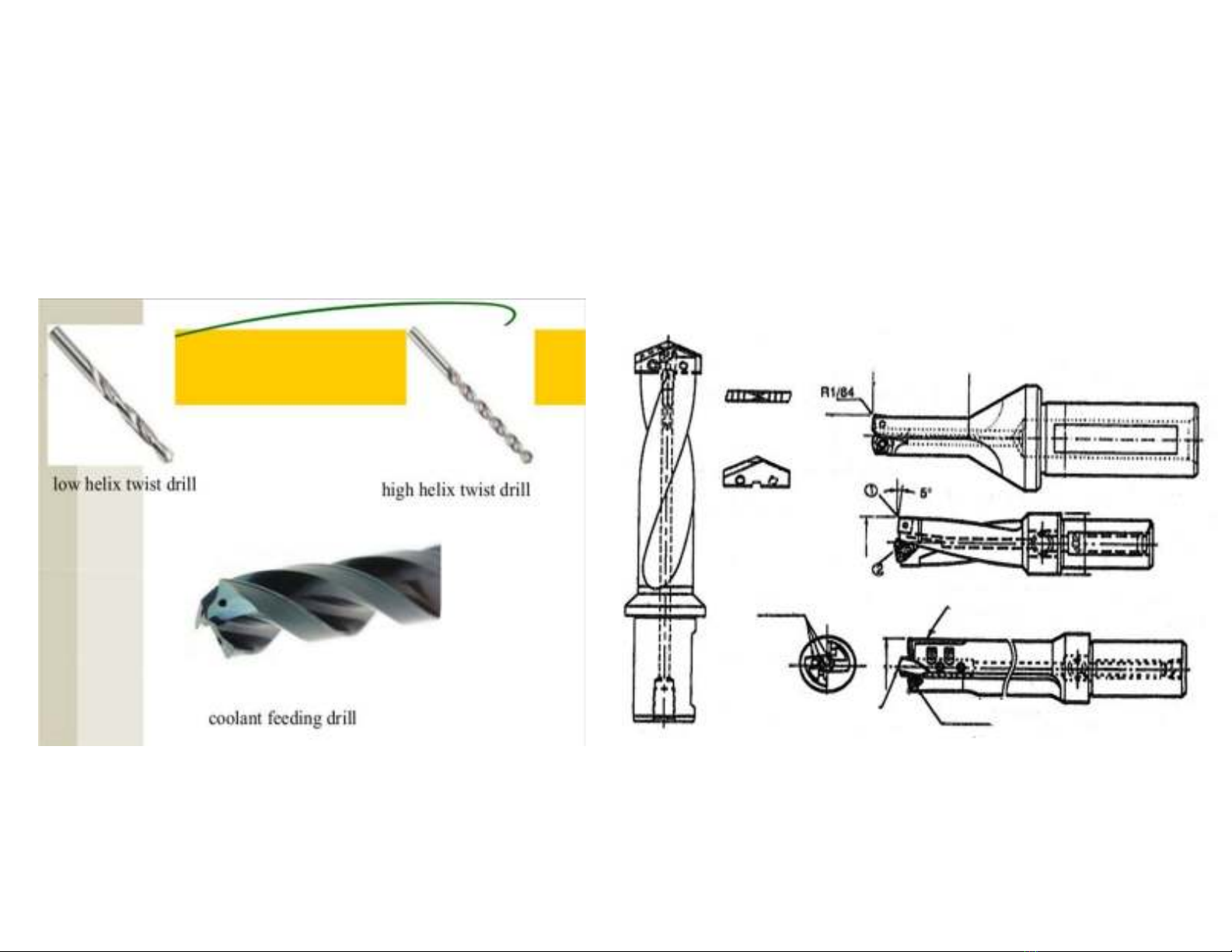
Phân loại mũi khoan
→ Có nhiều cách: theo vật liệu chế tạo, hình dạng, kích thước, số me cắt,…
Mũi khoan có thể mài lại (regridable drill)
Mũi khoan dạng lắp mảnh dao (Spade
drill , indexable insert drill)
CHƯƠNG 3: THIẾT KẾ CÁC DỤNG CỤ CẮT GIA CÔNG LỖ
II. Thiết kế mũi khoan xoắn tiêu chuẩn
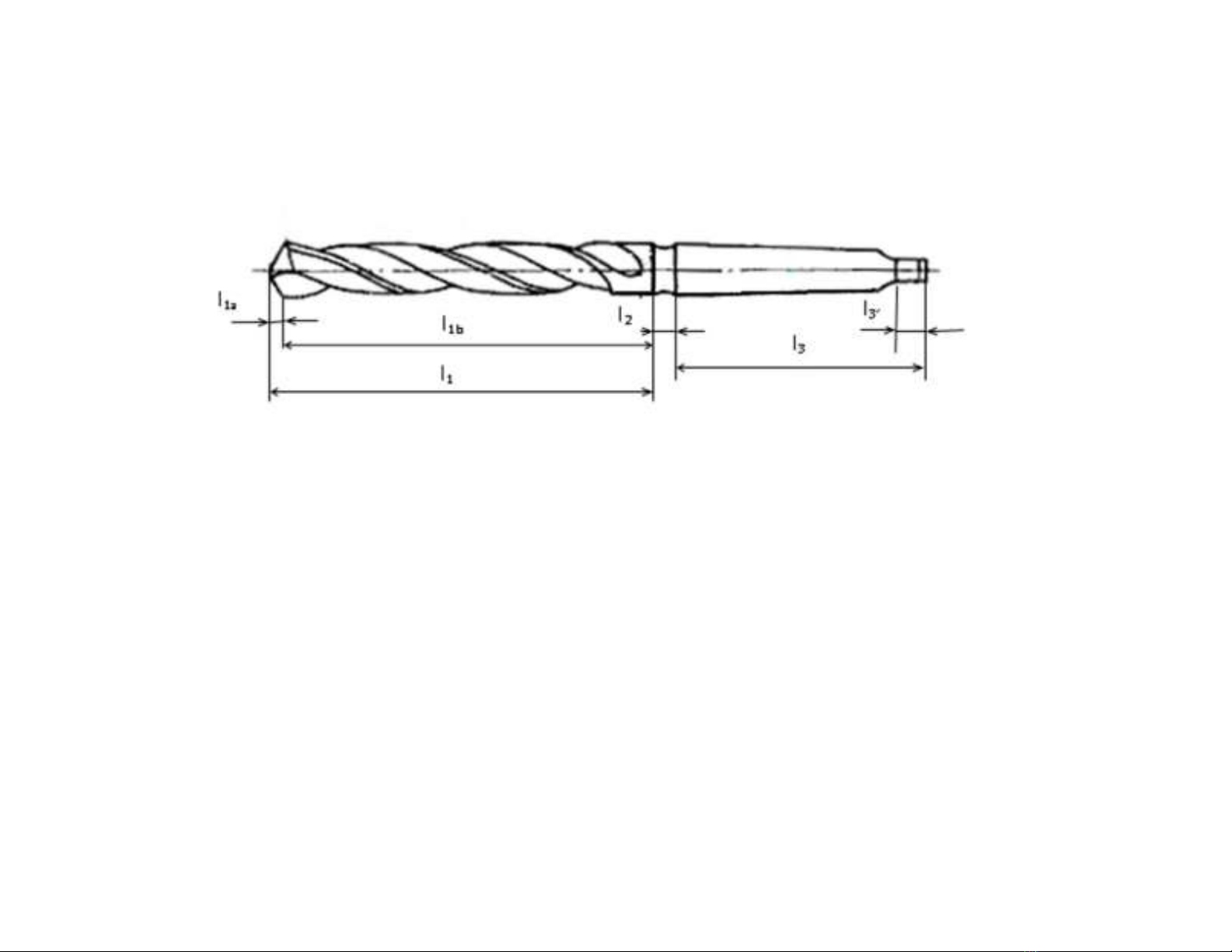
Thành phần kết cấu chung:
l1: Phần làm việc được chia thành 2 phần :
l1a - Phần côn cắt : làm nhiệm vụ cắt
l1b - Phần định hướng và dự trữ cho mài lại
l2 : Phần cổ - phần này khắc nhãn hiệu mũi khoan (vật liệu , kích thước đường kính…)
l3 : Phần cán (chuôi) - để lắp mũi khoan vào trục chính máy khoan (hoặc các bạc , ống kẹp …),
phần cuối của cán thường có phần chuôi dẹt (l3’ ) để tháo mũi khoan.
D = 6 ÷ 20 mm → chuôi trụ hoặc côn
D < 6 mm → chuôi trụ
D >20 mm → chuôi côn
CHƯƠNG 3: THIẾT KẾ CÁC DỤNG CỤ CẮT GIA CÔNG LỖ
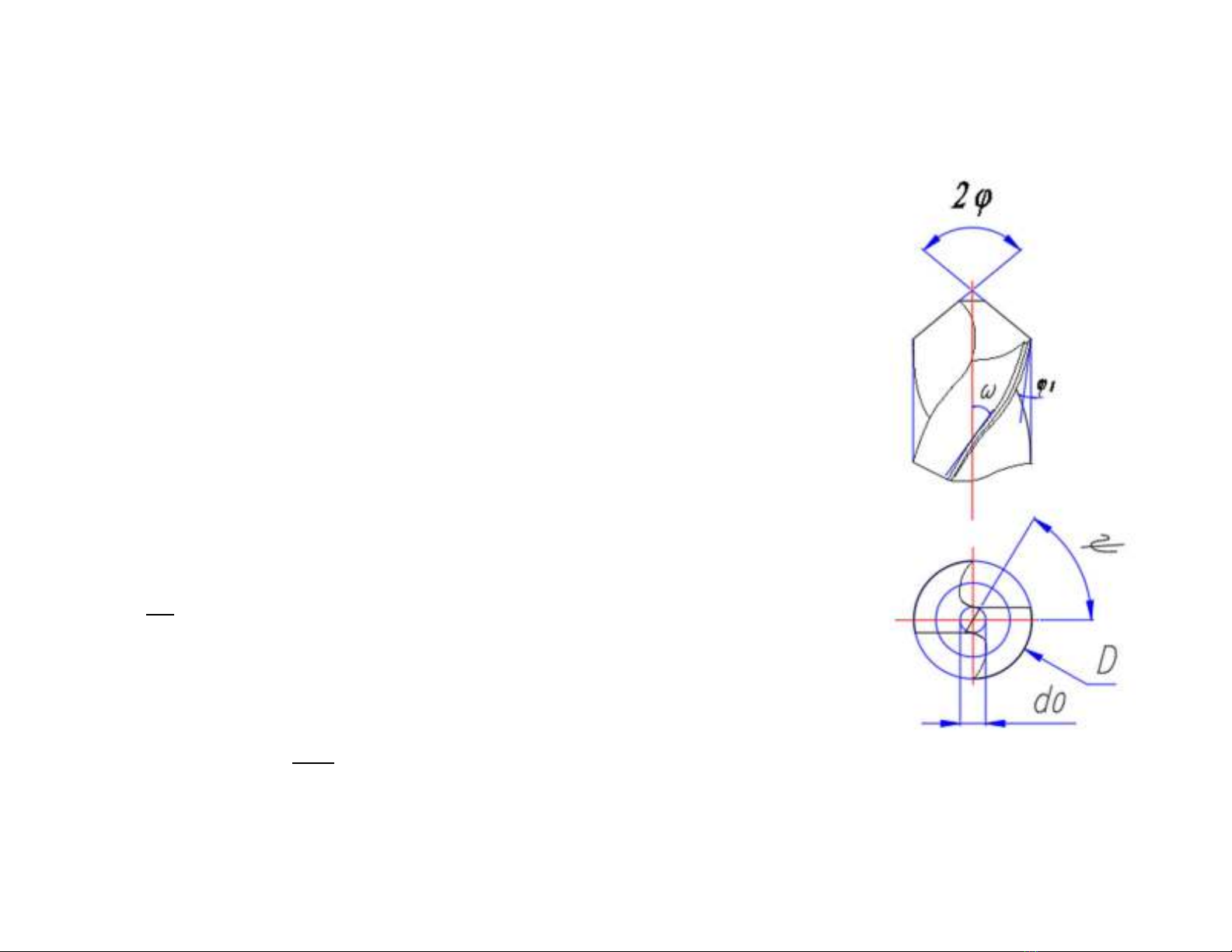
Phần cắt
- Hai lưỡi cắt chính hợp với nhau góc
- Giữa hai rãnh mũi khoan tồn tại lõi mũi khoan với đường
kính d0 = (0,125 ÷ 0,28) D; Để đảm bảo đủ bền mũi khoan,
đường kính lõi d0 làm tăng dần về phía cán. Lượng tăng
khoảng (1,4 ÷ 1,8) /100 mm chiều dài
- Lưỡi ngang là giao tuyến mặt sau chính. Góc nghiêng tiêu
chuẩn của lưỡi ngang: =550
- Lưỡi cắt phụ là đoạn cạnh viền giáp chỗ nối với lưỡi cắt
chính. Góc nghiêng lưỡi cắt phụ:
- Cạnh viền: f = 0,2 ÷ 2 (mm)
Phần dẫn hướng
- Rãnh thoát phoi xoắn với góc xoắn: ω = 190 ÷ 330
tgω =
; H- bước xoắn
Thông số hình học:
- Góc trước tại điểm A trên lưỡi cắt chính trong tiết diện dọc
trục OO:
A = A với tg A =
DA : Đường kính tại điểm A; H: bước xoắn
CHƯƠNG 3: THIẾT KẾ CÁC DỤNG CỤ CẮT GIA CÔNG LỖ
2
0 0
1
2 4















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)