TRÖÔØNG ÑAÏI HOÏC TOÂN ÑÖÙC THAÉNG
KHOA MOÂI TRÖÔØNG VAØ BAÛO HOÄ LAO ÑOÄNG
-----#"-----
MOÂN HOÏC
CÔ KHÍ ÑAÏI CÖÔNG
GIAÛNG VIEÂN: ThS. PHAÏM TAØI THAÉNG
4/17/2010
1
TRÖÔØNG ÑAÏI HOÏC TOÂN ÑÖÙC THAÉNGTRÖÔØNG ÑAÏI HOÏC TOÂN ÑÖÙC THAÉNG
KHOA MOÂI TRÖÔØNG KHOA MOÂI TRÖÔØNG BHLÑBHLÑ
ƠƠ ĐẠĐẠ ƢƠƢƠ
Taøi lieäu tham khaûo
Giôùi thieäu
Ñaùnh giaù moân hoïc
Noäi dung giaûng daïy
22
GiỚI THIỆU
Môn học Cơ khí đại cương dùng để giảng dạy cho
sinh viên hệ đại học ngành Bảo hộ lao động nhằm
cung cấp kiến thức cơ bản về:
Quá trình sản xuất cơ khí
Chi tiết máy và cơ cấu máy điển hình
Chất lượng bề mặt và độ chính xác gia công
Các công nghệ gia công cắt gọt kim loại
33
TAØI LIEÄU THAM KHAÛO
1. Cơ khí đại cương. Hoàng Tùng-Nguyễn Tiến Đào, NXB
KHKT, 2006
2. Dung sai lắp ghép và kỹ thuật đo lường. Ninh Đức Tốn-
Xuân Bảy, NXB GD
3. Máy cắt kim loại. Trường CĐKT Cao Thắng, 2000
4. Cơ khí đại cương. ĐH Đà Nẵng, 2002
44
ÑAÙNH GIAÙ MOÂN HOÏC
Ñieåm thöù 1 (10%): Baøi taäp
Ñieåm thöù 3 (70%): Kieåm tra cuoái kyø
Ñieåm thöù 2 (20%): Kieåm tra giöõa kyø
4/17/2010
2
55
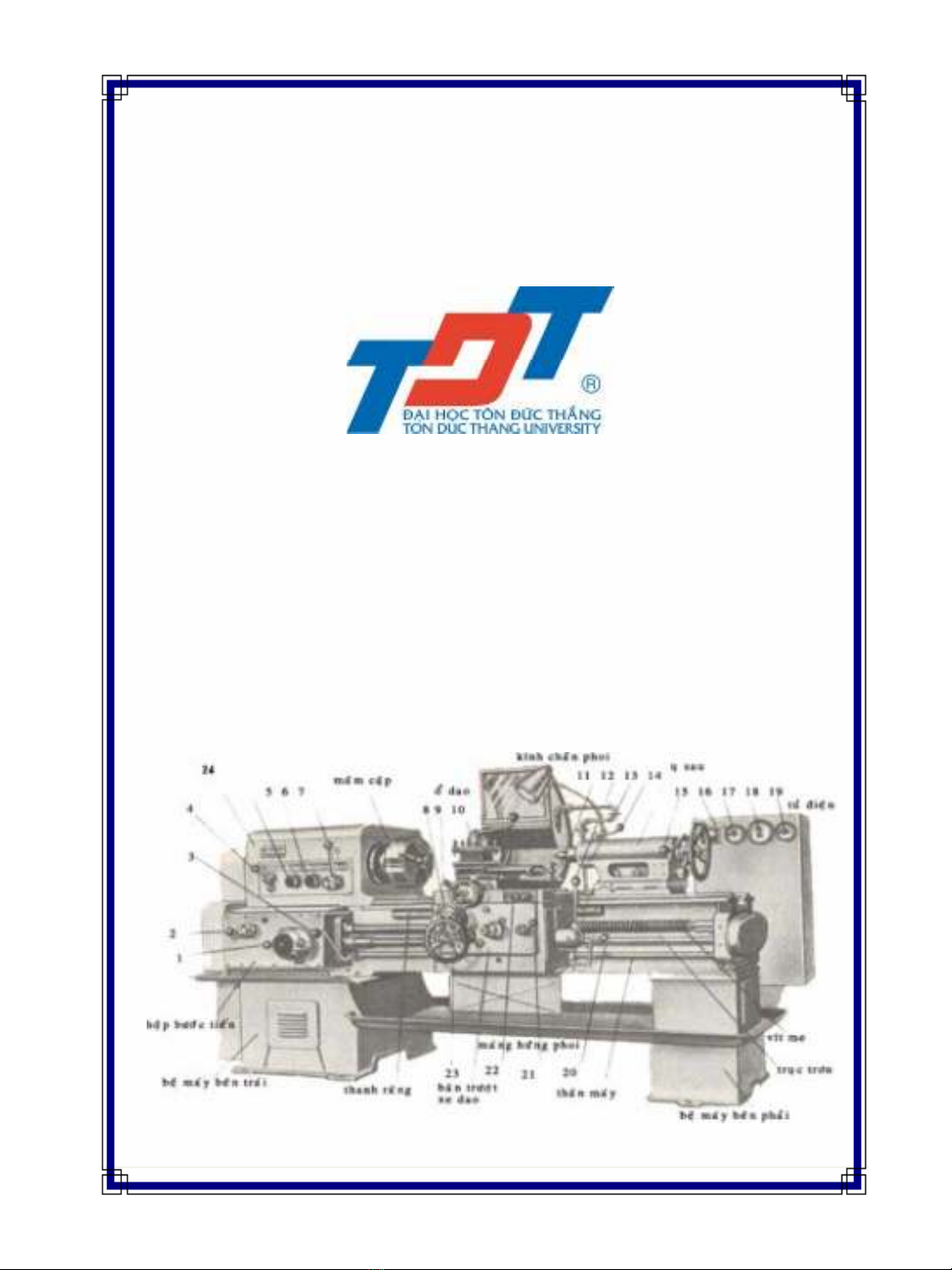
1.1. Khaùi nieäm veà saûn phaåm, chi tieát maùy, phoâi, cô caáu maùy
CHÖÔNG 1: MOÄT SOÁ KHAÙI NIEÄM CÔ BAÛN VEÀ SAÛN XUAÁT
CÔ KHÍ
1.2. Quaù trình thieát keá, saûn xuaát vaø quaù trình coâng ngheä
1.3. Caùc thaønh phaàn cuûa quaù trình coâng ngheä
1.4. Caùc daïng saûn xuaát vaø hình thöùc toå chöùc saûn xuaát
1.5. Caùc phöông phaùp gia coâng
66
1.1. Khaùi nieäm veà saûn phaåm, chi tieát maùy, phoâi, cô caáu maùy:
Saûn phaåm cô khí: vaät phaåm cuoái cuøng cuûa moät quaù trình saûn xuaát.
VD: baùnh raêng, maùy khoan, ñai oác, …
Chi tieát maùy: laø ñôn vò nhoû nhaát vaø hoaøn chænh veà maët kyõ thuaät
cuûa maùy. VD: bulong, cam, …
Phoâi: laø vaät phaåm ban ñaàu cuûa moät coâng ñoaïn saûn xuaát. VD: phoâi
ñuùc, phoâi reøn, …
Boä phaän maùy: goàm nhieàu chi tieát maùy lieân keát vôùi nhau. VD: hoäp
toác ñoä, baøn xe dao, …
Cô caáu maùy: laø moät phaàn cuûa maùy hoaëc boä phaän maùy coù chöùc
naêng nhaát ñònh. VD: baùnh vít- truïc vít, baùnh raêng thanh raêng, …
77
1.2. Quaù trình thieát keá, saûn xuaát vaø quaù trình coâng ngheä
Quaù trình thieát keá: phaùt thaûo, tính toaùn, thieát keá ra moät saûn phaåm.
Quaù trình saûn xuaát: taùc ñoäng vaøo taøi nguyeân thieân nhieân bieán
thaønh saûn phaåm phuïc vuï con ngöôøi.
Quaù trình coâng ngheä: tröïc tieáp laøm thay ñoåi traïng thaùi vaø tính chaát
cuûa ñoái töôïng saûn xuaát.
Quy trình coâng ngheä: laø vaên kieän coâng ngheä ghi laïi quaù trình coâng
ngheä cuï theå.
88
1.3. Caùc thaønh phaàn cuûa quaù trình coâng ngheä
1.3.1. Nguyeân coâng: laø moät phaàn cuûa quaù trình coâng ngheä ñöôïc hoaøn
thaønh lieân tuïc, taïi moät choã laøm vieäc vaø do moät hay moät nhoùm coâng nhaân
cuøng thöïc hieän
1.3.2. Gaù: laø moät phaàn cuûa nguyeân coâng ñöôïc hoaøn thaønh trong moät laàn
gaù ñaët chi tieát
1.3.3. Vò trí: laø moät phaàn cuûa nguyeân coâng, ñöôïc xaùc ñònh bôûi vò trí töông
quan giöõa chi tieát vôùi maùy hoaëc giöõa chi tieát vôùi duïng cuï caét
1.3.4. Böôùc: laø moät phaàn cuûa nguyeân coâng ñöôïc ñaëc tröng bôûi beà maët,
dao hoaëc cheá ñoä caét
1.3.5. Ñöôøng chuyeån dao: laø moät phaàn cuûa böôùc ñeå hôùt ñi moät lôùp kim
loaïi, söû duïng cuøng moät dao vaø moät cheá ñoä caét.
1.3.6. Ñoäng taùc: laø moät haønh ñoäng cuûa ngöôøi coâng nhaân ñeå ñieàu khieån
maùy thöïc hieän vieäc gia coâng hay laép raùp.
4/17/2010
3
99
1.4. Caùc daïng saûn xuaát vaø hình thöùc toå chöùc saûn xuaát
1.4.1. Caùc daïng saûn xuaát: tuøy theo saûn löôïng haøng naêm vaø möùc ñoä
oån ñònh cuûa saûn phaåm maø ngöôøi ta chia ra 3 daïng saûn xuaát: ñôn
chieác, haøng loaït vaø haøng khoái
1.4.2. Caùc hình thöùc toå chöùc saûn xuaát: theo daây chuyeàn vaø khoâng
theo daây chuyeàn
1010
1.5. Caùc phöông phaùp gia coâng
1.5.1. Phöông phaùp gia coâng caét goït (gia coâng coù phoi):
- Laø phöông phaùp gia coâng duøng duïng cuï caét ñeå hôùt ñi 1 lôùp vaät
lieäu treân beà maët chi tieát gia coâng
1.5.2. Phöông phaùp gia coâng khoâng caét goït (gia coâng khoâng
phoi):
- Laø phöông phaùp gia coâng duøng duïng cuï ñeå laøm bieán daïng deûo lôùp
beà maët chi tieát gia coâng ôû traïng thaùi nguoäi hoaëc nung noùng
1.5.3. Phöông phaùp gia coâng baèng ñieän lyù vaø ñieän hoùa:
- Laø phöông phaùp gia coâng ñaëc bieät ñeå gia coâng caùc loaïi vaät lieäu coù
ñoä cöùng cao, beà maët phöùc taïp, kích thöôùc nhoû, …
1111
2.1. Khaùi nieäm veà chaát löôïng beà maët cuûa saûn phaåm
CHÖÔNG 2: CHAÁT LÖÔÏNG BEÀ MAËT VAØ ÑOÄ CHÍNH XAÙC
GIA COÂNG CÔ KHÍ
2.2. Độ chính xác gia công cơ khí
2.2.1. Khái niệm về tính lắp lẫn trong ngành cơ khí
2.2.2. Khái niệm về kích thƣớc, dung sai, sai lệch giới hạn
2.2.3. Lắp ghép (khái niệm và phân loại)
2.2.4. Dung sai lắp ghép các bề mặt trơn
2.2.5. Dung sai hình dạng, dung sai vị trí và nhám bề mặt
1212
2.1. Khaùi nieäm veà chaát löôïng beà maët cuûa saûn phaåm:
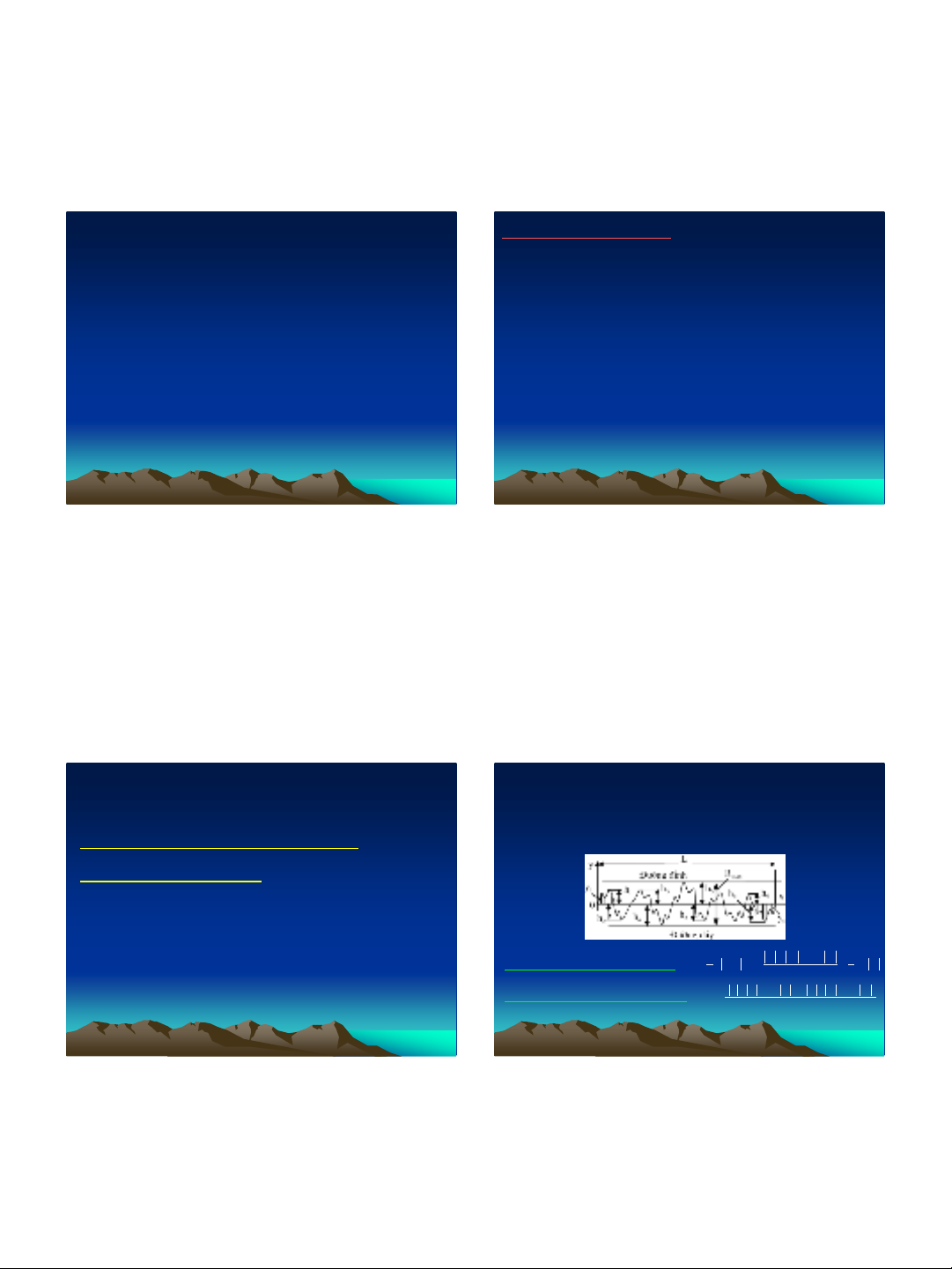
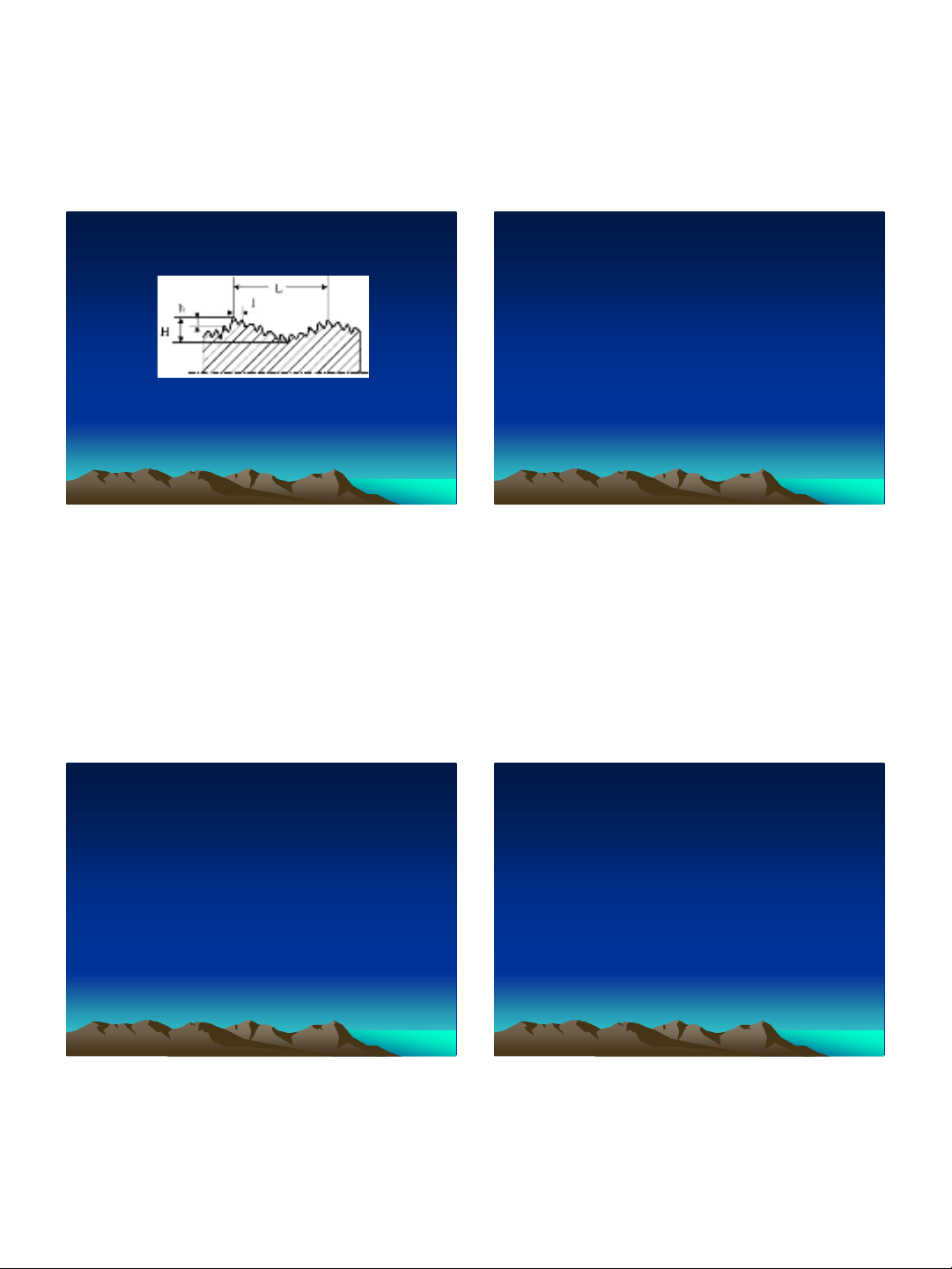
2.1.1.1. Độ nhấp nhô tế vi:
2.1.1. Các yếu tố đặc trƣng:
Sai lệch trung bình số học Ra (m):
n
i
i
n
L
ay
nn
yyy
dxxy
L
R
1
21
0
1
...
.)(
1
Chiều cao mấp mô trung trình Rz (m):
5
)...()...(1042931 hhhhhh
Rz
4/17/2010
4
1313
2.1.1.2. Ñoä soùng beà maët:laø chu kyø khoâng baèng phaúng cuûa beà maët
chi tieát maùy ñöôïc quan saùt trong phaïm vi lôùn hôn ñoä nhaùm beà maët.
2.1.1.3. Tính chaát cô lyù cuûa lôùp beà maët:bao goàm lôùp bieán cöùng beà
maët vaø öùng suaát dö beà maët.
1414
2.1.2.1. Aûnh höôûng ñeán tính choáng moøn:
2.1.2. Aûnh höôûng chaát löôïng beà maët tôùi khaû naêng laøm vieäc cuûa
chi tieát maùy:
=> Aûnh höôûng ñeán ñoä chính xaùc cuûa moái laép
- Ñoä nhaùm beà maët caøng lôùn chi tieát moøn caøng nhanh
2.1.2.2. Aûnh höôûng ñeán ñoä beàn moûi cuûa chi tieát :
- Ñoä nhaùm beà maët caøng lôùn, chi tieát deã phaù huûy do moûi
2.1.2.3. Aûnh höôûng ñeán tính choáng aên moøn hoùa hoïc cuûa lôùp beà
maët chi tieát:
- Ñoä nhaùm beà maët caøng lôùn, khaû naêng aên moøn kim loaïi caøng cao
1515
2.2. Độ chính xác gia công cơ khí :
-Là khả năng các chi tiết có thể thay thế cho nhau mà không cần lựa
chọn hay sửa chữa thêm vẫn đảm bảo yêu cầu kĩ thuật của mối ghép.
2.2.1. Khái niệm về tính lắp lẫn trong ngành cơ khí :
2.2.2. Khái niệm về kích thƣớc, dung sai, sai lệch giới hạn:
2.2.2.1. Kích thƣớc danh nghĩa:
- Kích thước danh nghĩa là kích thước đã được tính toán. Sau đó, quy
tròn theo các giá trị cho trong dãy kích thước tiêu chuẩn
-Ký hiệu: Kích thước danh nghĩa của trục là dN
Kích thước danh nghĩa của lỗ là DN
1616
2.2.2.2. Kích thƣớc thực:
- Kích thước thực là kích thước kích đo trực tiếp trên chi tiết gia công
bằng những dụng cụ đo
-Ký hiệu: Kích thước thực của trục là: dt
Kích thước thực của lỗ là: Dt
2.2.2.3. Kích thƣớc giới hạn:
- Kích thước giới hạn là kích thước lớn nhất và nhỏ nhất mà kích
thước thực của chi tiết đạt yêu cầu nằm trong phạm vi đó
-Ký hiệu: + Kích thước giới hạn lớn nhất dmax, Dmax
+ Kích thước giới hạn nhỏ nhất dmin, Dmin





![Túi khí an toàn (airbag): Những điều nên biết [Cập nhật 2024]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20111122/gauhaman123/135x160/oto_co_ban_44__0147.jpg)









![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)