
MODULE ĐÚC TRONG KHUÔN M U CH YẪ Ả
I. M C TIÊU C A THÍ NGHI MỤ Ủ Ệ
- Giúp sinh viên n m đ c m t cách t ng quát các ph ng pháp Đúc hi n nay.ắ ượ ộ ổ ươ ệ
- Giúp sinh viên n m đ c ph ng pháp Đúc trong khuôn m u ch y: nguyên lý, ngắ ượ ươ ẫ ả ứ
d ng và kh năng công ngh c a ph ng pháp này.ụ ả ệ ủ ươ
- N m đ c quy trình đúc trong khuôn m u ch y trong th c t s n xu t và trong phòngắ ượ ẫ ả ự ế ả ấ
thí nghi m.ệ
- Cho sinh viên th c t p đúc trong khuôn m u ch y 1 s n ph m c th .ự ậ ẫ ả ả ẩ ụ ể
- Đánh giá k t qu thí nghi m.ế ả ệ
II. CHU N B C A GIÁO VIÊN VÀ SINH VIÊNẨ Ị Ủ
1. Chu n b c a giáo viên.ẩ ị ủ
- Chu n b giáo án, tài li u và d ng c th c hành đ y đ cho sinh viên.ẩ ị ệ ụ ụ ự ầ ủ
- Lên l ch c th các bài t p và nhi m v c th cho t ng nhóm sinh viên và t ng sinhị ụ ể ậ ệ ụ ụ ể ừ ừ
viên.
- Cung c p thang đi m ch m cho sinh viên và yêu c u công vi c ngay t đ u bu i h cấ ể ấ ầ ệ ừ ầ ổ ọ
cho sinh viên.
2. Chu n b c a sinh viênẩ ị ủ
- Nh n tài li u bu i thí nghi m tr c khi thí nghi m.ậ ệ ổ ệ ướ ệ
- Đ c tr c n i dung và yêu c u thí nghi m.ọ ướ ộ ầ ệ
III. N I QUY AN TOÀN THÍ NGHI MỘ Ệ
1. Sinh viên th c t p ph i trang b qu n áo và kính b o h tr c khi vào làm thí nghi m.ự ậ ả ị ầ ả ộ ướ ệ
2. Nghiêm c m đùa gi n trong khi th c hi n các thí nghi m.ấ ỡ ự ệ ệ
3. S d ng c n th n d ng c và máy móc thí nghi m, nghiêm c m là h , b các d ng cử ụ ẩ ậ ụ ụ ệ ấ ư ể ụ ụ
và máy móc thí nghi m. Sinh viên th c t p có trách nhi m b i th ng n u làm h , bệ ự ậ ệ ồ ườ ế ư ể
các d ng c thí nghi m.ụ ụ ệ
4. Sinh viên th c t p không đ c t ý thao tác trên máy n u không có s cho phép c aự ậ ượ ự ế ự ủ
ng i h ng d n.ườ ướ ẫ
5. Sinh viên th c t p c n nghiên c u k tài li u và các h ng d n s d ng tr c khi thaoự ậ ầ ứ ỹ ệ ướ ẫ ử ụ ướ
tác.
6. Ki m tra nh t trong máy b m chân không khi ch y máy (ể ớ ơ ạ chú ý: đ i v i b m chân khôngố ớ ơ
thì ph i ch y máy kho ng vài giây thì nh t m i v l i b m, lúc này quan sát l ng nh tả ạ ả ớ ớ ề ạ ơ ượ ớ
trên ô tròn c a máy b m m i chính xác).ủ ơ ớ
7. Ki m tra áp su t trên máy nén khí và trên đ ng h đo.ể ấ ồ ồ
8. Ki m tra l ng n c làm mát trong thùng (t ng đ i đ y và b m đang ho t đ ng) vàể ượ ướ ươ ố ầ ơ ạ ộ
nhi t đ n c tr c khi kh i đ ng máy đúc chân không MC15 (nhi t đ t 15ệ ộ ướ ướ ở ộ ệ ộ ừ oC –
20oC), t t máy b m và máy làm l nh tr c khi ra v .ắ ơ ạ ướ ề
1

9. Khi nung th ch cao, g p s n ph m, ph i h t s c c n th n do nhi t đ lát (Flask) lúc nàyạ ắ ả ẩ ả ế ứ ẩ ậ ệ ộ
là r t cao, tránh m i kh năng d n t i tai n n.ấ ọ ả ẫ ớ ạ
10.Sau khi s d ng máy ph i v sinh máy, t t c u sao đi n, rút dây c m ra kh i ngu n.ử ụ ả ệ ắ ầ ệ ắ ỏ ồ
11.T t c các linh ki n c a máy ph i đ c tr l i đ y đ .ấ ả ệ ủ ả ượ ả ạ ầ ủ
12.Sau khi s d ng bình Argon ph i khóa th t ch t van khí.ử ụ ả ậ ặ
2
IV. N I DUNG TH C HÀNH THÍ NGHI MỘ Ự Ệ
Time
255’
N i dung th c t pộ ự ậ Sinh
viên
ph iả
làm
5’ Đi m danhểCó m tặ
và đeo
th sinhẻ
viên
5’ Chia t sinh viên (15 ng i) thành 3 nhóm nhổ ườ ỏ
45’
10’
I. Ph n lý thuy tầ ế
1.1 T ng quát các ph ng pháp đúc kim lo i hi n nay.ổ ươ ạ ệ
-Công ngh đúcệ là công ngh ch t o s n ph m b ng ph ng pháp rót v tệ ế ạ ả ẩ ằ ươ ậ
li u d ng ch y l ng (ho c bán l ng) vào khuôn đ t o ra s n ph m cóệ ở ạ ả ỏ ặ ỏ ể ạ ả ẩ
hình d ng theo khuôn m u. Đa ph n công ngh đúc th c hi n v i các v tạ ẫ ầ ệ ự ệ ớ ậ
li u kim lo i.ệ ạ
Sinh
viên ghi
chú, các
n i dungộ
này sẽ
có trong
bài báo
cáo th cự
t p cu iậ ố
môn
h c.ọ
3
15’
- Các ph ng pháp đúc có th đ c chia ra nh sau:ươ ể ượ ư
•Đúc trong khuôn cát
•Đúc trong khuôn kim lo i.ạ
•Đúc áp l c.ự
•Đúc ly tâm.
•Đúc trong khuôn cát n c th y tinh.ướ ủ
•Đúc trong khuôn nh a.ự
•Đúc trong khuôn m u ch y.ẫ ả
•Đúc trong khuôn m u hóa khí.ẫ
•Các ph ng pháp và Công ngh đúc đ c bi t khác.ươ ệ ặ ệ
1.2 Ph ng pháp đúc trong khuôn m u ch y: nguyên lý, ng d ng và kh năngươ ẫ ả ứ ụ ả
công ngh c a ph ng pháp này.ệ ủ ươ
1.2.1 Gi i thi u ph ng pháp đúc trong khuôn m u ch y.ớ ệ ươ ẫ ả
- Ph ng pháp đúc trong khuôn m u ch y là ph ng pháp đúc cho đ chínhươ ẫ ả ươ ộ
xác cao, ch t l ng b m t t t và có th t o ra các hình dáng ph c t p. Đây làấ ượ ề ặ ố ể ạ ứ ạ
m t ph ng pháp đã xu t hi n r t lâu t hàng ngàn năm tr c, tuy nhiên ph ngộ ươ ấ ệ ấ ừ ướ ươ
pháp này ch m i đ c s d ng r ng rãi trong kho ng 40 – 50 năm g n đây.ỉ ớ ượ ử ụ ộ ả ầ
- M i khuôn th ch cao (hay khuôn v ) ch s d ng đ c cho m t l n đúc, sauỗ ạ ỏ ỉ ử ụ ượ ộ ầ
khi đúc xong ph i phá khuôn đ l y s n ph m. Tuy nhiên, m i khuôn có thả ể ấ ả ẩ ỗ ể
ch a r t nhi u s n ph m đ tăng năng su t ch t o.ứ ấ ề ả ẩ ể ấ ế ạ
- S n ph m đúc cho đ chính xác v kích th c cao, ch t l ng b m t t t, cóả ẩ ộ ề ướ ấ ượ ề ặ ố
th t o ra nh ng hình d ng ph c t p t v t m u ban đ u.ể ạ ữ ạ ứ ạ ừ ậ ẫ ầ
- Khi rót kim lo i nóng ch y vào khuôn thì khuôn cũng đ c nung nóng nhi tạ ả ượ ở ệ
đ cao t o đi u ki n thu n l i đ đi n đ y khuôn và nuôi v t đúc.ộ ạ ề ệ ậ ợ ể ề ầ ậ
- Tuy nhiên, ph ng pháp đúc trong khuôn m u ch y tr i qua nhi u quá trìnhươ ẫ ả ả ề
công ngh ph c t p và kéo dài, nên giá thành v t đúc khá cao.ệ ứ ạ ậ
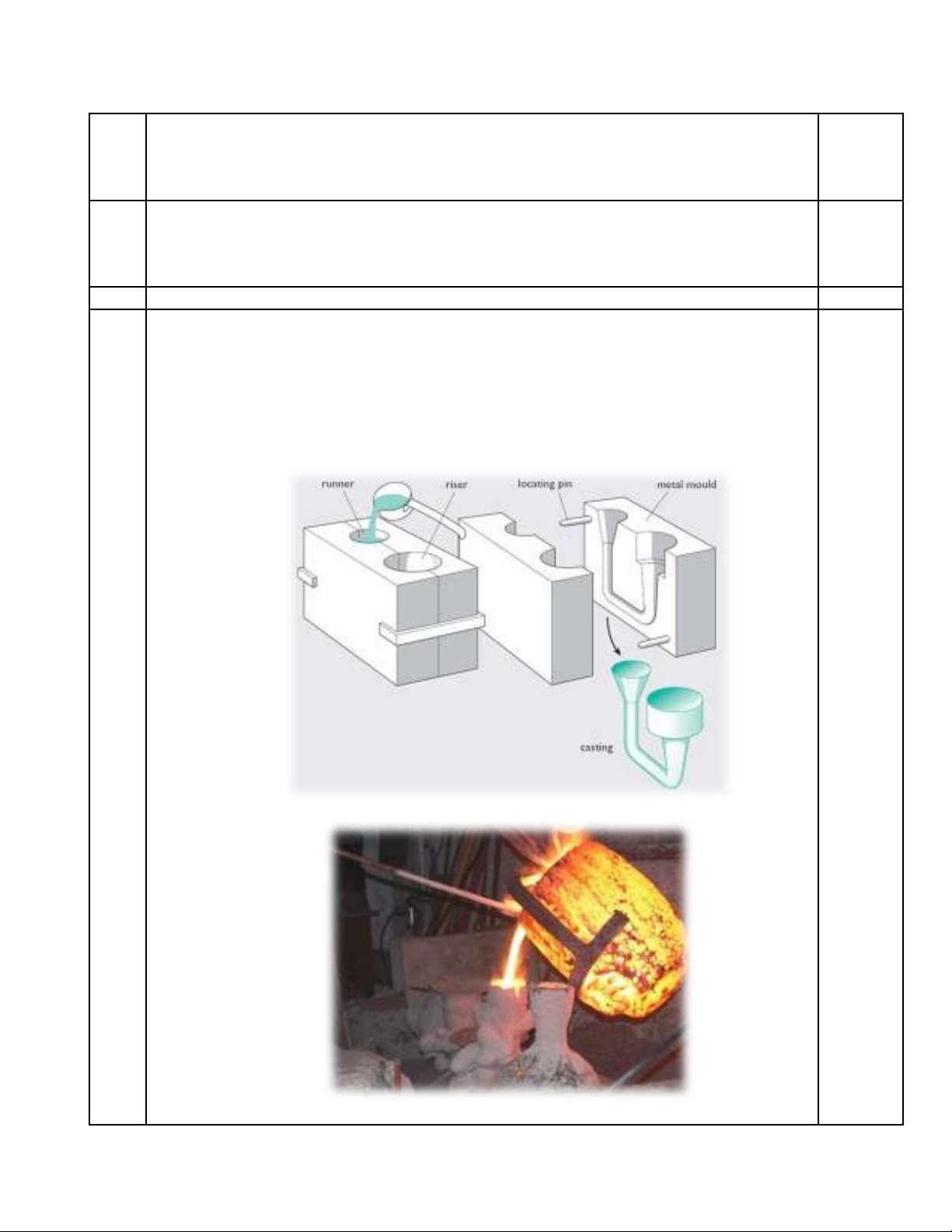
1.2.2 Nguyên lý c a ph ng pháp đúc trong khuôn m u ch y.ủ ươ ẫ ả
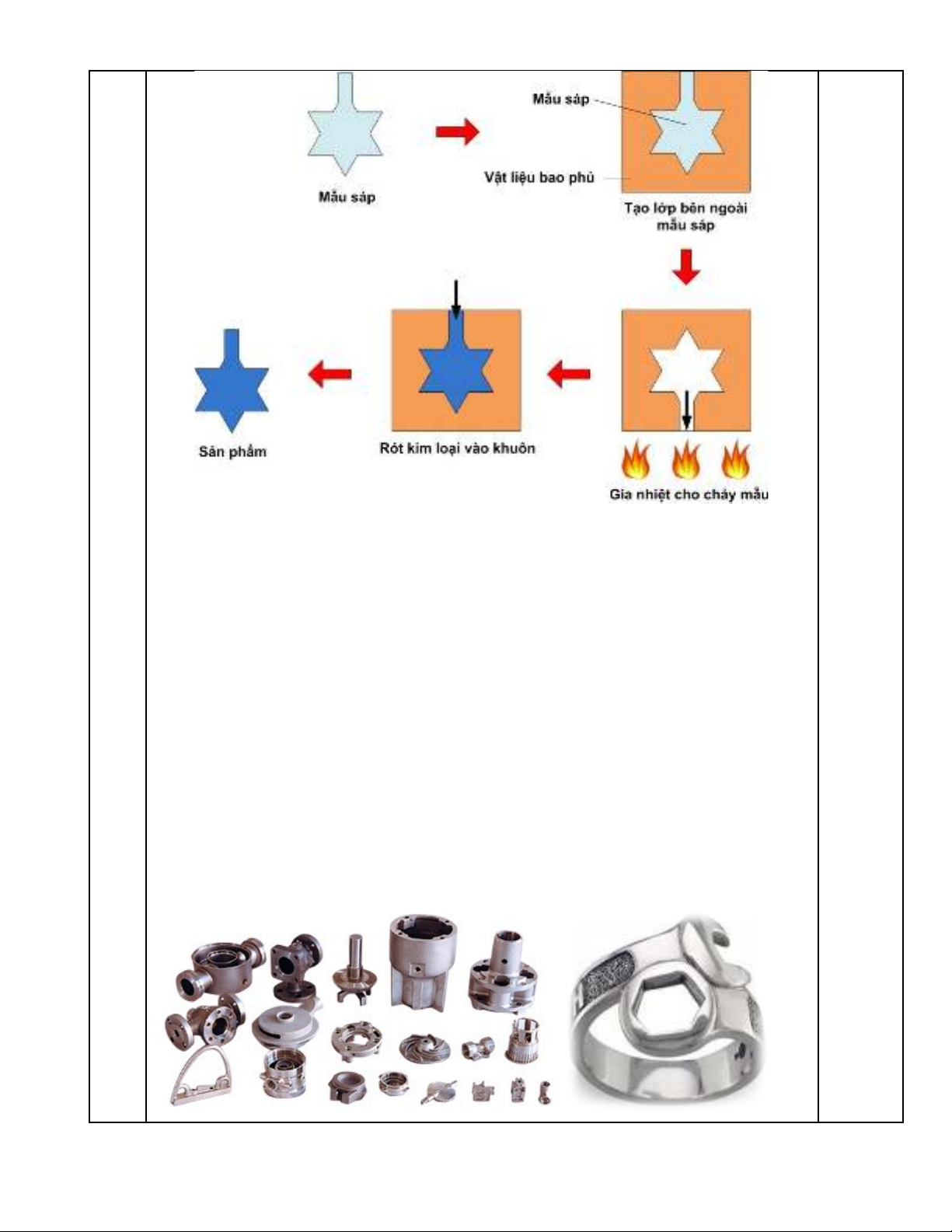
- Ph ng pháp đúc trong khuôn m u ch y d a trên nguyên t c t o khuôn b ngươ ẫ ả ự ắ ạ ằ
cách s d ng m u là ch t d ch y l ng khi gia nhi t (nh sáp), m u s đ cử ụ ẫ ấ ễ ả ỏ ệ ư ẫ ẽ ượ
bao b c b i các l p v t li u ch u nhi t k t dính v i nhau (nh th ch cao, cát…).ọ ở ớ ậ ệ ị ệ ế ớ ư ạ
Sau đó khuôn ch a m u s đ c đem đi nung cho m u sáp ch y ra kh i khuônứ ẫ ẽ ượ ẫ ả ỏ
và đ l i kho ng tr ng chính là hình d ng c a m u c n t o ra.ể ạ ả ố ạ ủ ẫ ầ ạ
- u đi m c a ph ng pháp này là r t chính xác và không có m t phân khuôn.Ư ể ủ ươ ấ ặ
SV ghi
chép
đ y đ .ầ ủ
4
1.2.3 ng d ng ph ng pháp đúc trong khuôn m u ch y.Ứ ụ ươ ẫ ả
- Ph ng pháp đúc trong khuôn m u ch y th ng đ c s d ng trong lĩnh v cươ ẫ ả ườ ượ ử ụ ự
kim hoàn, trang s c và m t s lĩnh v c khác đòi h i s n ph m có kích th c nhứ ộ ố ự ỏ ả ẩ ướ ỏ
và có đ chính xác cao. Tuy nhiên, ph ng pháp đúc trong khuôn m u ch y v nộ ươ ẫ ả ẫ
đ c s d ng đ ch t o m t s chi ti t khá l n trong ngành c khí, hàng khôngượ ử ụ ể ế ạ ộ ố ế ớ ơ
và năng l ng.ượ
1.2.4 Kh năng công ngh ph ng pháp đúc trong khuôn m u ch y.ả ệ ươ ẫ ả
- V i nh ng đ c đi m trên ph ng pháp đúc trong khuôn m u ch y th ngớ ữ ặ ể ươ ẫ ả ườ
đ c s d ng hi u qu trong vi c ch t o các v t đúc nh v i đòi h i đượ ử ụ ệ ả ệ ế ạ ậ ỏ ớ ỏ ộ
chính xác và ch t l ng b m t cao. M i l n t o khuôn s s d ng nhi uấ ượ ề ặ ỗ ầ ạ ẽ ử ụ ề
m u sáp đ tăng năng su t ch t o. Do không có m t phân khuôn nên tăng đẫ ể ấ ế ạ ặ ộ
chính xác c a chi ti t đúc lên cao, có th t o ra đ c nh ng chi ti t r t ph củ ế ể ạ ượ ữ ế ấ ứ
t p theo m u có s n.ạ ẫ ẵ
- M t s s n ph m ch t o b ng ph ng pháp đúc trong khuôn m u ch y:ộ ố ả ẩ ế ạ ằ ươ ẫ ả
SV ghi
chép
đ y đ .ầ ủ
5






![Dàn ý công nghệ chế tạo khuôn in [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2015/20150428/loieti/135x160/1753640_0410.jpg)
![Quy trình thi công thuyền composites: Tài liệu [mới nhất/chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140611/hoanghoan1991/135x160/1688148_1410.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)