1
1
Chương 8: MÀI
Chương 8: MÀI
(
(Grinding
Grinding )
)
§8.1- ĐẶC ĐIỂM CỦA QUÁ TRÌNH CẮT KHI MÀI
§8.1- ĐẶC ĐIỂM CỦA QUÁ TRÌNH CẮT KHI MÀI
§8.2- ĐÁ MÀI
§8.2- ĐÁ MÀI
§8.3- CÁC QUÁ TRÌNH MÀI THƯỜNG GẶP
§8.3- CÁC QUÁ TRÌNH MÀI THƯỜNG GẶP
§8.4- LỰC & CÔNG SUẤT CẮT KHI MÀI
§8.4- LỰC & CÔNG SUẤT CẮT KHI MÀI
§8.5 – QUÁ TRÌNH MÀI MÒN & TUỔI BỀN ĐÁ MÀI
§8.5 – QUÁ TRÌNH MÀI MÒN & TUỔI BỀN ĐÁ MÀI
§8.6- CHẾ ĐỘ CẮT KHI MÀI
§8.6- CHẾ ĐỘ CẮT KHI MÀI
2
§8.1- Đ C ĐI M C A QUÁ TRÌNH C T KHI MÀIẶ Ể Ủ Ắ
(Specifications of Grinding processes)
-Quá trình mài đã xu t hi n t lâu; b ng mài có th gia công đ c v t li u ấ ệ ừ ằ ể ượ ậ ệ
có đ b n & đ c ng caoộ ề ộ ứ , cho đ chính xác kích th c (c p 6-7), đ nh n ộ ướ ấ ộ ẵ
b m t cao (nhám b m t đ t c p 7-8 và cao h n). Ch t l ng l p b ề ặ ề ặ ạ ấ ơ ấ ượ ớ ề
m t t t.ặ ố
- Cho đ n hi n nay, máy mài v n chi m t tr ng đ n 30% t ng s máy ế ệ ẫ ế ỉ ọ ế ổ ố
công c ; và có th đ n 60% ngành c khí chính xác.ụ ể ế ở ơ

3
§8.1- Đ C ĐI M C A QUÁ TRÌNH C T KHI MÀIẶ Ể Ủ Ắ
(Specifications of Grinding processes)
+ Đá mài đ c coi là m t lo i d ng c c t nhi u l i, các l i c t không gi ng ượ ộ ạ ụ ụ ắ ề ưỡ ưỡ ắ ố
nhau, mà s p x p l n x n trong ch t dính k t. ắ ế ộ ộ ấ ế
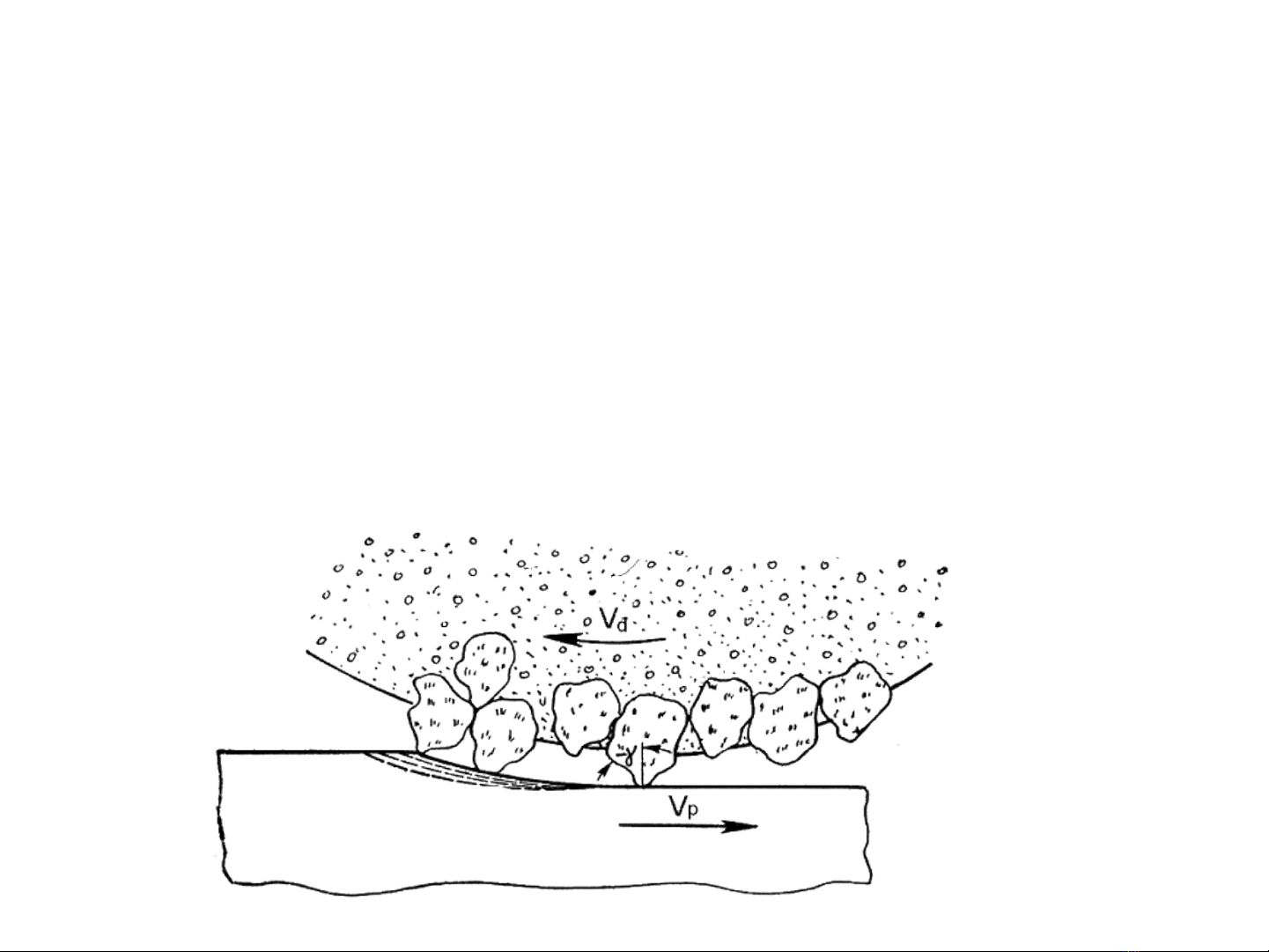
+ Hình d ng hình h c c a m i h t mài khác nhau, góc tr c th ng ạ ọ ủ ỗ ạ ướ ườ γ < 00, do đó
không thu n l i cho quá trình thoát phoi và c t g t. ậ ợ ắ ọ
+ T c đ c t khi mài r t l n V=30ố ộ ắ ấ ớ ÷50m/s, cùng m t lúc, trong th i gian ng n tính ộ ờ ắ
b ng giây có nhi u h t mài cùng tham gia vào c t g t và t o ra nhi u phoi v n.ằ ề ạ ắ ọ ạ ề ụ
+ Có th c t g t đ c nh ng lo i v t li u c ng mà các lo i d ng c c t khác ể ắ ọ ượ ữ ạ ậ ệ ứ ạ ụ ụ ắ
không c t đ c. Eg: thép đã tôi, h p kim c ng v.v…ắ ượ ợ ứ
+ Do có nhi u h t mài cùng tham gia c t g t v i ề ạ ắ ọ ớ γ < 00 t o ra ma sát r t l n v i ạ ấ ớ ớ
v t li u gia công g i là hi n t ng “ c t, cào x c” làm chi ti t gia công b nung ậ ệ ọ ệ ượ ắ ướ ế ị
nóng r t nhanh và nhi t đ vùng mài l n (t 1000ấ ệ ộ ở ớ ừ 0C – 15000C).
+ L c mài tuy nh nh ng di n tích ti p xúc c a đ nh h t mài v i b m t gia công ự ỏ ư ệ ế ủ ỉ ạ ớ ề ặ
r t nh nên l c c t đ n v r t l n.ấ ỏ ự ắ ơ ị ấ ớ
+ Trong quá trình mài, đá mài có kh năng t mài s c nghĩa là các h t cùn b b t ả ự ắ ạ ị ậ
ra kh i ch t dính k t và các h t có đ nh s c lân c n tham gia c t. Ho c h t mài ỏ ấ ế ạ ỉ ắ ở ậ ắ ặ ạ
cùn b v t o thành các l i c t s c m i, tham gia c t.ị ỡ ạ ưỡ ắ ắ ớ ắ
+ Do không th thay đ i đ c v trí và hình d ng hình h c c a h t mài trong đá ể ổ ượ ị ạ ọ ủ ạ
mài nên vi c đi u khi n quá trình mài r t khó khăn.ệ ề ể ấ
+ B m t gia công th ng có m t l p c ng ngu i phân b đ u, chi u dày kho ng ề ặ ườ ộ ớ ứ ộ ố ề ể ả
2µk, đ c ng Hv=1100. Trên b m t có ng su t l n và nh ng v t n t t vi. ộ ứ ề ặ ứ ấ ớ ữ ế ứ ế
+ Do tr s bán kính đ nh h t mài nh , nên có th th c hi n quá trình v i chi u sâu ị ố ỉ ạ ỏ ể ự ệ ớ ề
c t r t nh .ắ ấ ỏ
4
§8.2- ĐÁ MÀI
(Grinding Wheels)
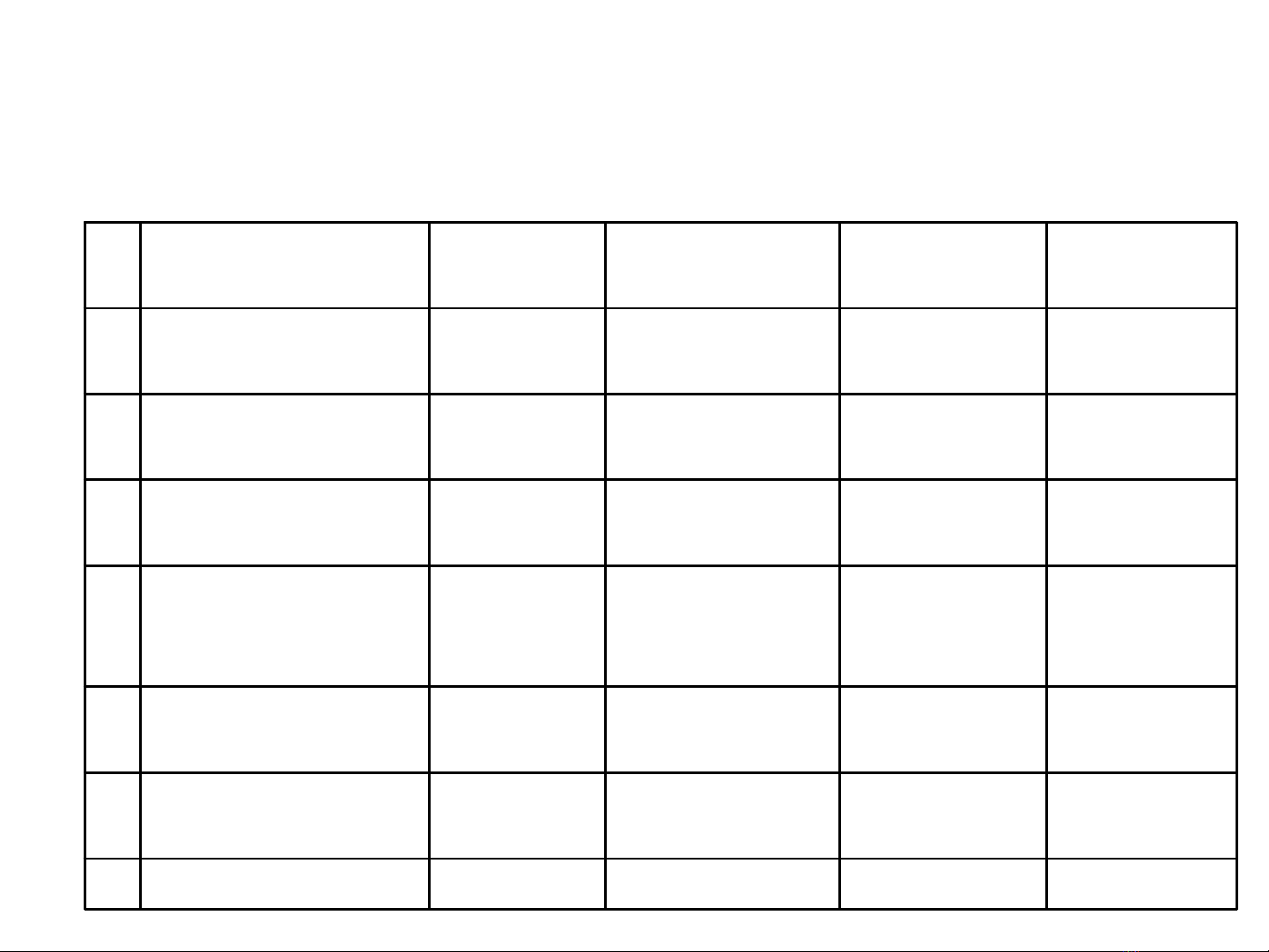
8.2.1. V t li u h t mài: ậ ệ ạ Materials of the abrasive particles
TT
Tên g iọ
V t li uậ ệ
Kí hi u (VN)ệ
C u trúc (%)ấ
Đ c ng (Mpa)ộ ứ
Đ b n nhi t ộ ề ệ
(0C)
1
Coranh đông nâu
Cn
Al203 t 89ừ÷95%
20.500÷24.000
> 2000
2
Coranh đông tr ngắ
Ctr
Al203 t 97ừ÷99%
21.000÷26,000
> 2000
3
Cácbít silic đen Sđ
SiC t 97ừ÷98%
28000÷30000
20500C
4
Cacbit silic xanh
Sx
SiC t 98ừ÷99%
29000÷33,000
20500C
5
Cácbit Bo B4C
đ n 74% B và g n ế ầ
1,5%C
37000÷48000
--------
6
Nitorit Bo l p ph ngậ ươ
CBN – PCBN
BN
60,000-80,000
15000C
7
Kim c ngươ PCD C
100,000
8000C
5
§8.2- ĐÁ MÀI
(Grinding Wheels)
8.2.2. Ch t dính k t: ấ ế Materials of bonds
- Ch t dính k t vô c : Kêramic, Silic cát…ấ ế ơ
- Ch t dính k t h u c : Bakelit, vunganit…ấ ế ữ ơ
-Ch t dính k t kim lo iấ ế ạ
8.2.3. Đ c ng c a đá mài:ộ ứ ủ
the grade of the wheels
-Concept definition:
Đ c ng c a đá mài là kh năng c aộ ứ ủ ả ủ
ch t dính k t ch ng l i s b t h tấ ế ố ạ ự ứ ạ
mài ra kh i b m t làm vi c ỏ ề ặ ệ
c a đá d i tác d ng c a ngo i l c ủ ướ ụ ủ ạ ự
và nhi t c tệ ắ .
Đ c ng c a v t li u h t mài là kh năngộ ứ ủ ậ ệ ạ ả
ch ng l i bi n d ng d o c c b c a ố ạ ế ạ ẻ ụ ộ ủ
t i tr ng ngoài thông qua tác d ng c a ả ọ ụ ủ
v t th c ng có d ng mũi đâm.ậ ể ứ ạ
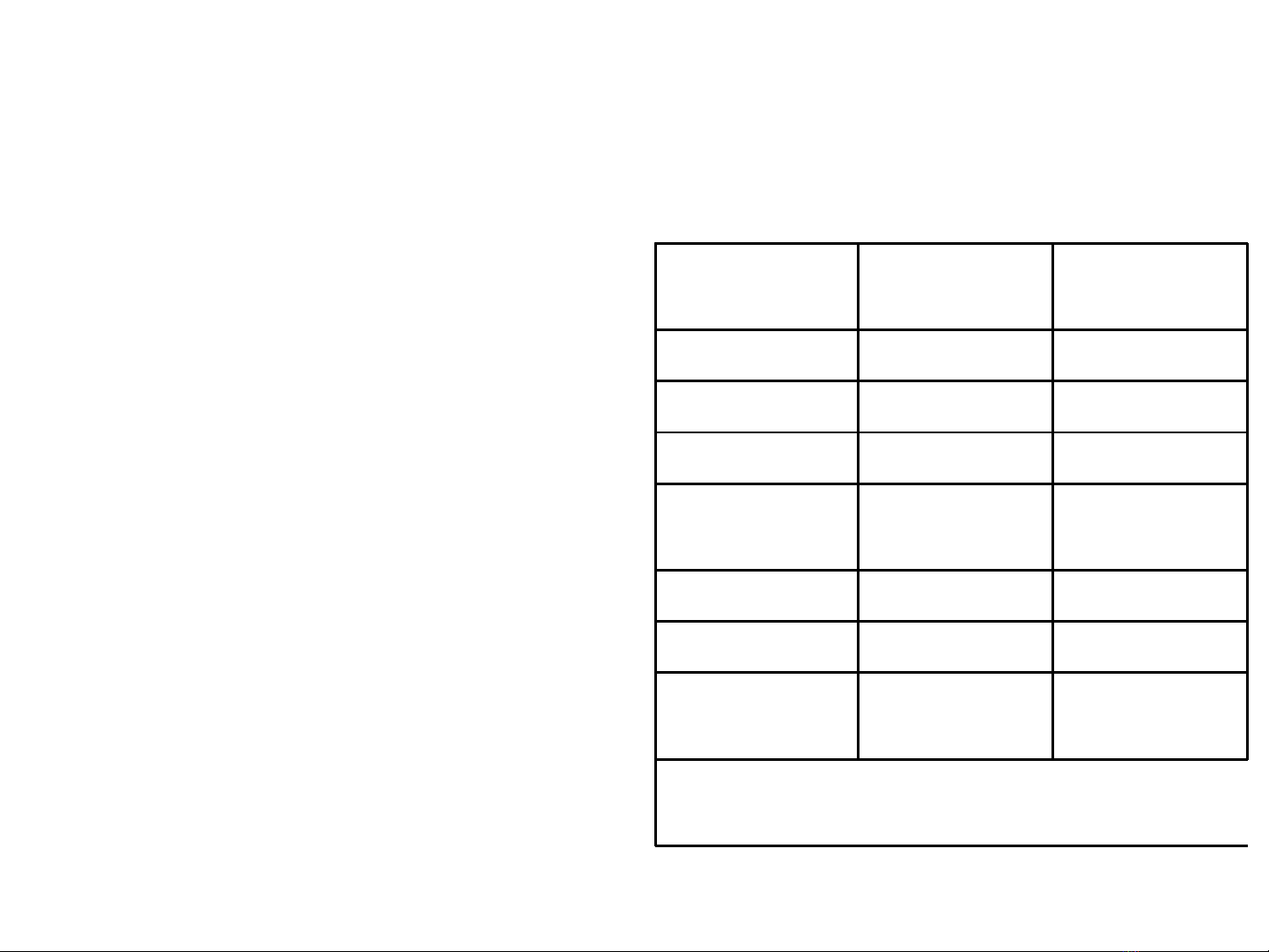
Đ c ng ộ ứ
đá mài
Ký hi uệ
C p đ c ngấ ộ ứ
M mềM
M1, M2, M3
M m v aề ừ
MV
MV1, MV2
Trung bình
TB
TB1, TB2
C ng v aứ ừ
CV
CV1, CV2,
CV3
C ngứC
C1, C2
R t c ngấ ứ
RC
RC1, RC2
Đ c bi t c ngặ ệ ứ
ĐC
ĐC1, ĐC2
Chú thích: Đ c ng tăng theo chi u tăng c a ch ộ ứ ề ủ ỉ
s c p đ c ngố ấ ộ ứ
![Cắt bằng hồ quang điện [Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140331/hoangtuxuquang/135x160/7351396310863.jpg)



![MAX232: Mạch DUAL EIA 232 DRIVERS/RECEIVERS [Thông tin chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110611/tanthanh2603/135x160/max232_501.jpg)









![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)