
PH NG PHÁP GIA CÔNG CHÙM TIAƯƠ
ĐI N TỆ Ử
( Electron Beam Machinning – EBM)
M c tiêu: Sau khi nghiên c u xong ch ng này, ng i nghiênụ ứ ươ ườ
c u có kh năng sau:ứ ả
-Hi u khái ni m gia công b ng chùm đi n t .ể ệ ằ ệ ử
-Hi u bi t nguyên lý gia công b ng chùm đi n t .ể ế ằ ệ ử
-T ng minh v c s lý thuy t gia công b ng chùmườ ề ơ ở ế ằ
đi n t .ệ ử
-Bi t t ng t n các thông s công ngh .ế ườ ậ ố ệ
- T ng minh v d ng c và thi t b .ườ ề ụ ụ ế ị
- Hi u ph m vi ng d ng và h ng phát tri n.ể ạ ứ ụ ướ ể
- Hi u bi t u và nh c đi m gia công chùm đi n t .ể ế ư ượ ể ệ ử
I. KHÁI NI M:Ệ
T lâu ng i ta đã s d ng năng l ng c a đi n từ ườ ử ụ ượ ủ ệ ử
truy n đ ng v i t c đ cao vào đèn R ngen, đèn đi n t vàề ộ ớ ố ộ ơ ệ ử
kính hi n vi đi n t .v.v. trong các thi t b trên ph n l n năngể ệ ử ế ị ầ ớ
l ng c a đi n t b t n th t chuy n hóa d i d ng nhi tượ ủ ệ ử ị ổ ấ ể ướ ạ ệ
năng. M c đích công ngh c a vi c gia công b ng tia đi n tụ ệ ủ ệ ằ ệ ử
chính là bi n đ i năng l ng đi n t thành nhi t năng v i t lế ổ ượ ệ ử ệ ớ ỉ ệ
cao h n và nh v y b ng cách làm nóng c c b mà ta có thơ ờ ậ ằ ụ ộ ể
ti n hành b ng nhi u ph ng pháp gia công b ng nhi t khácế ằ ề ươ ằ ệ
nhau. Nói chung là gia công b ng chùm tia đi n t (EBM) làằ ệ ử
ph ng pháp gia công dùng năng l ng chùm tia đi n t h i tươ ượ ệ ử ộ ụ
t i b m t gia công làm nóng ch y và b c h i v t li u.ạ ề ặ ả ố ơ ậ ệ
II. Nguyên lý gia công:
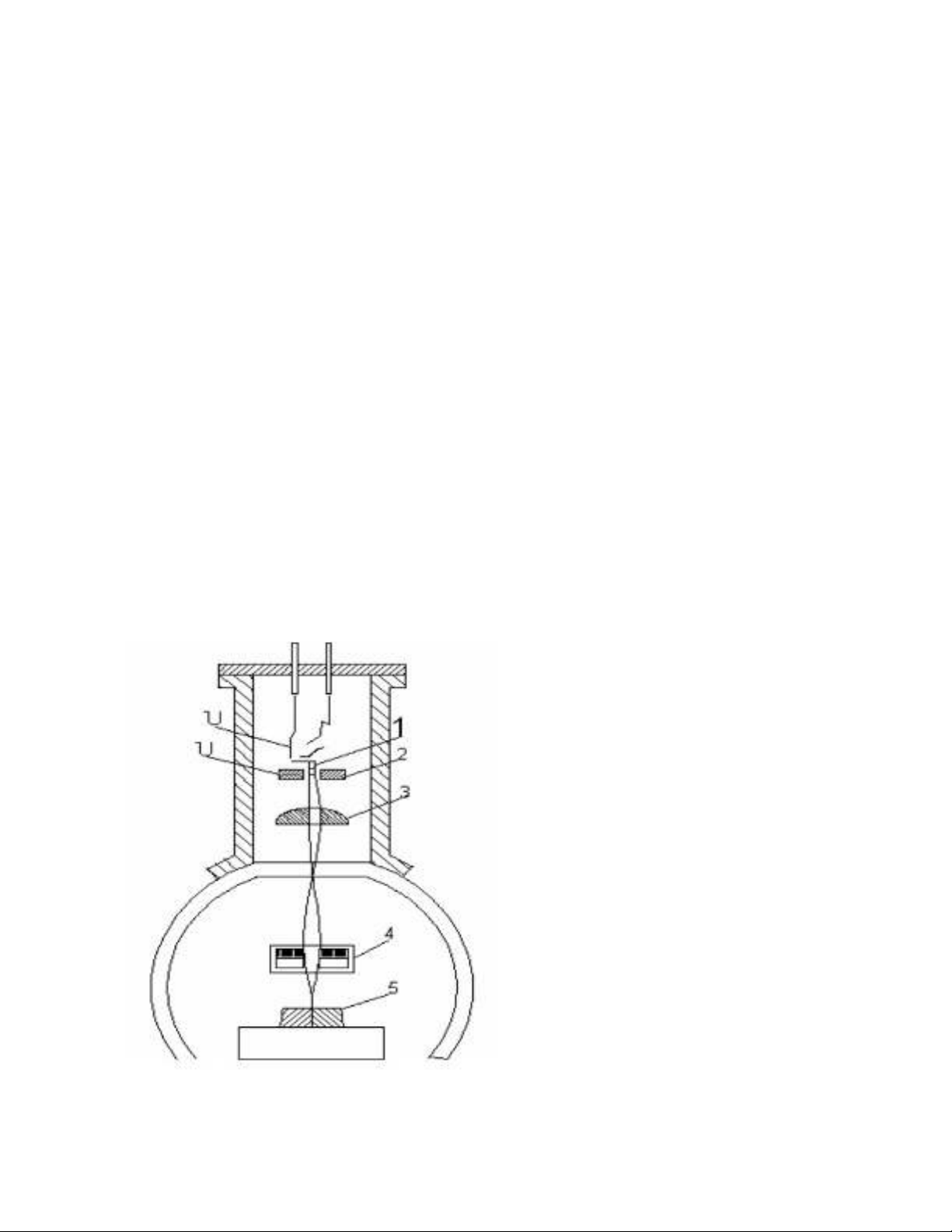
-Nguyên lý ho t đ ng chung c a tia đi n t đ c trìnhạ ộ ủ ệ ử ượ
bày trên hình 5.60. chùm tia đi n t đ c phát ra t Cathod 1ệ ử ượ ừ
c a đ u phát tia. Các đi n t truy n đ ng v i t c đ r t caoủ ầ ệ ử ề ộ ớ ố ộ ấ
và h i t l i nh th u kính đi n t 4 thành v t t t nh lên bộ ụ ạ ờ ấ ệ ử ệ ấ ỏ ề
m t gia công 5. Các đi n t va đ p vào b m t gia công vàặ ệ ử ậ ề ặ
chuy n đ ng thành nhi t năng nung nóng, làm ch y ho c b cể ộ ệ ả ặ ố
h i b t kì v t li u nào.ơ ấ ậ ệ
Hình 5.60:
Nguyên lí t o chùm tia đi nạ ệ
t :ử
1. Catod b nóngị
2. Mũi h i t .ộ ụ
3. Anod.
4.Th u kính đi n t đ h i t .ấ ệ ử ể ộ ụ
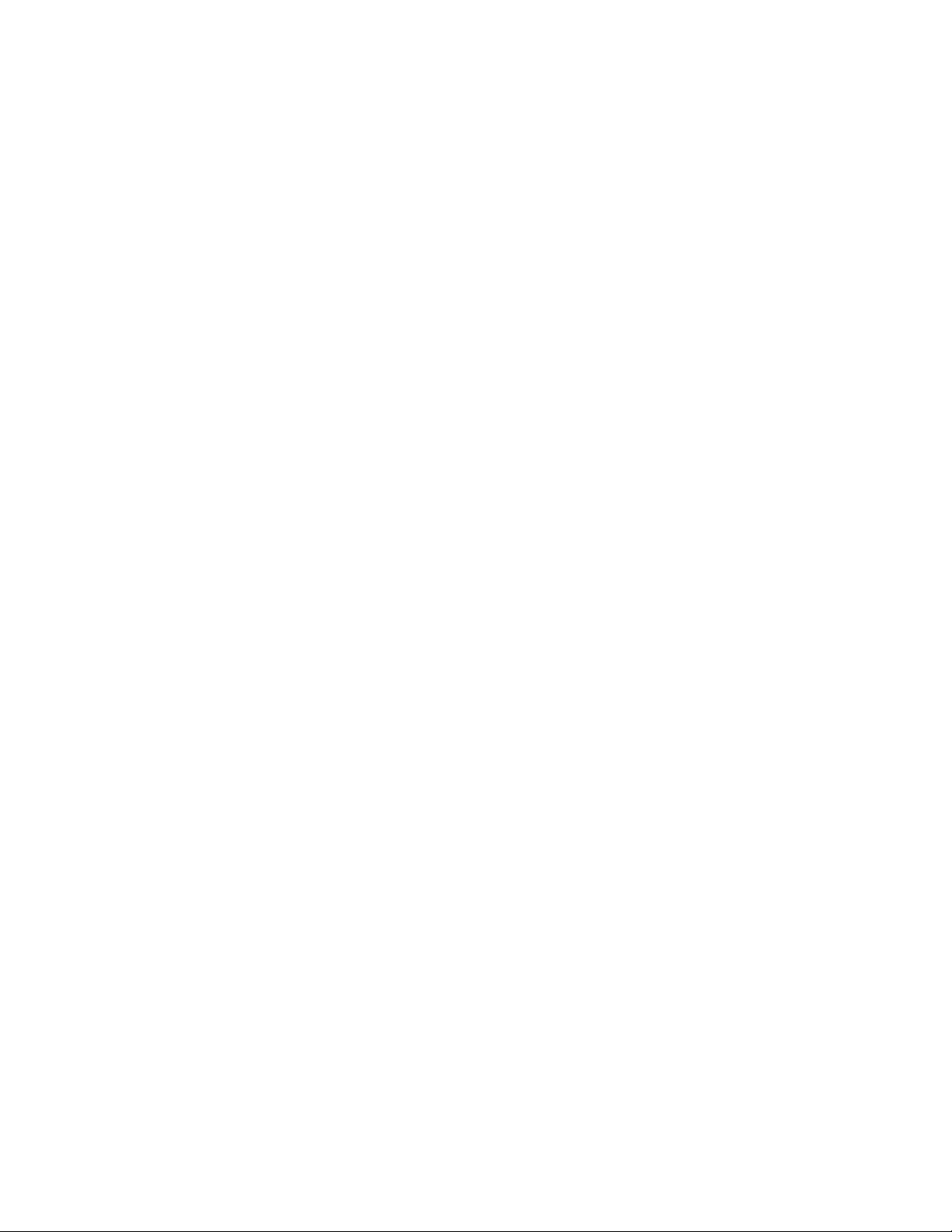
-Trong hình 5.61 nói r t rõ v s đ gia công chùm tiaấ ề ơ ồ
đi n t . b n ch t c a ph ng pháp gia công b ng chùm tiaệ ử ả ấ ủ ươ ằ
đi n t nh sau: chi ti t gia công 4 đ c đ t trong 1 bu ngệ ử ư ế ượ ặ ồ
chân không 3, m t chùm tia đi n t có t c đ và v n t c l nộ ệ ử ố ộ ậ ố ớ
đ c t p trung h ng vào b m t chi ti t gia công, nungượ ậ ướ ề ặ ế
nóng nó và làm b c h i v t li u gia công. Ngu n sinh raố ơ ậ ệ ồ
đi n t t do thông th ng là m t s i dây v i phram 1 (c cệ ử ự ườ ộ ợ ớ ự
âm). Năng l ng cao c a đi n t đ t đ c nh đi n th caoượ ủ ệ ử ạ ượ ờ ệ ế
đ c t o ra t c c d ng 8. các đi n t chuy n đ ng (t pượ ạ ừ ự ươ ệ ử ể ộ ậ
trung thành chùm tia) h ng t i chi ti t gia công v i t c đướ ớ ế ớ ố ộ
g n b ng t c đ ánh sáng. ầ ằ ố ộ
- Đ ng kính chùm tia qua h th ng t p trung 2 vàườ ệ ố ậ
th u kính 6 có th đ t t i ph n trăm ho c ph n nghìn mm,ấ ể ạ ớ ầ ặ ầ
còn m t đ công su t có th đ t t i vài nghìn Kw trên 1ậ ộ ấ ể ạ ớ
mm2. Năng l ng tác đ ng đ c đo b ng các xung có th iượ ộ ượ ằ ờ
gian 103- 104 giây. Khi g p b m t gia công, năng l ng c aặ ề ặ ượ ủ
chùm tia đi n t chuy n thành nhi t năng và nung nóng c cệ ử ể ệ ụ
b b m t gia công. N u vùng ti p xúc tr c ti p c aộ ề ặ ế ở ế ự ế ủ
chùm tia v i chi ti t gia công nhi t đ lên đ n 3000-4000ớ ế ệ ộ ế 0C
cách đó kho ng 1m nhi t đ không v t quá 300ở ả ệ ộ ượ 0C. Cách
truy n nhi t nh v y cho phép gia công b t kì v t li u nàoề ệ ư ậ ấ ậ ệ
mà không nh h ng đ n c u trúc c a v t li u vùngả ưở ế ấ ủ ậ ệ ở

ngoài v t li u gia công. Đ quan sát quá trình gia côngậ ệ ể
ng i ta l p thêm h th ng quang h c 7. H th ng 5 có tácườ ắ ệ ố ọ ệ ố
d ng đánh nghiêng chùm tia đi m t góc mong mu n.ụ ộ ố
-C n nh r ng đ i v i nhi u lo i v t li u chi u sâuầ ớ ằ ố ớ ề ạ ậ ệ ề
thâm nh p v t li u c a chùm tia đi n t (ậ ậ ệ ủ ệ ử chi u sâu giaề
công) có th l n g p100 l n đ ng kính. Nh v y,ể ớ ấ ầ ườ ư ậ
chùm tia t p trung có đ ng kínhậ ườ 0,01 mm cho phép
c t đ t t m dày 1 mm. B ng chùm tia đi nắ ứ ấ ằ ệ t có thử ể
gia công l n u dùng h th ng đánh nghiêng chùmỗ ế ệ ố tia 5
trên hình 5.61 (xem h th ng 1 trên hình 5.62) ho c cệ ố ặ ơ
c u d ch chuy n phôi t ng đ i so v i chùm tia (bànấ ị ể ươ ố ớ
ch th p)ữ ậ đ ng th i có th c t đ t và phay các m tồ ờ ể ắ ứ ặ
đ nh hình trong cũngị nh ngoài ho c c t biên d ng trênư ặ ắ ạ
phôi t m 2 ( hình 5.62).ấ
- Chu kỳ gia công chi ti c trên máy có s d ng chùmế ử ụ
tia đi n t có th đ c t đ ng hoá ho c đi u khi n theoệ ử ể ượ ự ộ ặ ề ể
ch ngươ trình s .ố
Hình 5.61 :
S đ gia côngơ ồ
b ng chùm tiaằ
đi nệ
t .ử
1) C c âmự
2) H th ng t pệ ố ậ
trung chùm tia
3) Bu ngchânồ
không
4) Chi ti t giaế
công
5) H th ng đánhệ ố
nghiêng chùm tia
6) Th u kính tấ ừ
7) H th ngệ ố
quang
h cọ
8) C c d ng.ự ươ
Hình 2.62 :
S đ c t biên d ng b ng ơ ồ ắ ạ ằ
chùm tia đi n t .ệ ử
1) H th ng đánh nghiêngệ ố
chùm tia.
2) Phôi t m.ấ








![Phương Pháp Gia Công Tia Nước: [Thêm thông tin chi tiết/hướng dẫn/ví dụ cụ thể nếu có]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140331/hoangtuxuquang/135x160/7411396310538.jpg)

![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














